
一种各向异性粘结钕铁硼磁体表面涂覆方法.pdf

志玉****爱啊


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种各向异性粘结钕铁硼磁体表面涂覆方法.pdf
本发明涉及各向异性粘结钕铁硼磁体生产表面涂覆工艺。包括磁体表面预处理和电泳涂覆。表面预处理为先将磁体放入中性表面活性剂的槽液中进行超声波清洗去除磁体表面的油污;然后在电磁力研磨机中将磁体表面光整、退磁去除磁体表面吸附的磁粉和杂质;经以上处理的磁体进行喷淋清洗;再放入磷化液中进行磷化以提高磁体高耐湿热性能和耐盐雾性能,提高涂层与磁体间的结合力;最后对磁体表面进行超声波清洗将磁体表面的油污、残渣、残液等清洗干净防止预处理后表面存留的各种杂质离子带入电泳槽,是槽液成分受到破坏,影响涂层质量。采用上述技术方案获得

一种提高粘结钕铁硼磁体性能的表面处理方法.pdf
本发明公开了一种提高粘结钕铁硼磁体性能的表面处理方法,包括前处理、电泳、多次喷漆工和多次固化工艺,该方法中,电泳后,电泳涂层渗透到粘结钕铁硼磁体微孔和预处理后的磷化层中形成了第一层保护层,第一次喷漆处理和第二次喷漆处理又在电泳涂层上形成第二层保护层,从而有效的隔断了电泳涂层烘干过程中气体挥发所留下的毛细孔,第三次喷漆处理和第四次喷漆处理后形成第三层保护层,第三层保护层又一次隔断了第一次喷漆处理和第二次喷漆处理形成的漆层烘干过程中气体挥发所形成的毛细孔,并且第一层保护层、第二层保护层和第三层保护层牢固结合为
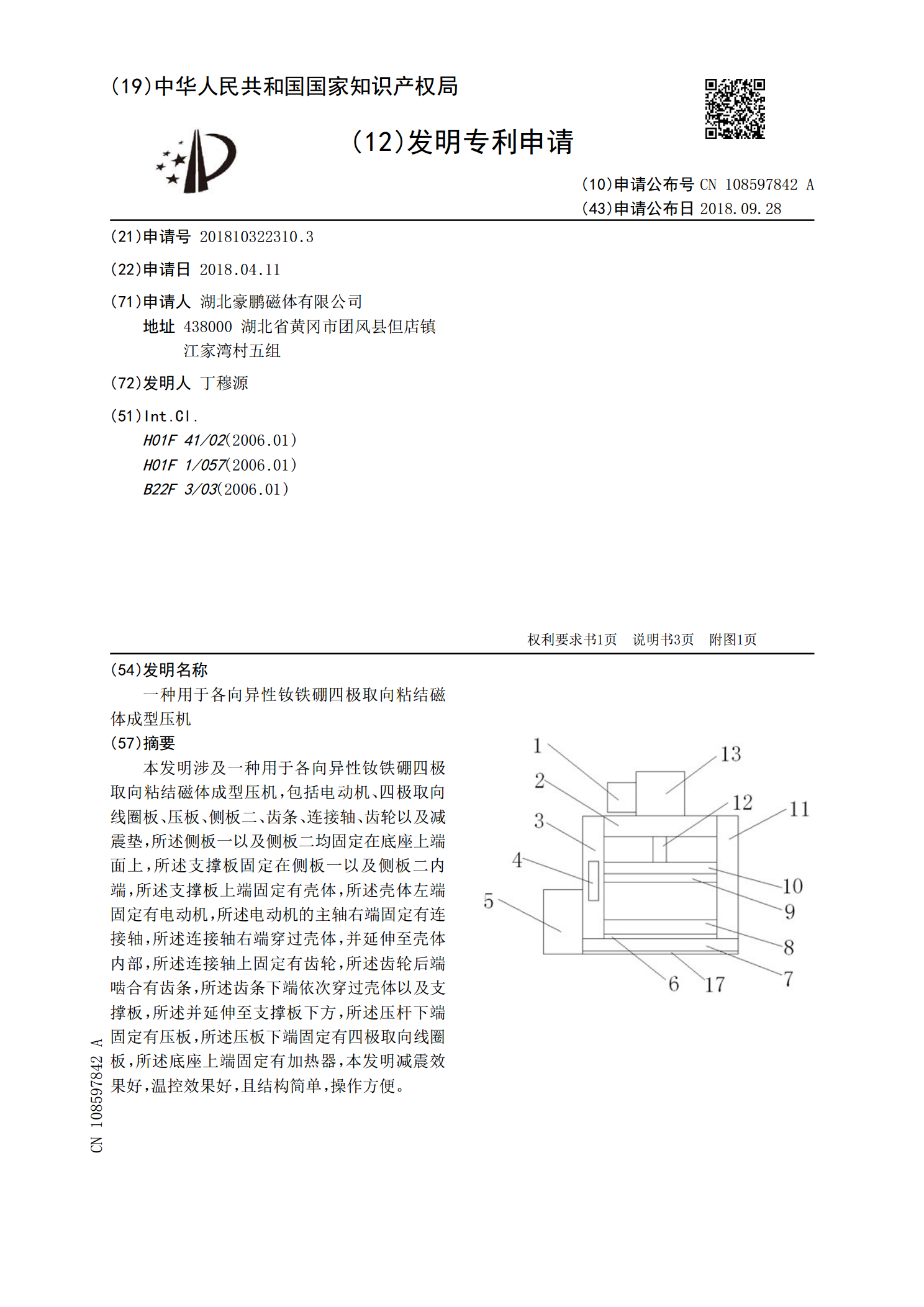
一种用于各向异性钕铁硼四极取向粘结磁体成型压机.pdf
本发明涉及一种用于各向异性钕铁硼四极取向粘结磁体成型压机,包括电动机、四极取向线圈板、压板、侧板二、齿条、连接轴、齿轮以及减震垫,所述侧板一以及侧板二均固定在底座上端面上,所述支撑板固定在侧板一以及侧板二内端,所述支撑板上端固定有壳体,所述壳体左端固定有电动机,所述电动机的主轴右端固定有连接轴,所述连接轴右端穿过壳体,并延伸至壳体内部,所述连接轴上固定有齿轮,所述齿轮后端啮合有齿条,所述齿条下端依次穿过壳体以及支撑板,所述并延伸至支撑板下方,所述压杆下端固定有压板,所述压板下端固定有四极取向线圈板,所述底

一种压制粘结钕铁硼磁体的制备方法.pdf
本发明公开了一种压制粘结钕铁硼磁体的制备方法,通过乙酸乙酯替代丙酮作为溶剂来配置粘结剂溶液,采用石墨粉取代硬脂酸锌做为润滑剂,通过钕铁硼磁粉和粘结剂溶液的两次混合工艺使成品母粉中含有超出正常使用量的环氧树脂,提高了钕铁硼磁粉和超量使用的粘结剂溶液的混合均匀性,最后通过固化工艺使粘结剂均匀溢出包裹在基体表面形成防护层;优点是避免了丙酮购买、保存和使用上的管控,降低了材料管理成本,避免了硬脂酸锌气化造成的磁体表面缺陷,省略了电镀或电泳等涂覆工艺,避免了电镀或电泳等涂覆工艺造成的环境污染,并避免了在电镀或电泳等
钕铁硼磁体表面防护用涂液及其使用方法.pdf
本发明提供了一种提高钕铁硼磁体表面防腐蚀性能的涂液以及喷涂该涂液的喷涂方法。其中,涂液各组分采用浸入式柴氏2号杯粘度杯测量,流完时间为:40-50s,涂液比重为1.2-1.4g/cm3,使用喷涂机对清洗过的中性钕铁硼磁体表面进行喷涂,高温固化炉加热去气,固化,反转去气,固化,完成喷涂过程。该涂液及喷涂方法不但简单、具有环境友好性,而且涂层具有较强的耐蚀性和高结合力。