
一种三坐标测量叶片截面采样点提取方法.pdf

玉环****找我


1/10

2/10
3/10
4/10
5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种三坐标测量叶片截面采样点提取方法.pdf
本发明公开了一种三坐标测量叶片截面采样点提取方法,该方法包括:对待测叶片截取截面;等弧长离散截面曲线,并提取前后缘点拟合最高精度圆,与所述分层截面求交获取分段点;根据所述分段点间距将叶片截面曲线划分为前缘、叶背、叶盆、后缘四个区域;所述区域内均采用等弧长采样,分别提取前后缘的初始采样点位置数据,设置特征距离阈值,以三点为一小型萤火虫群落,在曲线上前后两点间距大于或等于该阈值时,实现所述前后缘区域内采样点按照曲率变化规律采样位置自动刷新,迭代过程中对比采样点间距之和与原始弧长,确定是否保留刷新后的采样结果。

叶片型面三坐标测量的自适应采样规划及算法研究.docx
叶片型面三坐标测量的自适应采样规划及算法研究引言叶片是涡轮机械中重要的部件。其主要作用是将流体动能转换为机械能,具有较高的工作效率和功率密度。叶片的形状和表面质量对涡轮机械性能有很大影响。因此,对叶片进行精确的测量和评价是非常重要的。叶片表面形状的测量通常采用三坐标测量仪。然而,由于叶片形状较为复杂,传统的三坐标测量会产生大量的测量数据,数据处理和分析非常繁琐,大大限制了测量效率和精度。因此,我们需要一种自适应的采样规划及算法来提高叶片测量的效率和精度。自适应采样规划自适应采样规划是针对叶片表面形状的不规
基于叶片型面测量点云的叶型提取方法.pdf
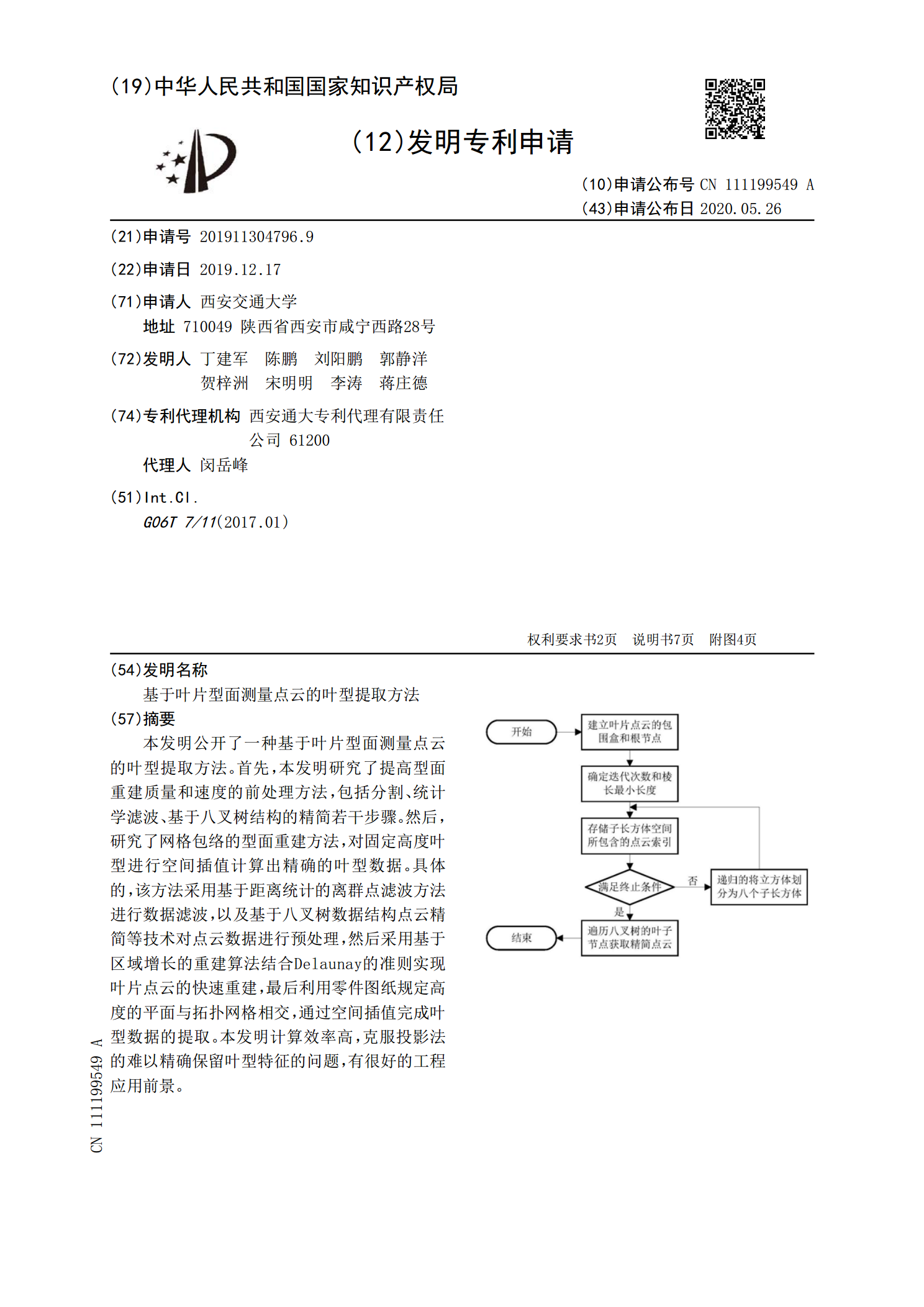
本发明公开了一种基于叶片型面测量点云的叶型提取方法。首先,本发明研究了提高型面重建质量和速度的前处理方法,包括分割、统计学滤波、基于八叉树结构的精简若干步骤。然后,研究了网格包络的型面重建方法,对固定高度叶型进行空间插值计算出精确的叶型数据。具体的,该方法采用基于距离统计的离群点滤波方法进行数据滤波,以及基于八叉树数据结构点云精简等技术对点云数据进行预处理,然后采用基于区域增长的重建算法结合Delaunay的准则实现叶片点云的快速重建,最后利用零件图纸规定高度的平面与拓扑网格相交,通过空间插值完成叶型数据

涡轮叶片截面轮廓尺寸测量方法.pdf
本发明公开了一种涡轮叶片截面轮廓尺寸测量方法,利用三坐标测量仪的球头半径补充逆向推导得出涡轮叶片截面轮廓尺寸,包括以下步骤:利用三维建模;构造标准涡轮叶片的预定型面高度的理论叶型轮廓曲线;理论叶型轮廓曲线经半径补偿后构造理论叶型补偿轮廓曲线;理论叶型轮廓曲线与理论叶型补偿轮廓曲线进行比对评价,获取理论误差值;三坐标测量待测量涡轮叶片的预定型面高度的实测叶型轮廓曲线;通过理论误差值和半径补偿,逆向推导得出实际涡轮叶片截面轮廓尺寸。整个测量过程简便,工作效率高,测量精度高。适合于各种类型的精密铸造涡轮叶片的型

一种整体叶盘叶片截面在线测量路径规划方法.pdf
本申请提供了一种整体叶盘叶片截面在线测量路径规划方法,所述的方法为,按照叶片积叠轴、设置的截面高度、测头及测量参数,自动规划无干涉截面测量路径。本申请的一种整体叶盘叶片截面在线测量路径规划方法,实现叶片在线测量截面测量路径的规划,自动规划各测量点的无干涉测杆方向,用于铣削加工中叶片截面档检测,路径规划效率高。整体叶盘叶片截面在线测量,避免了叶片精加工中拆卸离线测量的效率损耗问题,提高机床利用率,又能快速获取检测截面档的轮廓误差和特征参数,为工艺人员下一步修正叶片加工刀路或调整加工参数提供直接依据,提高了生