
一种微波组件引脚搭焊印制板的焊接方法.pdf

书生****35


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种微波组件引脚搭焊印制板的焊接方法.pdf
本发明提供了微波组件引脚搭焊印制板的焊接方法,上述焊接方法包括如下步骤:测量微波组件与印制板焊盘间的距离,依据如下原则选取镀银导线:使得缠绕上镀银导线后的微波组件引脚与焊盘之间的距离在微波组件引脚直径的四分之一以内;对选取的镀银导线执行绕制处理形成镀银导线线圈,将镀银导线线圈套设在微波组件引脚上并执行调整达到如下状态:镀银导线线圈距离微波组件引脚根部保留一段距离;执行镀银导线线圈及微波组件引脚的焊锡处理,之后执行微波组件引脚与印制板的焊接;按照本发明实现的焊接方法,通过圆铜线的媒介,IMC结合层面积相应增
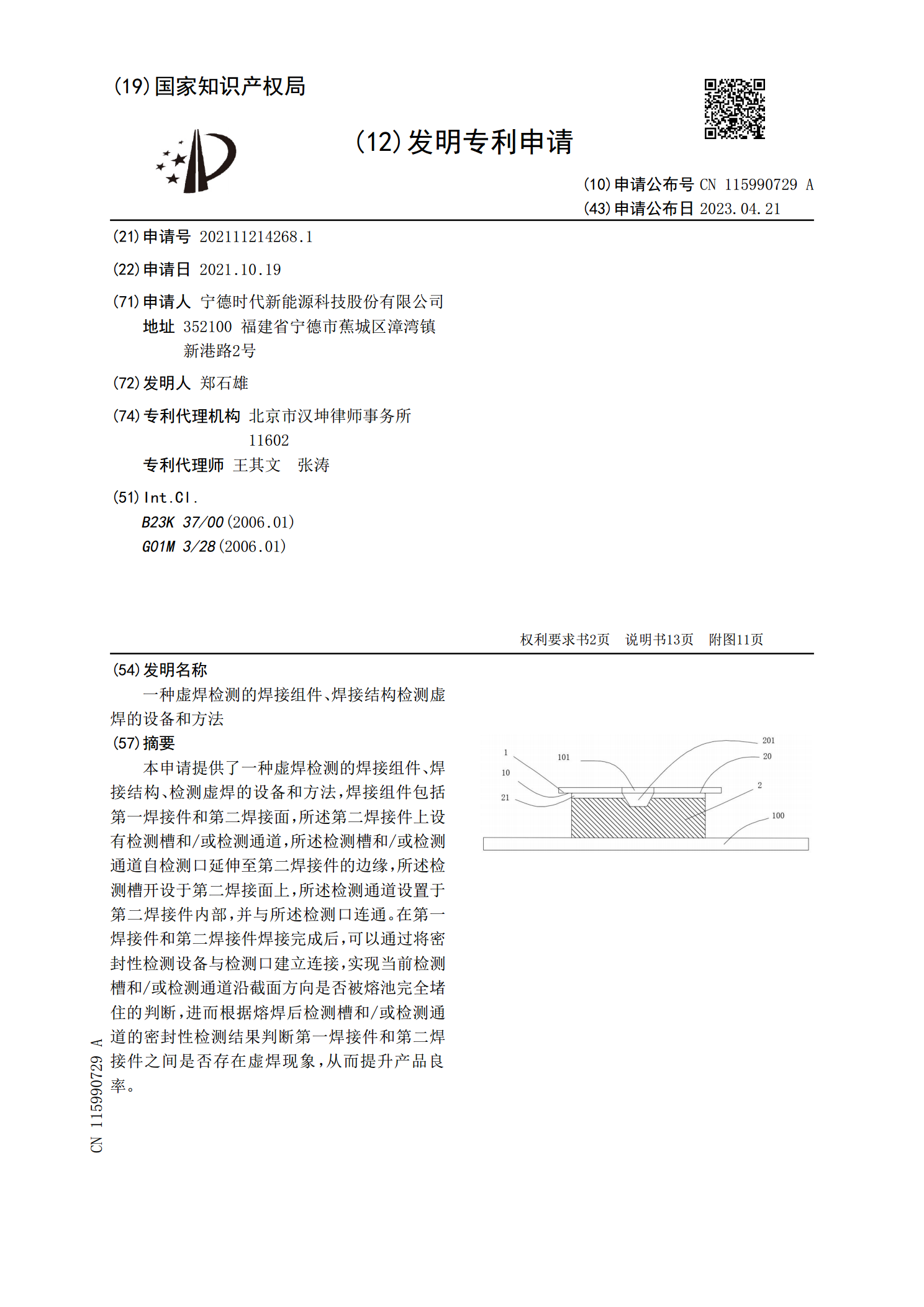
一种虚焊检测的焊接组件、焊接结构检测虚焊的设备和方法.pdf
本申请提供了一种虚焊检测的焊接组件、焊接结构、检测虚焊的设备和方法,焊接组件包括第一焊接件和第二焊接面,所述第二焊接件上设有检测槽和/或检测通道,所述检测槽和/或检测通道自检测口延伸至第二焊接件的边缘,所述检测槽开设于第二焊接面上,所述检测通道设置于第二焊接件内部,并与所述检测口连通。在第一焊接件和第二焊接件焊接完成后,可以通过将密封性检测设备与检测口建立连接,实现当前检测槽和/或检测通道沿截面方向是否被熔池完全堵住的判断,进而根据熔焊后检测槽和/或检测通道的密封性检测结果判断第一焊接件和第二焊接件之间是
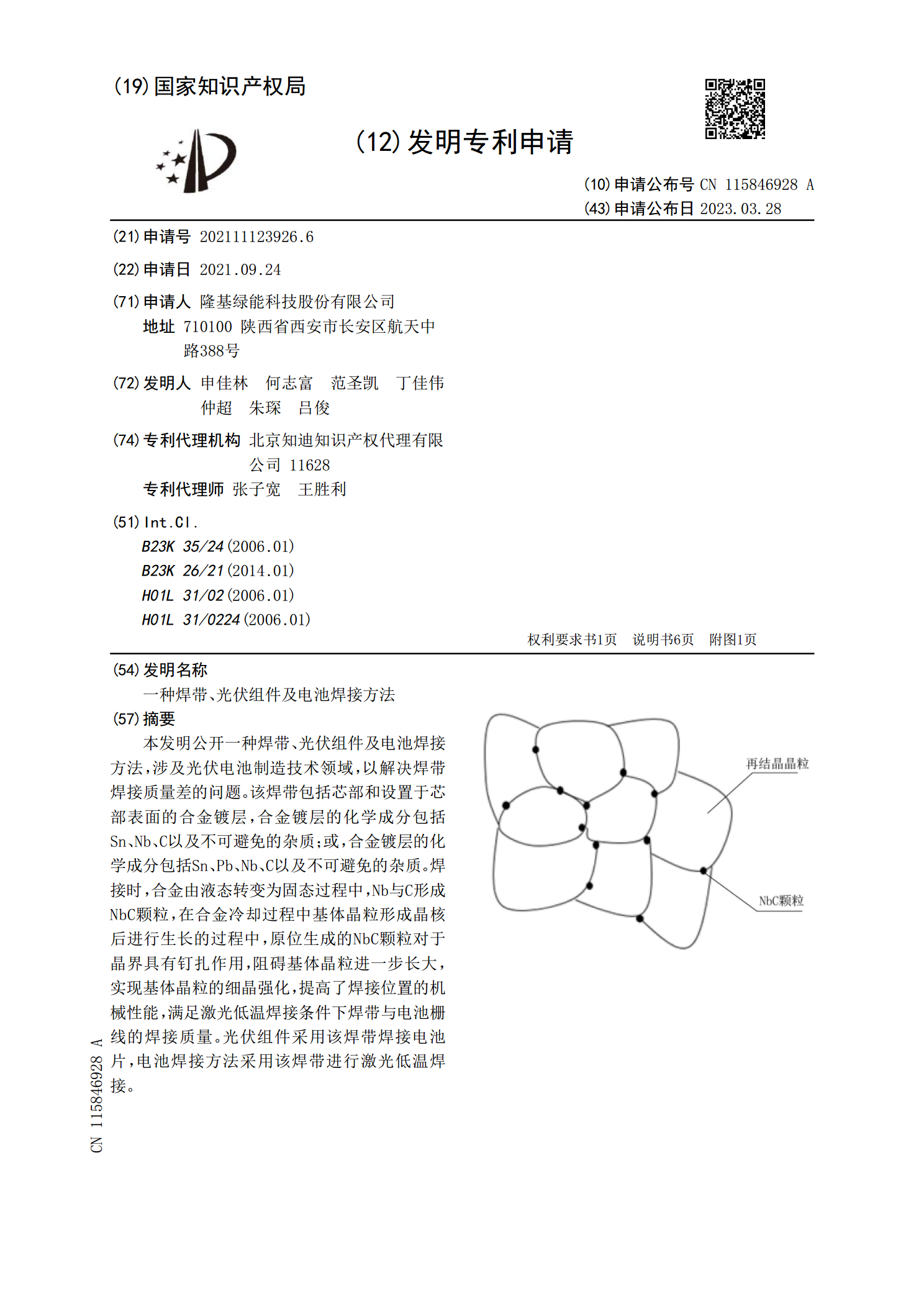
一种焊带、光伏组件及电池焊接方法.pdf
本发明公开一种焊带、光伏组件及电池焊接方法,涉及光伏电池制造技术领域,以解决焊带焊接质量差的问题。该焊带包括芯部和设置于芯部表面的合金镀层,合金镀层的化学成分包括Sn、Nb、C以及不可避免的杂质;或,合金镀层的化学成分包括Sn、Pb、Nb、C以及不可避免的杂质。焊接时,合金由液态转变为固态过程中,Nb与C形成NbC颗粒,在合金冷却过程中基体晶粒形成晶核后进行生长的过程中,原位生成的NbC颗粒对于晶界具有钉扎作用,阻碍基体晶粒进一步长大,实现基体晶粒的细晶强化,提高了焊接位置的机械性能,满足激光低温焊接条件
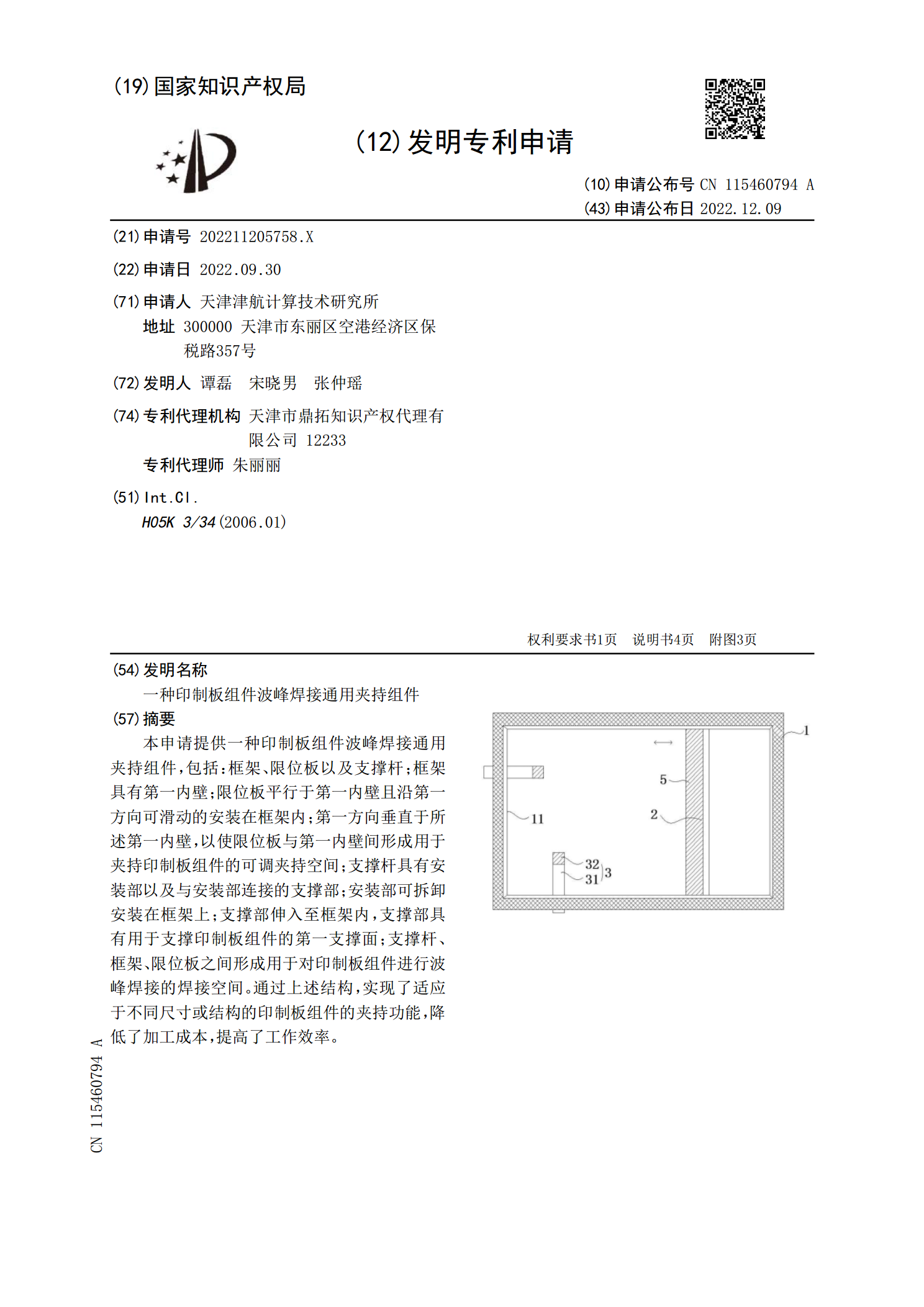
一种印制板组件波峰焊接通用夹持组件.pdf
本申请提供一种印制板组件波峰焊接通用夹持组件,包括:框架、限位板以及支撑杆;框架具有第一内壁;限位板平行于第一内壁且沿第一方向可滑动的安装在框架内;第一方向垂直于所述第一内壁,以使限位板与第一内壁间形成用于夹持印制板组件的可调夹持空间;支撑杆具有安装部以及与安装部连接的支撑部;安装部可拆卸安装在框架上;支撑部伸入至框架内,支撑部具有用于支撑印制板组件的第一支撑面;支撑杆、框架、限位板之间形成用于对印制板组件进行波峰焊接的焊接空间。通过上述结构,实现了适应于不同尺寸或结构的印制板组件的夹持功能,降低了加工成

一种印制板组件加固方法.pdf
本申请提供一种印制板组件加固方法,包括以下步骤:将底部填充胶固化填充至所述印制板组件中的核心器件的底部;判断所述印制板组件有结构外框时:将耐高温胶带贴附至所述结构外框外表面,形成包覆于所述结构外框且一侧留有第一开口的包覆单元;将灌封胶由所述第一开口灌入至所述包覆单元内,形成第一灌封整体;对所述第一灌封整体加热固化后拆除所述包覆单元。本申请提供一种印制板组件加固方法,在不额外增加减震结构下,使得印制板组件可适应于高振动量级、强冲击条件,提高了印制板组件的可靠性和使用寿命。