
制动盘的铸造方法.pdf

一吃****书竹


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
制动盘的铸造方法.pdf
本发明公开了一种制动盘的铸造方法,涉及铸造工艺技术领域,包括以下步骤:A、制作与模样配套的铁模外型,铁模外型与模样合模时的间隙为5~8mm;B、将模样固定在射砂机上,合上铁模外型,铁模外型与模样一起加热至250~280℃,保温25~30分钟;C、通过射砂机将覆膜砂射到铁模外型内腔,使覆膜砂充满模样与铁模外型之间的空腔,2分钟后起模,冷却后得到具有浇注型腔的铁模外型;D、对铁模外型的浇注型腔表面喷涂一层醇基铸造涂料;E、铁模外型合模后浇注铁水,得到制动盘毛坯件。与现有技术相比,本发明铁模外型的浇注型腔不易变
制动盘铸造工艺设计.doc
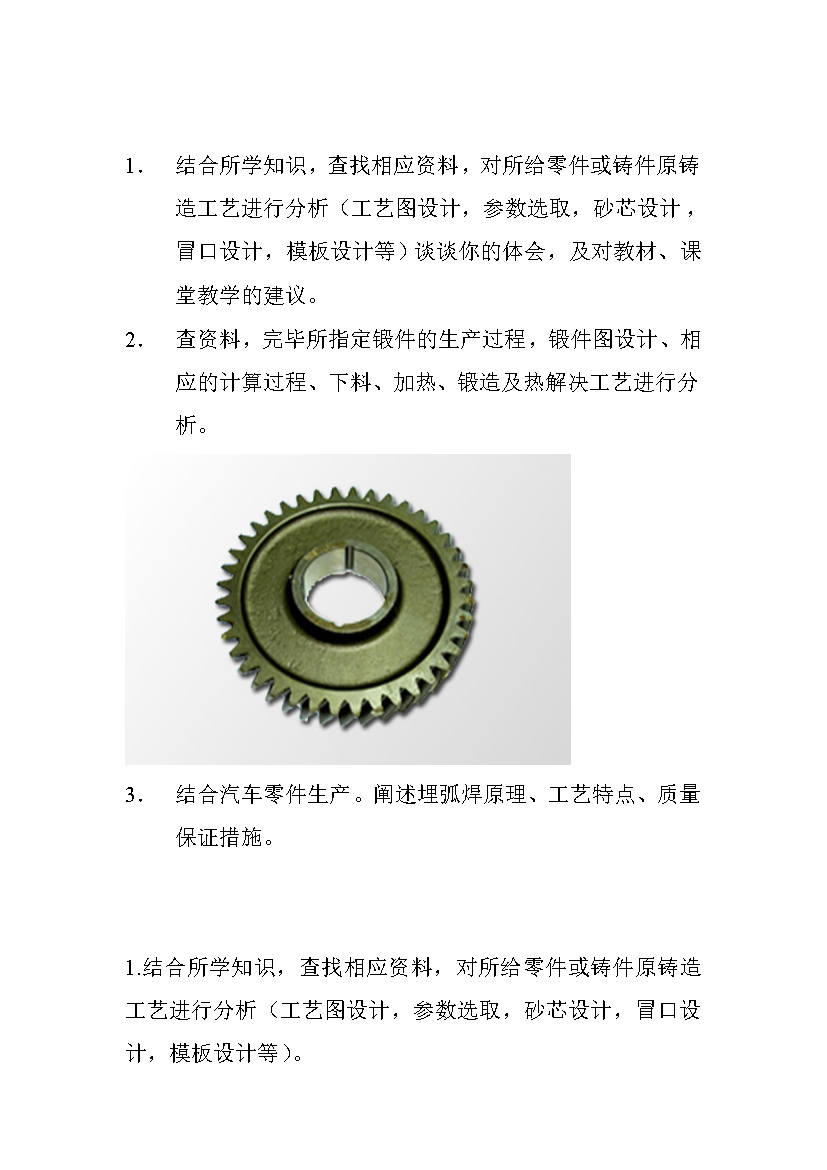
结合所学知识,查找相应资料,对所给零件或铸件原铸造工艺进行分析(工艺图设计,参数选取,砂芯设计,冒口设计,模板设计等)谈谈你的体会,及对教材、课堂教学的建议。查资料,完毕所指定锻件的生产过程,锻件图设计、相应的计算过程、下料、加热、锻造及热解决工艺进行分析。结合汽车零件生产。阐述埋弧焊原理、工艺特点、质量保证措施。1.结合所学知识,查找相应资料,对所给零件或铸件原铸造工艺进行分析(工艺图设计,参数选取,砂芯设计,冒口设计,模板设计等)。1.1制动盘铸造规定及现状一、生产技术状况:制动盘种类繁多,特点是壁薄

制动盘铸造工艺设计样本.doc
结合所学知识,查找相应资料,对所给零件或铸件原锻造工艺进行分析(工艺图设计,参数选用,砂芯设计,冒口设计,模板设计等)谈谈你体会,及对教材、课堂教学建议。查资料,完毕所指定锻件生产过程,锻件图设计、相应计算过程、下料、加热、锻造及热解决工艺进行分析。结合汽车零件生产。阐述埋弧焊原理、工艺特点、质量保证办法。1.结合所学知识,查找相应资料,对所给零件或铸件原锻造工艺进行分析(工艺图设计,参数选用,砂芯设计,冒口设计,模板设计等)。1.1制动盘锻造规定及现状一、生产技术状况:制动盘种类繁多,特点是壁薄,盘片及

制动盘铸造工艺设计样本.doc
结合所学知识,查找相应资料,对所给零件或铸件原锻造工艺进行分析(工艺图设计,参数选用,砂芯设计,冒口设计,模板设计等)谈谈你体会,及对教材、课堂教学建议。查资料,完毕所指定锻件生产过程,锻件图设计、相应计算过程、下料、加热、锻造及热解决工艺进行分析。结合汽车零件生产。阐述埋弧焊原理、工艺特点、质量保证办法。1.结合所学知识,查找相应资料,对所给零件或铸件原锻造工艺进行分析(工艺图设计,参数选用,砂芯设计,冒口设计,模板设计等)。1.1制动盘锻造规定及现状一、生产技术状况:制动盘种类繁多,特点是壁薄,盘片及

制动盘铸造工艺设计样本.doc
结合所学知识,查找相应资料,对所给零件或铸件原锻造工艺进行分析(工艺图设计,参数选用,砂芯设计,冒口设计,模板设计等)谈谈你体会,及对教材、课堂教学建议。查资料,完毕所指定锻件生产过程,锻件图设计、相应计算过程、下料、加热、锻造及热解决工艺进行分析。结合汽车零件生产。阐述埋弧焊原理、工艺特点、质量保证办法。1.结合所学知识,查找相应资料,对所给零件或铸件原锻造工艺进行分析(工艺图设计,参数选用,砂芯设计,冒口设计,模板设计等)。1.1制动盘锻造规定及现状一、生产技术状况:制动盘种类繁多,特点是壁薄,盘片及