
自润滑关节轴承装配方式及专用装配工装的设计和应用.docx

玄静****写意


1/7

2/7

3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

自润滑关节轴承装配方式及专用装配工装的设计和应用.docx
自润滑关节轴承装配方式及专用装配工装的设计和应用摘要:自润滑关节轴承是现代化机械设备当中的重要零部件由于它在内外球面之间粘接有自润滑材料出于对自润滑材料的保护文章在装配内外圈时采用了新的装配方式并为之设计了新型工装既保护了自润滑材料又提高了装配效率。关键词:自润滑关节轴承;装配方式;装配工装中图分类号:TH133文献标识码:A文章编号:1009-2374(2013)12-0025-031概述关节轴承是一种滑动轴承其滑动表面是球面主

自润滑关节轴承冷缩装配研究与应用.docx
自润滑关节轴承冷缩装配研究与应用自润滑关节轴承冷缩装配研究与应用摘要:自润滑关节轴承是一种能够自行润滑的轴承,其在摩擦副接触面形成的自润滑膜能够有效降低摩擦和磨损,延长轴承寿命。冷缩装配技术是一种常用的轴承装配方法,通过低温冷却使轴承外圈收缩,从而方便装配。本文对自润滑关节轴承冷缩装配进行深入研究,重点探讨了冷缩装配对自润滑关节轴承性能的影响及其在工程应用中的前景。关键词:自润滑关节轴承;冷缩装配;摩擦副;自润滑膜;寿命;工程应用一、引言自润滑关节轴承是一种常用于机械设备中的关键零部件,其润滑方式不依赖于

装配电机翻转工装的设计及应用.docx
装配电机翻转工装的设计及应用1.引言在现代工业生产中,常常需要对零件进行翻转操作。电机翻转工装是实现翻转操作的一种常见工具。本文将介绍电机翻转工装的设计及应用。首先将介绍翻转工装的基本原理和设计要求,然后讨论电机翻转工装的具体设计,并最后分析其应用情况。2.翻转工装的基本原理和设计要求翻转工装是一种用于将工件或零件翻转的装置。其基本原理是通过改变工件的质心位置,使工件在重力作用下翻转。翻转工装的设计要求具有以下几个方面:2.1稳定性翻转工装在使用时必须保持稳定,不发生倒塌或翻转不彻底的情况。2.2合理的翻
行星机构装配工装和装配方法.pdf
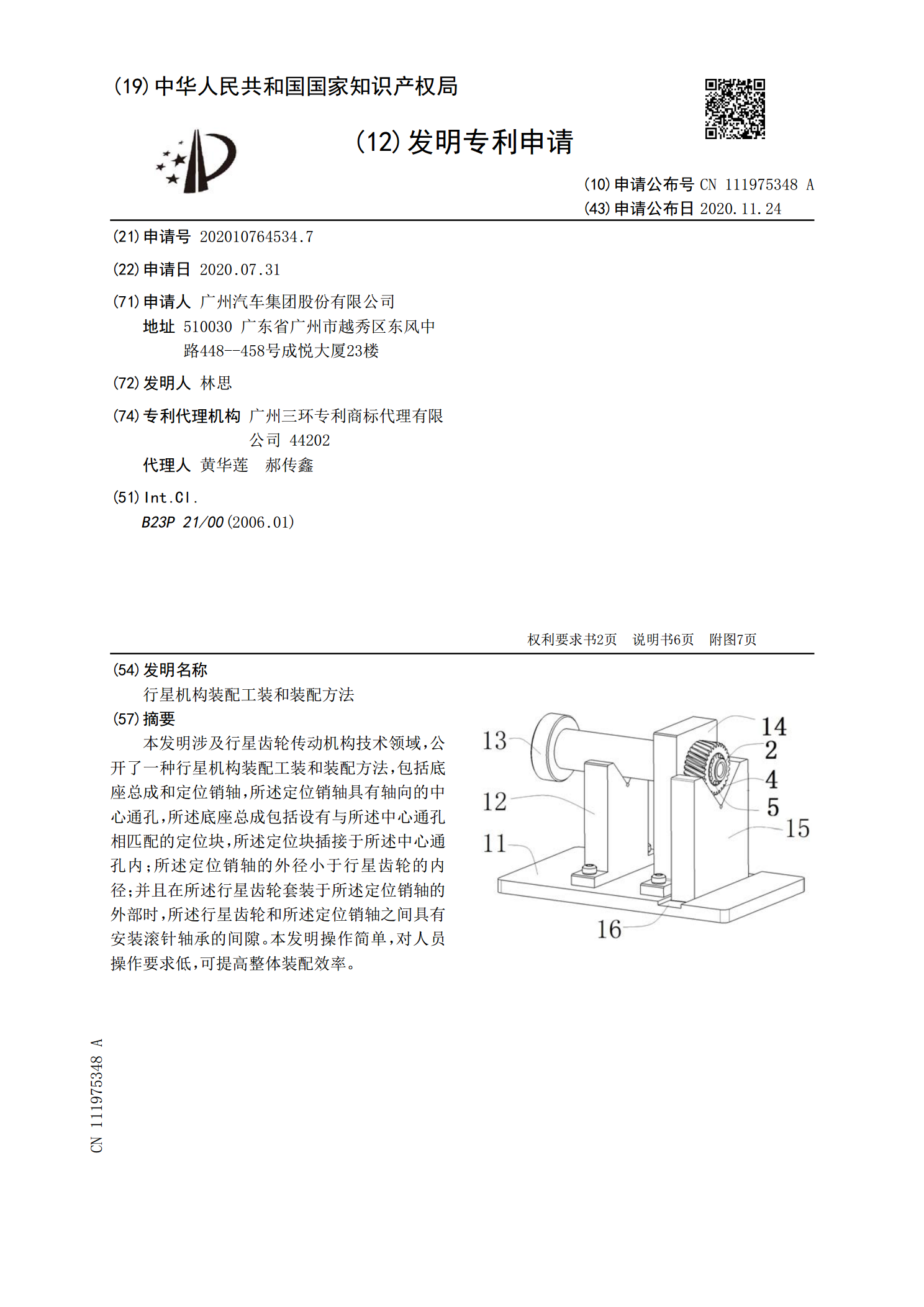
本发明涉及行星齿轮传动机构技术领域,公开了一种行星机构装配工装和装配方法,包括底座总成和定位销轴,所述定位销轴具有轴向的中心通孔,所述底座总成包括设有与所述中心通孔相匹配的定位块,所述定位块插接于所述中心通孔内;所述定位销轴的外径小于行星齿轮的内径;并且在所述行星齿轮套装于所述定位销轴的外部时,所述行星齿轮和所述定位销轴之间具有安装滚针轴承的间隙。本发明操作简单,对人员操作要求低,可提高整体装配效率。

飞机装配工装组件库与快速装配设计技术.docx
飞机装配工装组件库与快速装配设计技术飞机装配工装组件库与快速装配设计技术摘要:本论文旨在探讨飞机装配工装组件库与快速装配设计技术的重要性和应用价值。通过对飞机制造过程中工装的作用、传统装配工装的缺点以及飞机装配工装组件库与快速装配设计技术的优势进行分析,指出了这些技术对提高飞机装配效率、降低成本和提高装配质量具有重要意义。同时,还对飞机装配工装组件库与快速装配设计技术的实际应用和展望进行了探讨。关键词:飞机装配工装;组件库;快速装配设计技术;装配效率;成本;装配质量一、引言飞机制造是一项复杂而精密的工程,