
存有长贯口圆管的切割弯弧方法及其切割弯弧装置.pdf

冬易****娘子


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
存有长贯口圆管的切割弯弧方法及其切割弯弧装置.pdf
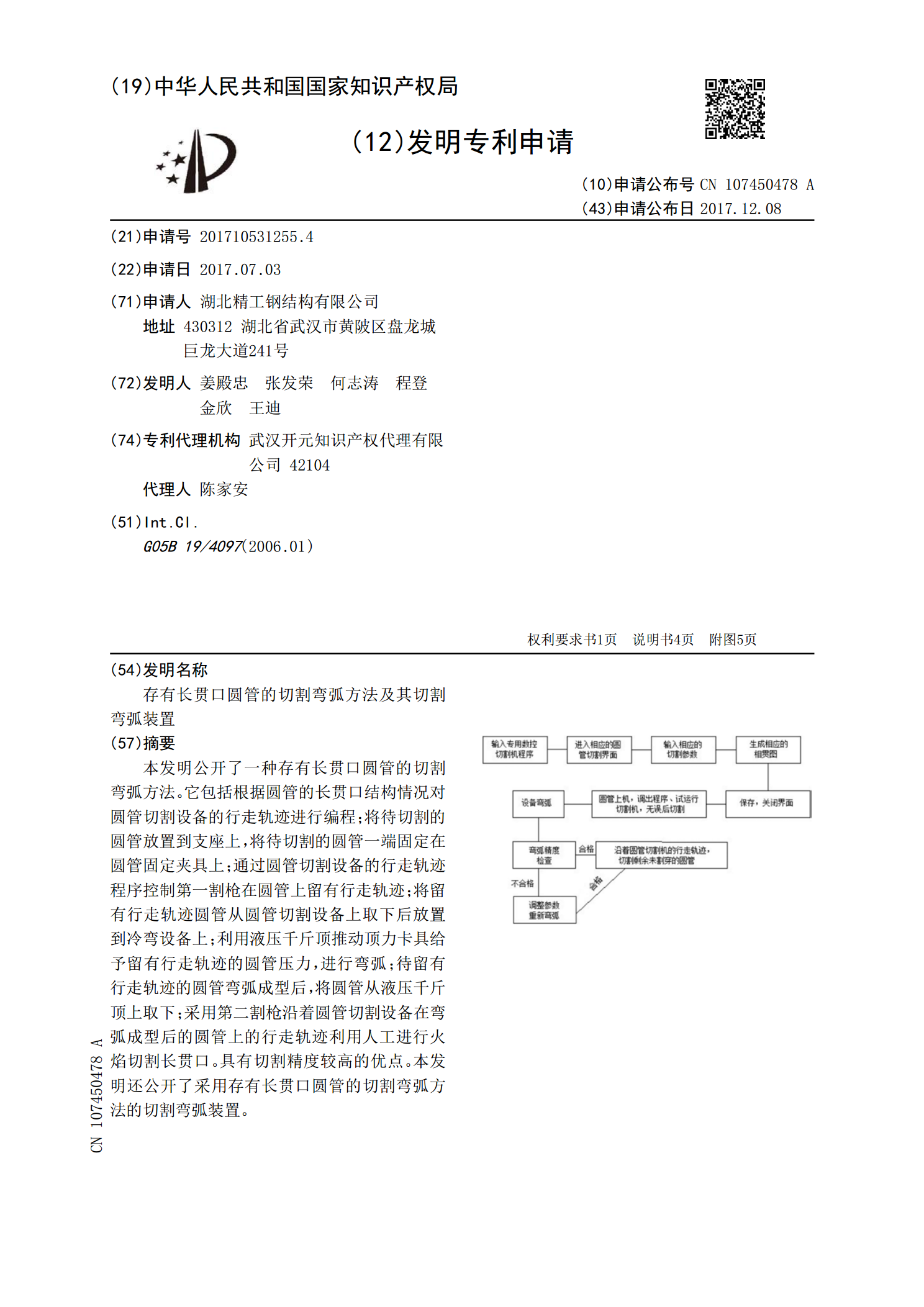
本发明公开了一种存有长贯口圆管的切割弯弧方法。它包括根据圆管的长贯口结构情况对圆管切割设备的行走轨迹进行编程;将待切割的圆管放置到支座上,将待切割的圆管一端固定在圆管固定夹具上;通过圆管切割设备的行走轨迹程序控制第一割枪在圆管上留有行走轨迹;将留有行走轨迹圆管从圆管切割设备上取下后放置到冷弯设备上;利用液压千斤顶推动顶力卡具给予留有行走轨迹的圆管压力,进行弯弧;待留有行走轨迹的圆管弯弧成型后,将圆管从液压千斤顶上取下;采用第二割枪沿着圆管切割设备在弯弧成型后的圆管上的行走轨迹利用人工进行火焰切割长贯口。具

扁铁弯弧装置及其弯弧方法.pdf
本发明公开了一种扁铁弯弧装置,涉及一种弯弧机构。它包括下层的传动区域和上层的弯弧区域,传动区域包括位于工作台下方的电机,位于电机输出端上的第一齿轮和第二齿轮;弯弧区域包括位于工作台上的第一支撑板和第二支撑板、第一工作转轮、第二工作转轮、调节转轮、第一传动轴、第二传动轴;第一传动轴一端与第一支撑板连接,另一端贯穿第二支撑板与第一工作转轮连接,第一传动轴上有第三齿轮;第二传动轴一端与第一支撑板连接,另一端贯穿第二支撑板与第二工作转轮连接,第二传动轴上有第四齿轮;第四齿轮通过第二链条与第二齿轮连接。本发明可以加

一种钢筋弯弧装置、钢筋焊接装置及弯弧方法.pdf
本发明公开了一种钢筋弯弧装置、钢筋焊接装置及弯弧方法,属于钢筋加工技术领域。本发明提供的钢筋弯弧装置包括机架、滑座、第一动力装置、第二动力装置和第三动力装置,机架上沿水平方向设置有滑轨,滑座可滑动地设置于滑轨上,滑座上设置有用于对钢筋弯弧的主动轮和从动轮,第一动力装置设置于机架上且能够驱动滑座沿滑轨滑动,第二动力装置能够驱动主动轮转动,第三动力装置与从动轮驱动连接且能够驱动从动轮在水平方向运动以调整从动轮与主动轮在水平方向的间距。本发明提供的钢筋弯弧装置能够调节弯弧位置,能加工出多种距离规格的产品,具有结

切割钢构中型弯管相贯线的弯管夹持装置.pdf
本发明涉及一种切割钢构中型弯管相贯线的弯管夹持装置。本发明中的支架、叉指托架轴、叉指托架、夹持滚子轴、具有弧面外形的夹持滚子及叉指托架挡板组成夹持部件。纵向支承板之间设置夹持部件支承板,在每块夹持部件支承板上成对设置夹持部件。手轮、蜗轮蜗杆副、滚筒、导向轮托架、导向轮轴、导向轮、钢缆扣件及钢缆组成夹持部件支承板高度调节组件。在纵向支承板两端及中间若干位置分别设置夹持部件支承板高度调节组件。调节夹持部件支承板在支承立柱垂直方向上的位置,及夹持部件支承板两侧成对设置的夹持部件与夹持部件支承板之间的相对位置,实

一种实现弯管二弧以上连弯的方法及其装置.pdf
本发明公开了一种实现弯管二弧以上连弯的方法及其装置,是在弯轮顶端沿的下模沟道中至少设置二段具有不同曲率半径的圆弧段,且让相邻的不同曲率半径的圆弧段之间呈平滑过渡;将管件的一端固定在下模沟道的前端沿使管件能够在受压下沿下模沟道弯折变形;用一第一油缸推动加压块压向管件及其弯轮的顶端沿,在加压块中设置由弹簧或者汽缸弹性推动的滑块对管件施压;用一第二油缸及其齿轮、齿条机构带动弯轮转动;弯轮的前端拖动管件前移,使管件的每一部分在加压块弹性加压的情况下吻合于弯轮顶端沿的下模沟道的形状。本发明在无需依赖人力的