
一种新型透气鞋垫的制造工艺.pdf

Ch****49


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种新型透气鞋垫的制造工艺.pdf
本发明公开了一种新型透气鞋垫的制造工艺,包括步骤:将原材料第一次发泡成型成试片;根据不同鞋型将试片剖切成需的要厚度;将剖好的试片过胶,然后进行布料贴合;将贴好布料的试片进行二次热压成型,然后裁剪即可。本发明发泡成型的试片为厚度均匀的规则形状。步骤b剖切试片时,沿垂直于试片的厚度方向剖切保留所述试片的透气表层,去除试片的不透气表层。可以剖切掉试片的两个表面,也可以剖切一个表面满足需要的厚度,保留透气面即可。本发明可以流水线生产,对发泡材料密度要求降低,工作效率高,降低了成本。本发明制作的鞋垫透气,弹性强,柔

一种透气鞋垫.pdf
一种透气鞋垫。根据足底在走路时实际着地的面积的特征,在鞋垫中把不受力的部分设置为凹槽,各不受力凹槽间留通气槽,由此增加空气流动空间,实现透气效果。结构简单,透气效果好,更降低材料使用,降低生产成本,降低能源损耗。
一种透气防滑鞋垫.pdf
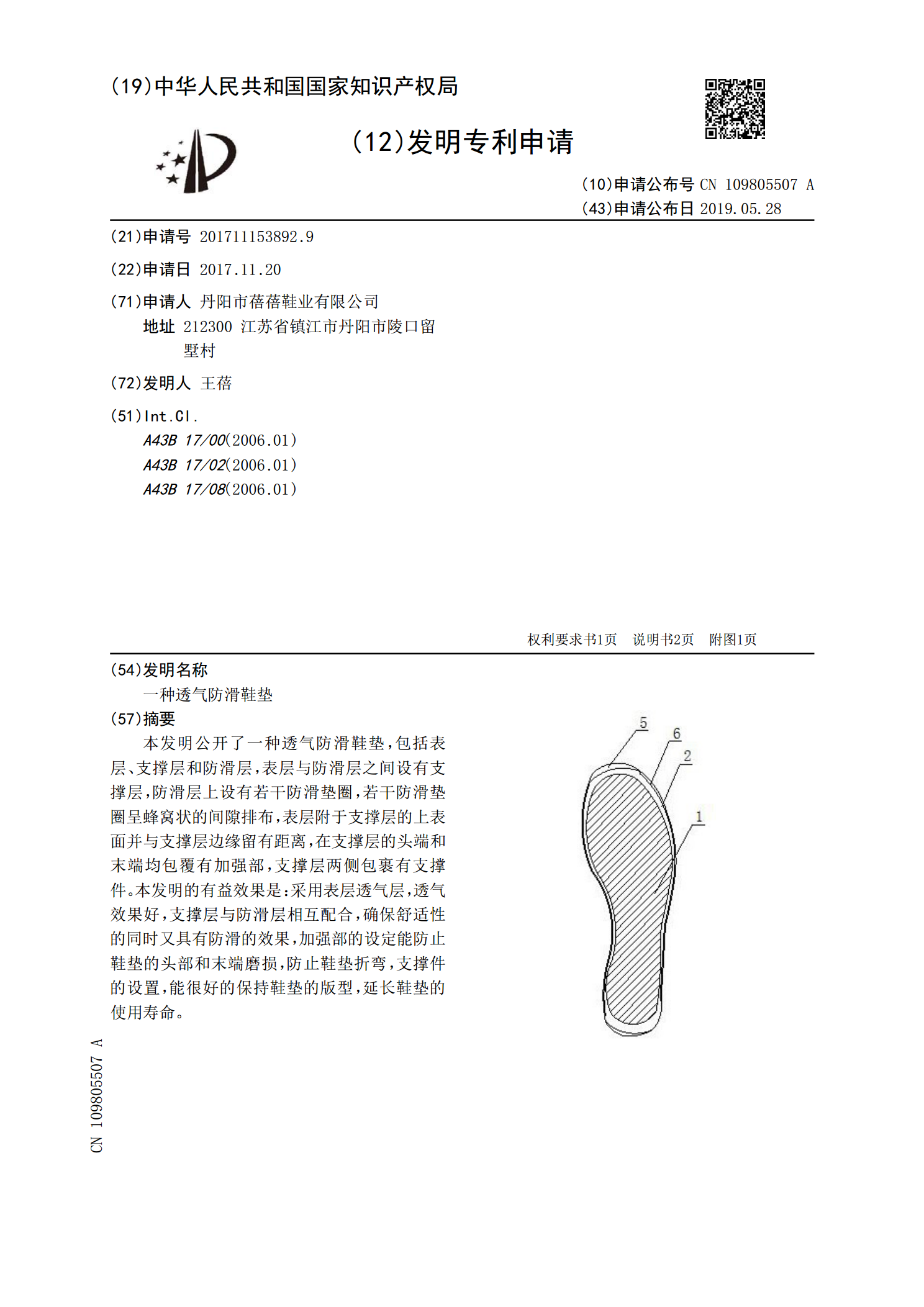
本发明公开了一种透气防滑鞋垫,包括表层、支撑层和防滑层,表层与防滑层之间设有支撑层,防滑层上设有若干防滑垫圈,若干防滑垫圈呈蜂窝状的间隙排布,表层附于支撑层的上表面并与支撑层边缘留有距离,在支撑层的头端和末端均包覆有加强部,支撑层两侧包裹有支撑件。本发明的有益效果是:采用表层透气层,透气效果好,支撑层与防滑层相互配合,确保舒适性的同时又具有防滑的效果,加强部的设定能防止鞋垫的头部和末端磨损,防止鞋垫折弯,支撑件的设置,能很好的保持鞋垫的版型,延长鞋垫的使用寿命。
透气鞋垫.pdf
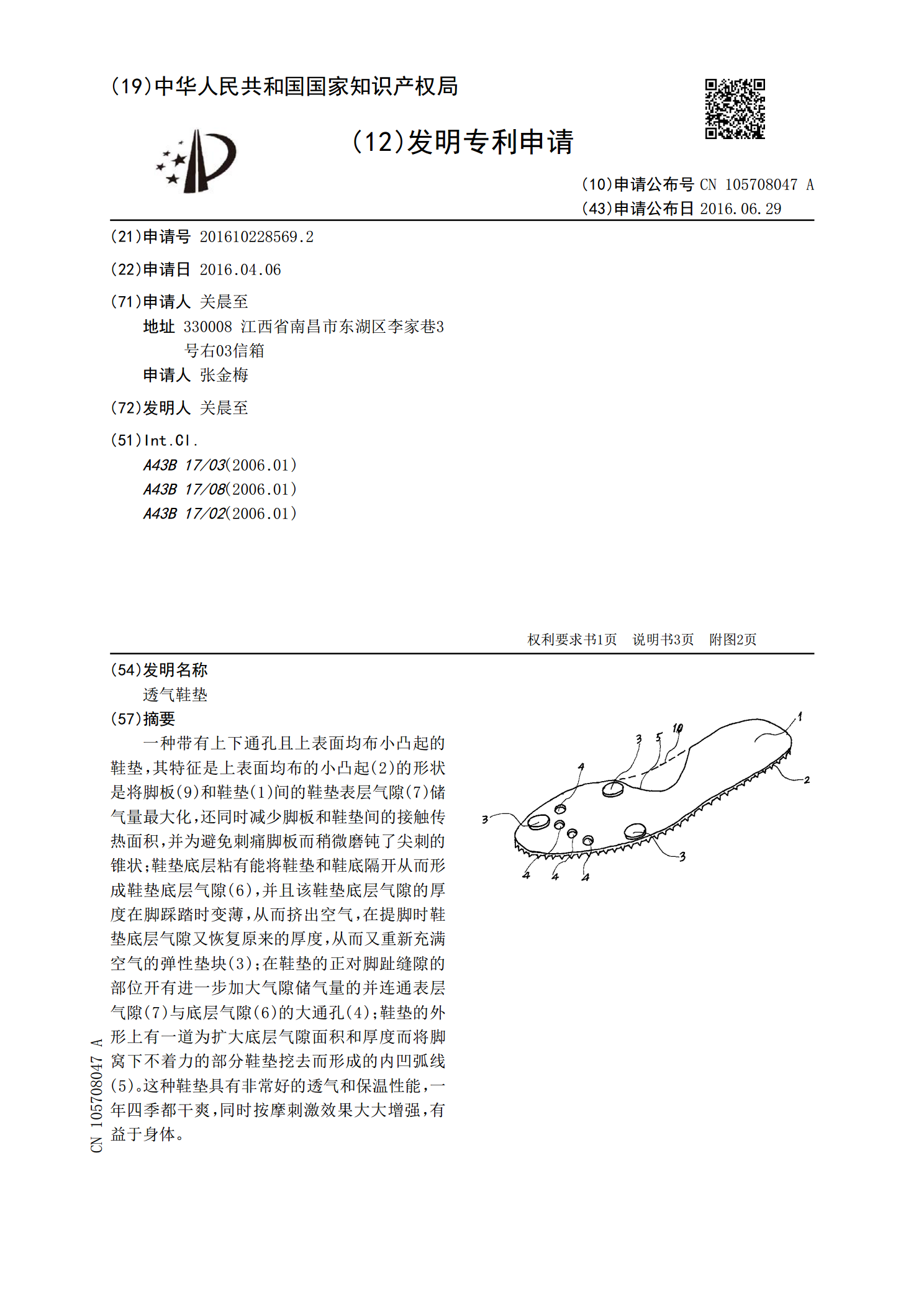
一种带有上下通孔且上表面均布小凸起的鞋垫,其特征是上表面均布的小凸起(2)的形状是将脚板(9)和鞋垫(1)间的鞋垫表层气隙(7)储气量最大化,还同时减少脚板和鞋垫间的接触传热面积,并为避免刺痛脚板而稍微磨钝了尖刺的锥状;鞋垫底层粘有能将鞋垫和鞋底隔开从而形成鞋垫底层气隙(6),并且该鞋垫底层气隙的厚度在脚踩踏时变薄,从而挤出空气,在提脚时鞋垫底层气隙又恢复原来的厚度,从而又重新充满空气的弹性垫块(3);在鞋垫的正对脚趾缝隙的部位开有进一步加大气隙储气量的并连通表层气隙(7)与底层气隙(6)的大通孔(4);

一种防臭透气发泡鞋垫材料.pdf
本发明公开了一种防臭透气发泡鞋垫材料,包括甲苯二异氰酸酯50~55份、聚酯多元醇45~60份、异氰酸酯20~30份和添加剂10~20份;所述的添加剂包括表面活性剂、催化剂、扩链剂、发泡剂、抑菌剂、色膏或开孔剂中的一种或多种。所述的添加剂中各组成的配比为表面活性剂2~3份、催化剂1~5份、扩链剂2~5份、发泡剂2~3份、抑菌剂0.5~1份、色膏0.5~1份、开孔剂2~3份。本发明利用开孔剂增强泡沫体的通气性,此外,利用钛酸四异丙酯的光催化,纳米银的抗菌,聚氨酯泡沫体的巨大比表面积综合提高了鞋垫的小环境,对于