
一种自动上料内螺纹加工设备.pdf

雨巷****碧易


1/6

2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种自动上料内螺纹加工设备.pdf
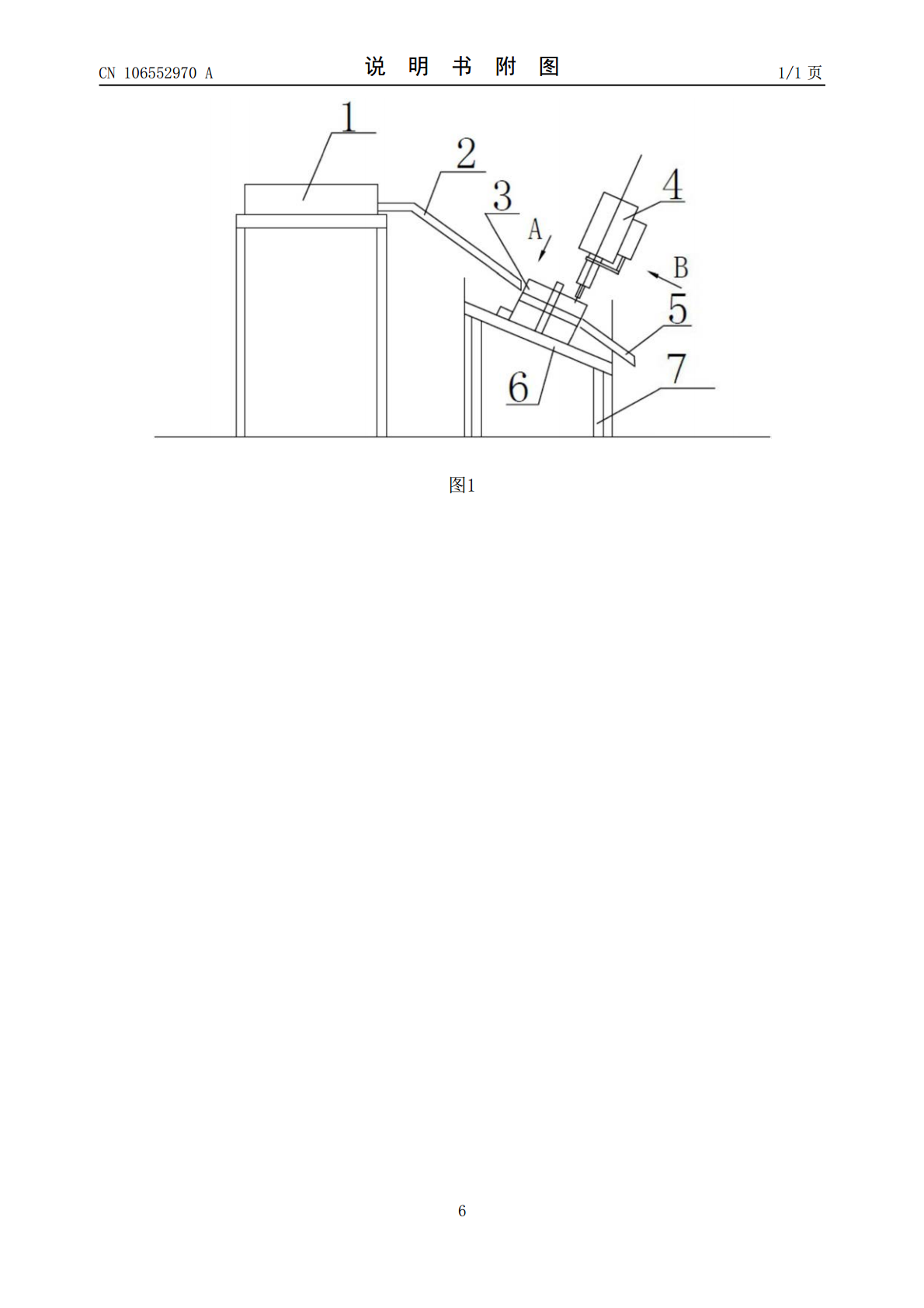
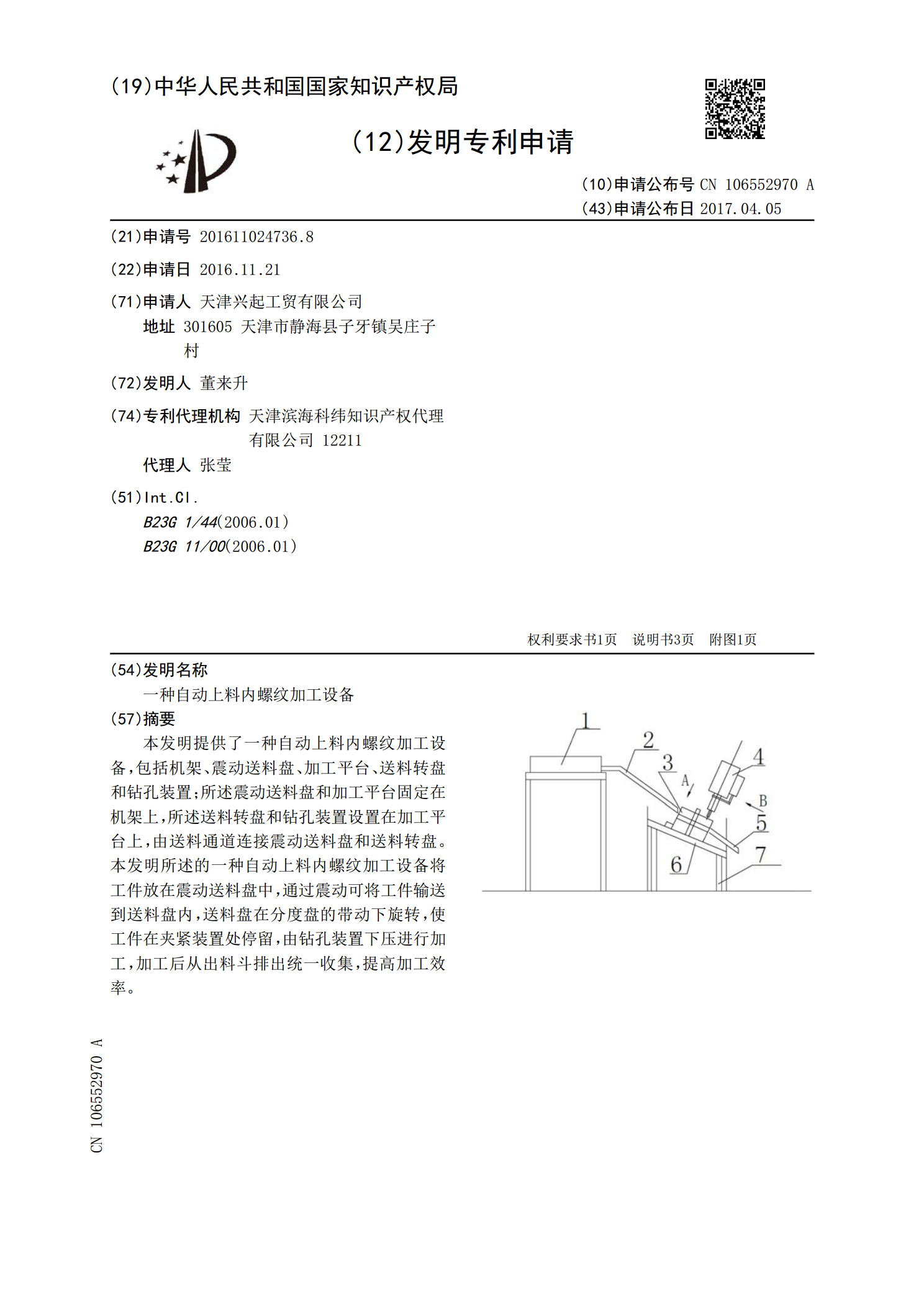
本发明提供了一种自动上料内螺纹加工设备,包括机架、震动送料盘、加工平台、送料转盘和钻孔装置;所述震动送料盘和加工平台固定在机架上,所述送料转盘和钻孔装置设置在加工平台上,由送料通道连接震动送料盘和送料转盘。本发明所述的一种自动上料内螺纹加工设备将工件放在震动送料盘中,通过震动可将工件输送到送料盘内,送料盘在分度盘的带动下旋转,使工件在夹紧装置处停留,由钻孔装置下压进行加工,加工后从出料斗排出统一收集,提高加工效率。
一种大蒜自动上料加工设备.pdf
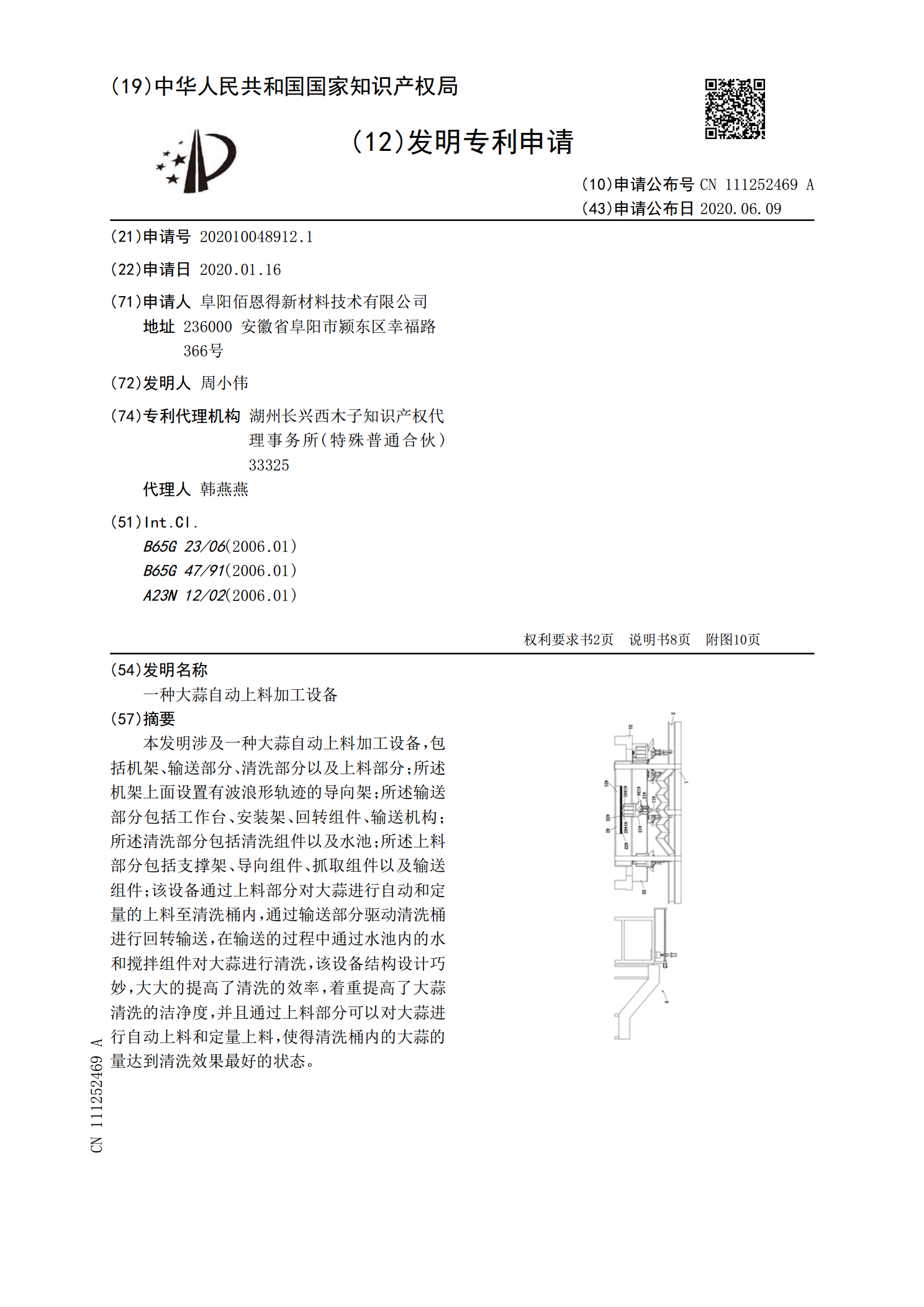
本发明涉及一种大蒜自动上料加工设备,包括机架、输送部分、清洗部分以及上料部分;所述机架上面设置有波浪形轨迹的导向架;所述输送部分包括工作台、安装架、回转组件、输送机构;所述清洗部分包括清洗组件以及水池;所述上料部分包括支撑架、导向组件、抓取组件以及输送组件;该设备通过上料部分对大蒜进行自动和定量的上料至清洗桶内,通过输送部分驱动清洗桶进行回转输送,在输送的过程中通过水池内的水和搅拌组件对大蒜进行清洗,该设备结构设计巧妙,大大的提高了清洗的效率,着重提高了大蒜清洗的洁净度,并且通过上料部分可以对大蒜进行自动
一种机加工设备自动上料机.pdf
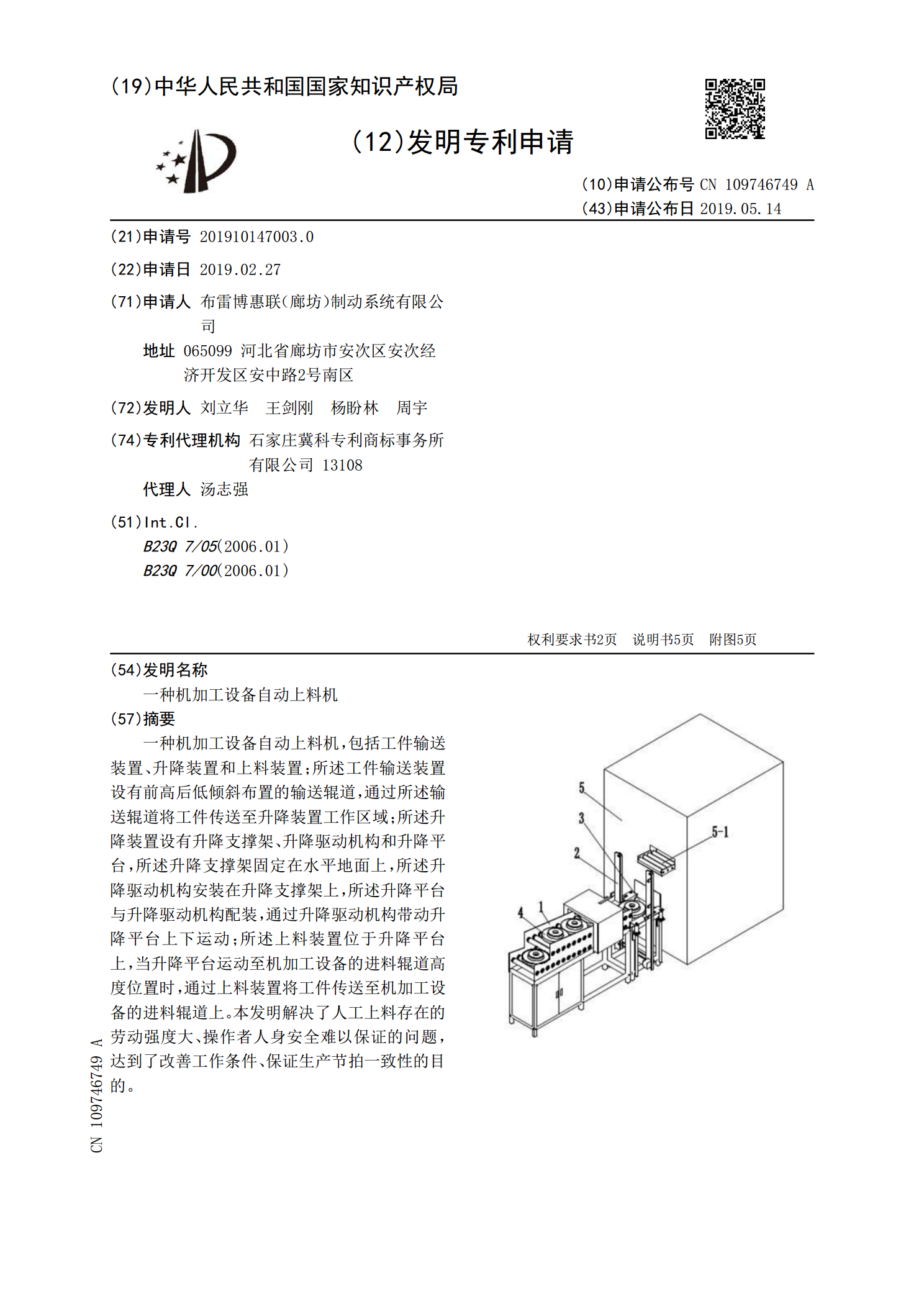
一种机加工设备自动上料机,包括工件输送装置、升降装置和上料装置;所述工件输送装置设有前高后低倾斜布置的输送辊道,通过所述输送辊道将工件传送至升降装置工作区域;所述升降装置设有升降支撑架、升降驱动机构和升降平台,所述升降支撑架固定在水平地面上,所述升降驱动机构安装在升降支撑架上,所述升降平台与升降驱动机构配装,通过升降驱动机构带动升降平台上下运动;所述上料装置位于升降平台上,当升降平台运动至机加工设备的进料辊道高度位置时,通过上料装置将工件传送至机加工设备的进料辊道上。本发明解决了人工上料存在的劳动强度大、
一种排气管加工自动上料设备.pdf
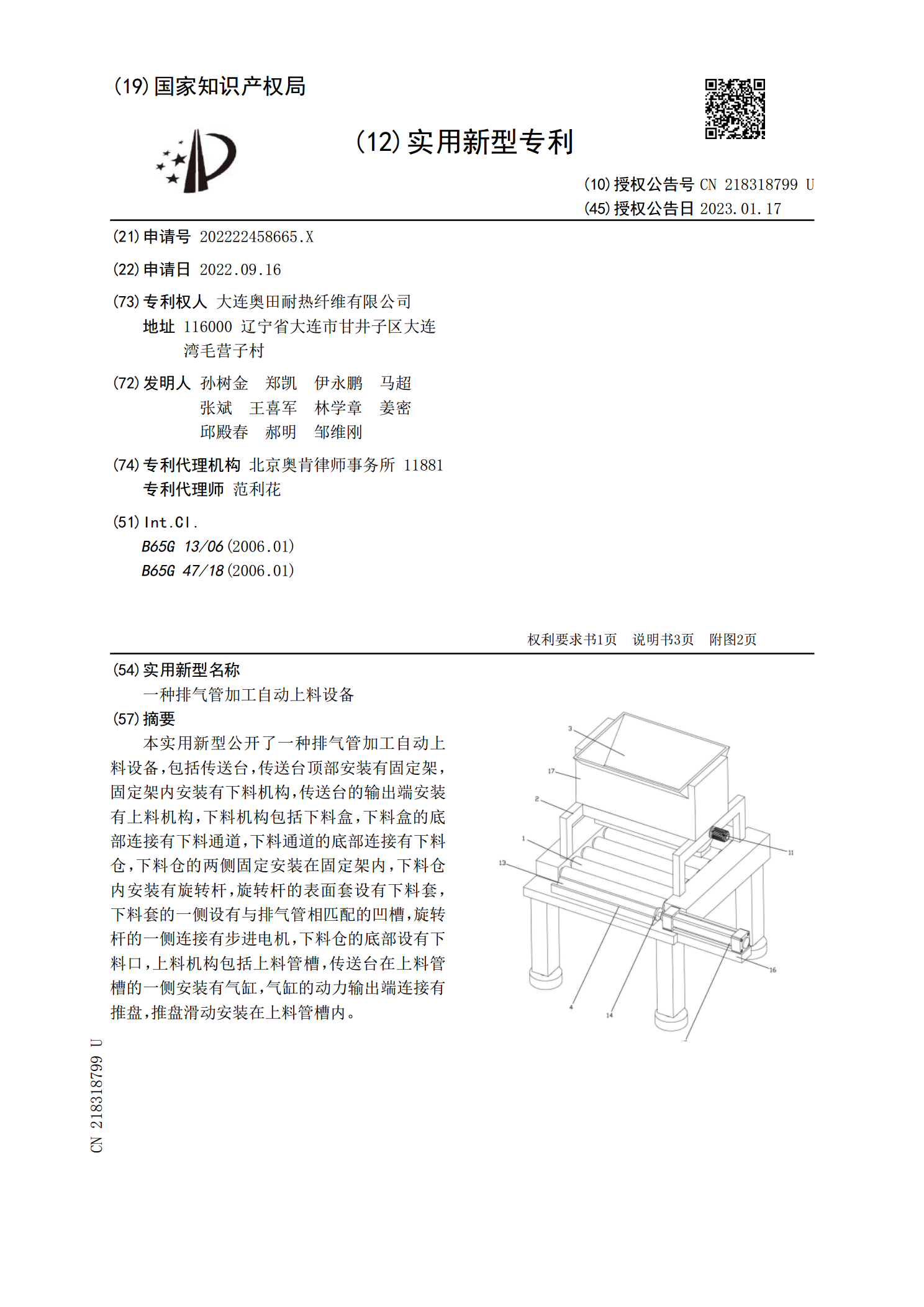
本实用新型公开了一种排气管加工自动上料设备,包括传送台,传送台顶部安装有固定架,固定架内安装有下料机构,传送台的输出端安装有上料机构,下料机构包括下料盒,下料盒的底部连接有下料通道,下料通道的底部连接有下料仓,下料仓的两侧固定安装在固定架内,下料仓内安装有旋转杆,旋转杆的表面套设有下料套,下料套的一侧设有与排气管相匹配的凹槽,旋转杆的一侧连接有步进电机,下料仓的底部设有下料口,上料机构包括上料管槽,传送台在上料管槽的一侧安装有气缸,气缸的动力输出端连接有推盘,推盘滑动安装在上料管槽内。

一种车床加工中自动上料的夹具设备.pdf
本发明公开了一种车床加工中自动上料的夹具设备,包括机体,机体上侧面固设有上箱体,上箱体中转动连接有转动主轴,转动主轴右侧滑动连接有摆动体,摆动体下侧固设有移动体,机体后侧面固设有存放体,机体下侧设有啮合腔,机体右侧旋转滑动有旋转箱体,旋转箱体中设有夹持腔,机体上侧设有动力腔,上箱体中设有与动力腔相通的摆动腔,动力腔右侧设有传动腔,摆动体下侧设有滚动腔,移动体中设有移动腔和存入腔,上箱体上设有摆动取出工件的摆动装置,摆动体下侧设有移动工件的移动装置,机体下侧设有夹持工件的夹持装置,此设备能够自动夹持安装工件