
一种汽车覆盖件中的模具冲压工艺方法.pdf

长春****主a


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车覆盖件中的模具冲压工艺方法.pdf
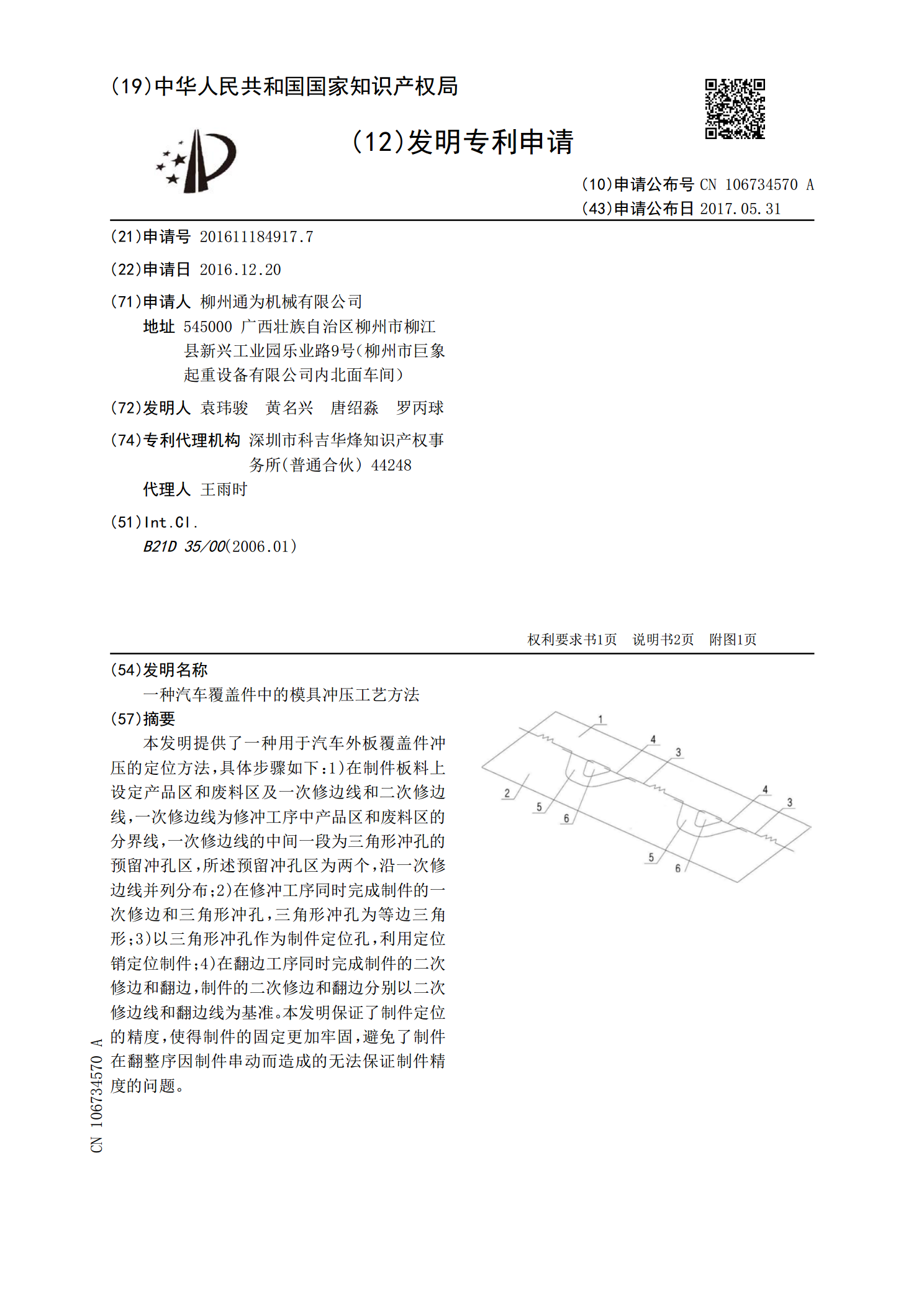
本发明提供了一种用于汽车外板覆盖件冲压的定位方法,具体步骤如下:1)在制件板料上设定产品区和废料区及一次修边线和二次修边线,一次修边线为修冲工序中产品区和废料区的分界线,一次修边线的中间一段为三角形冲孔的预留冲孔区,所述预留冲孔区为两个,沿一次修边线并列分布;2)在修冲工序同时完成制件的一次修边和三角形冲孔,三角形冲孔为等边三角形;3)以三角形冲孔作为制件定位孔,利用定位销定位制件;4)在翻边工序同时完成制件的二次修边和翻边,制件的二次修边和翻边分别以二次修边线和翻边线为基准。本发明保证了制件定位的精度,

汽车覆盖件冲压模具铸造工艺研究.pptx
添加副标题目录PART01汽车覆盖件的定义和作用冲压模具铸造工艺简介冲压模具铸造工艺在汽车工业中的应用PART02模具设计模具制造模具调试模具生产PART03模具材料的选择模具热处理技术模具表面处理技术精密铸造技术PART04模具质量的检测方法模具质量的控制标准模具的维护和保养提高模具使用寿命的措施PART05新型铸造材料的研发和应用智能化铸造设备的研发和应用绿色铸造技术的研发和应用未来汽车工业对冲压模具铸造工艺的需求和挑战感谢您的观看
一种汽车覆盖件冲压模具.pdf
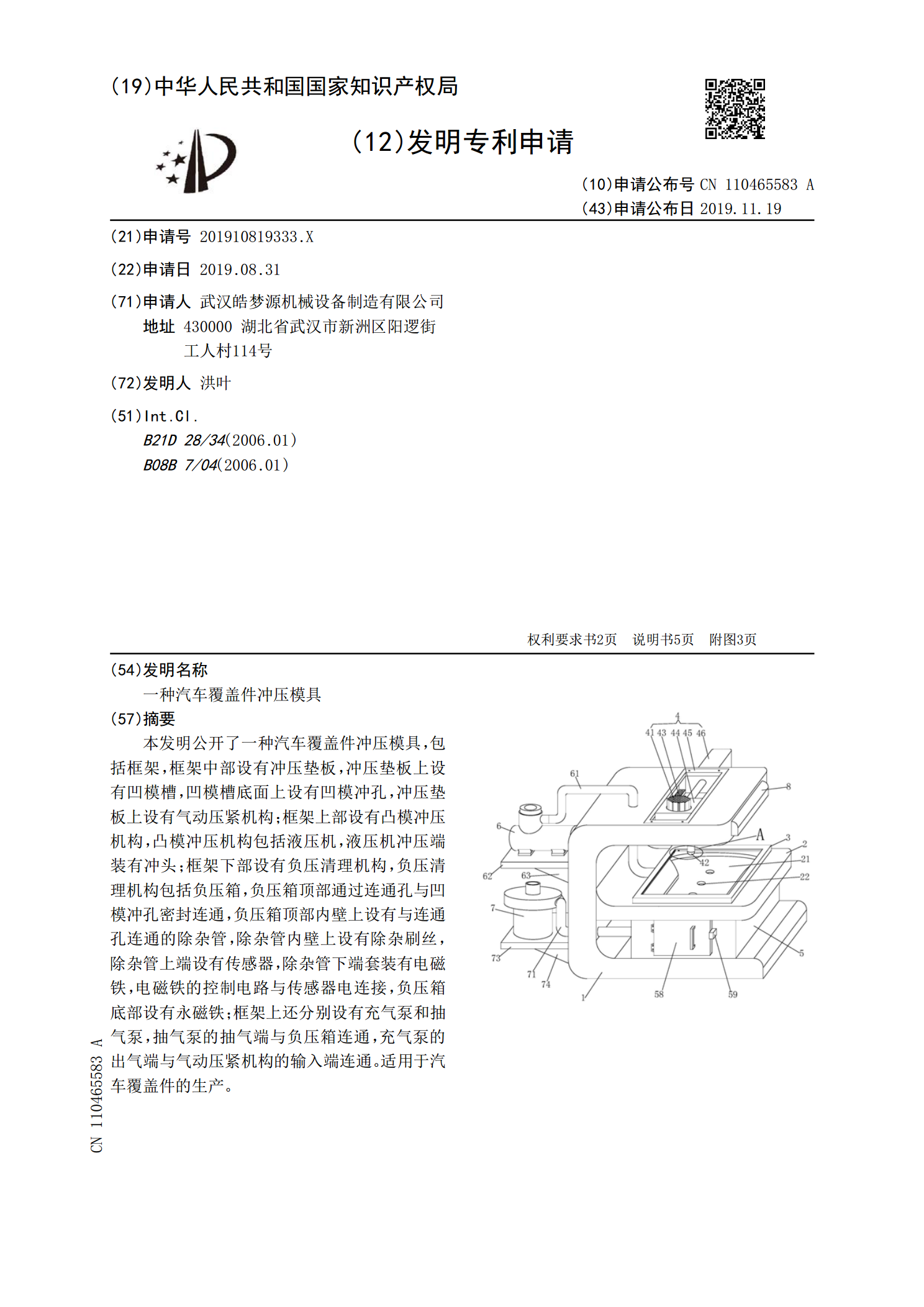
本发明公开了一种汽车覆盖件冲压模具,包括框架,框架中部设有冲压垫板,冲压垫板上设有凹模槽,凹模槽底面上设有凹模冲孔,冲压垫板上设有气动压紧机构;框架上部设有凸模冲压机构,凸模冲压机构包括液压机,液压机冲压端装有冲头;框架下部设有负压清理机构,负压清理机构包括负压箱,负压箱顶部通过连通孔与凹模冲孔密封连通,负压箱顶部内壁上设有与连通孔连通的除杂管,除杂管内壁上设有除杂刷丝,除杂管上端设有传感器,除杂管下端套装有电磁铁,电磁铁的控制电路与传感器电连接,负压箱底部设有永磁铁;框架上还分别设有充气泵和抽气泵,抽气
一种汽车覆盖件冲压模具.pdf
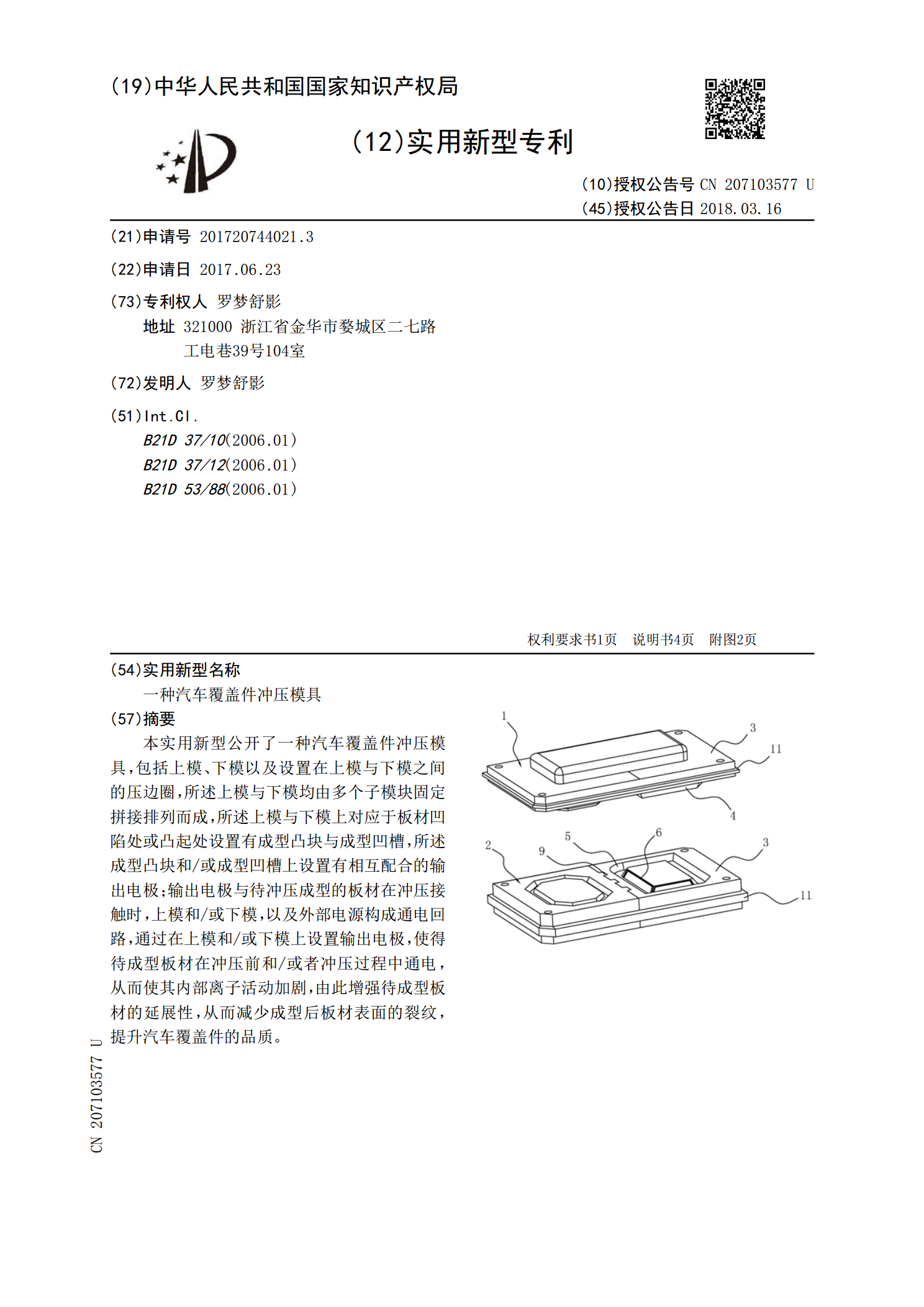
本实用新型公开了一种汽车覆盖件冲压模具,包括上模、下模以及设置在上模与下模之间的压边圈,所述上模与下模均由多个子模块固定拼接排列而成,所述上模与下模上对应于板材凹陷处或凸起处设置有成型凸块与成型凹槽,所述成型凸块和/或成型凹槽上设置有相互配合的输出电极;输出电极与待冲压成型的板材在冲压接触时,上模和/或下模,以及外部电源构成通电回路,通过在上模和/或下模上设置输出电极,使得待成型板材在冲压前和/或者冲压过程中通电,从而使其内部离子活动加剧,由此增强待成型板材的延展性,从而减少成型后板材表面的裂纹,提升汽车

汽车覆盖件顶盖外板尾部冲压成型工艺及其冲压模具.pdf
本发明公开了一种汽车覆盖件顶盖外板尾部冲压成型工艺及其冲压模具,前者包括以下步骤:11)尾部成型的前一工序中,尾部区域产品废料部分保留不予修除;12)尾部成型工序中,压紧坯料的顶部区域和尾部区域;13)对成型部进行侧整成型;14)在尾部成型完成的后一工序中,以尾部最终产品边缘为修边线进行修边操作,去除顶盖尾部产品以外的废料部分。这样,本发明所提供的汽车覆盖件顶盖外板尾部冲压成型工艺通过采用两端同时压料,中间二次成型、加工硬化的处理方案,使成型后板件不易回弹变形,精度易达标且调试工作量减少;同时,经过二次成