
基于提高工件检测精度的处理方法.pdf

是向****23

1/7

2/7

3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

基于提高工件检测精度的处理方法.pdf
本发明公开了基于提高工件检测精度的处理方法,包括一下步骤:首先将待清洁工件放置在圆盘上,旋转活动杆,将工件固定在圆盘上,然后依次启动驱动机构和水泵,驱动机构带动圆盘转动,水泵将空腔内的清洁液体通过导管输送至喷水管处,清洁液体从喷水管处喷射到转动的工件表面,清洁液体将工件上的杂质冲刷掉,清洁液体最终通过底座顶部的漏水孔流回至空腔内,当圆盘转动4~5圈时关闭水泵,最后开启风机,风机产生的风通过吹气管吹入到工件表面,对残留在工件上的清洁液体进行干燥处理,完成对工件的清洗,提高了仪器对工件的测量精度。
基于图像处理的工件毛刺检测方法.pdf
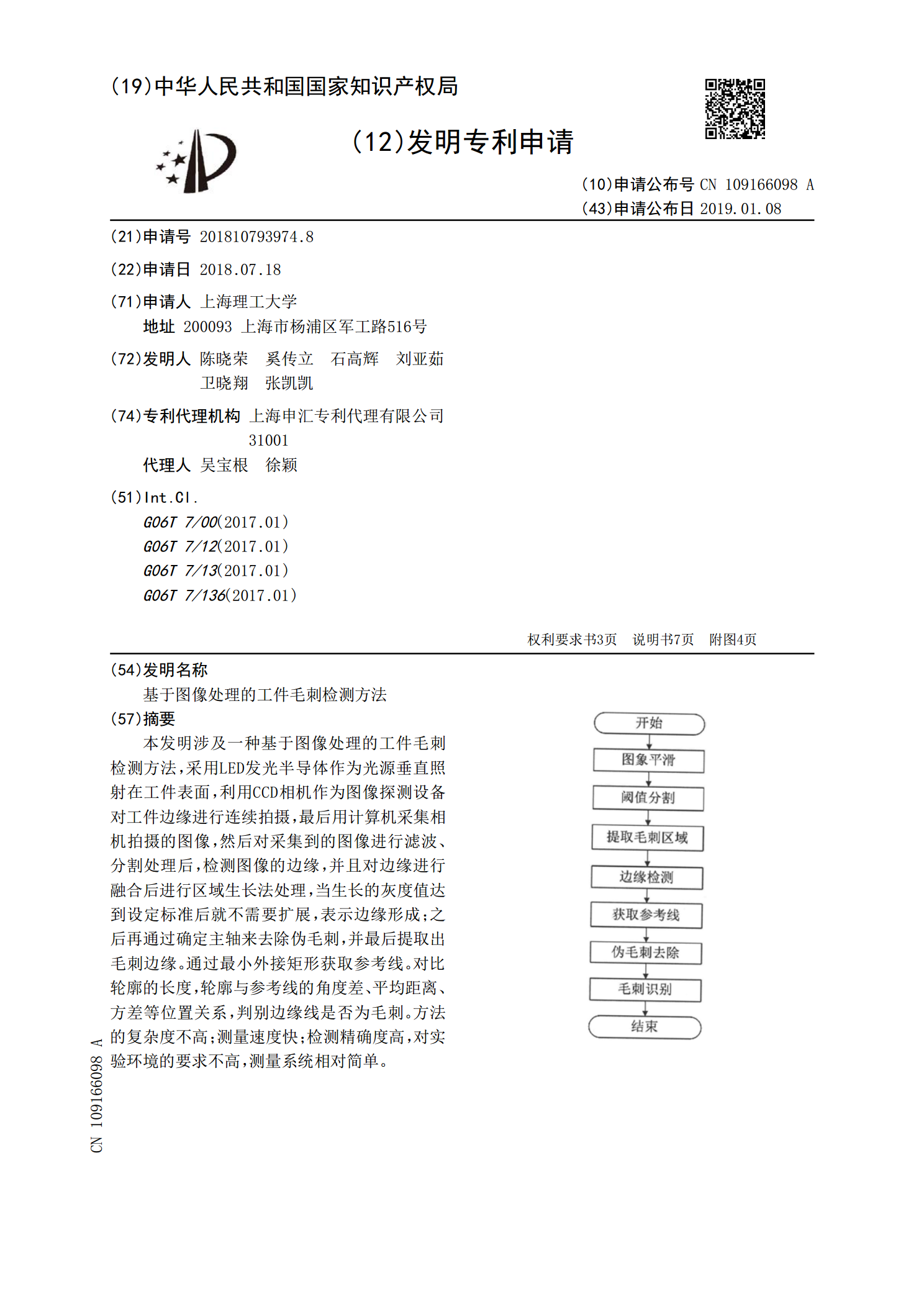
本发明涉及一种基于图像处理的工件毛刺检测方法,采用LED发光半导体作为光源垂直照射在工件表面,利用CCD相机作为图像探测设备对工件边缘进行连续拍摄,最后用计算机采集相机拍摄的图像,然后对采集到的图像进行滤波、分割处理后,检测图像的边缘,并且对边缘进行融合后进行区域生长法处理,当生长的灰度值达到设定标准后就不需要扩展,表示边缘形成;之后再通过确定主轴来去除伪毛刺,并最后提取出毛刺边缘。通过最小外接矩形获取参考线。对比轮廓的长度,轮廓与参考线的角度差、平均距离、方差等位置关系,判别边缘线是否为毛刺。方法的复杂

基于图像处理的工件检测.docx
基于图像处理的工件检测摘要:现代工业普遍应用了自动化设备,其中包括了自动化流水线和工艺机器人等智能装备。这些智能设备可以提高工作效率,降低人工成本和减少工作压力。在这些智能装备中,使用图像处理技术对工件进行检测已经成为了一种普遍应用的方式。在本文中,我们将讨论图像处理技术在工件检测中的应用,重点介绍实现工件检测所需的算法和相关技术,并且讨论与图像处理技术相关的一些问题。关键词:图像处理,工件检测,算法,技术引言:在现代工业中,工件检测是非常重要的。传统的工件检测依赖于人工来完成,这种方式非常耗时且对人工操

基于机器视觉的工件尺寸高精度测量方法.docx
基于机器视觉的工件尺寸高精度测量方法摘要:随着工业自动化程度的提高,工件尺寸的高精度测量方法已成为生产过程中的重要环节。本文介绍了一种基于机器视觉的工件尺寸高精度测量方法,该方法采用相机和图像处理技术,能够对工件表面进行快速准确的测量,并能够实现自动化生产的要求。论文正文:1.引言工件尺寸是衡量产品质量的重要指标之一,而工件尺寸的高精度测量方法则是保证产品质量的重要保证。传统的工件尺寸测量方法主要采用机械式测量,如卡尺、游标卡尺等,虽然这些方法能够获得一定的测量精度,但是由于操作员的技术水平不同,很难保证
一种基于机器学习提高无损检测精度的方法.pdf
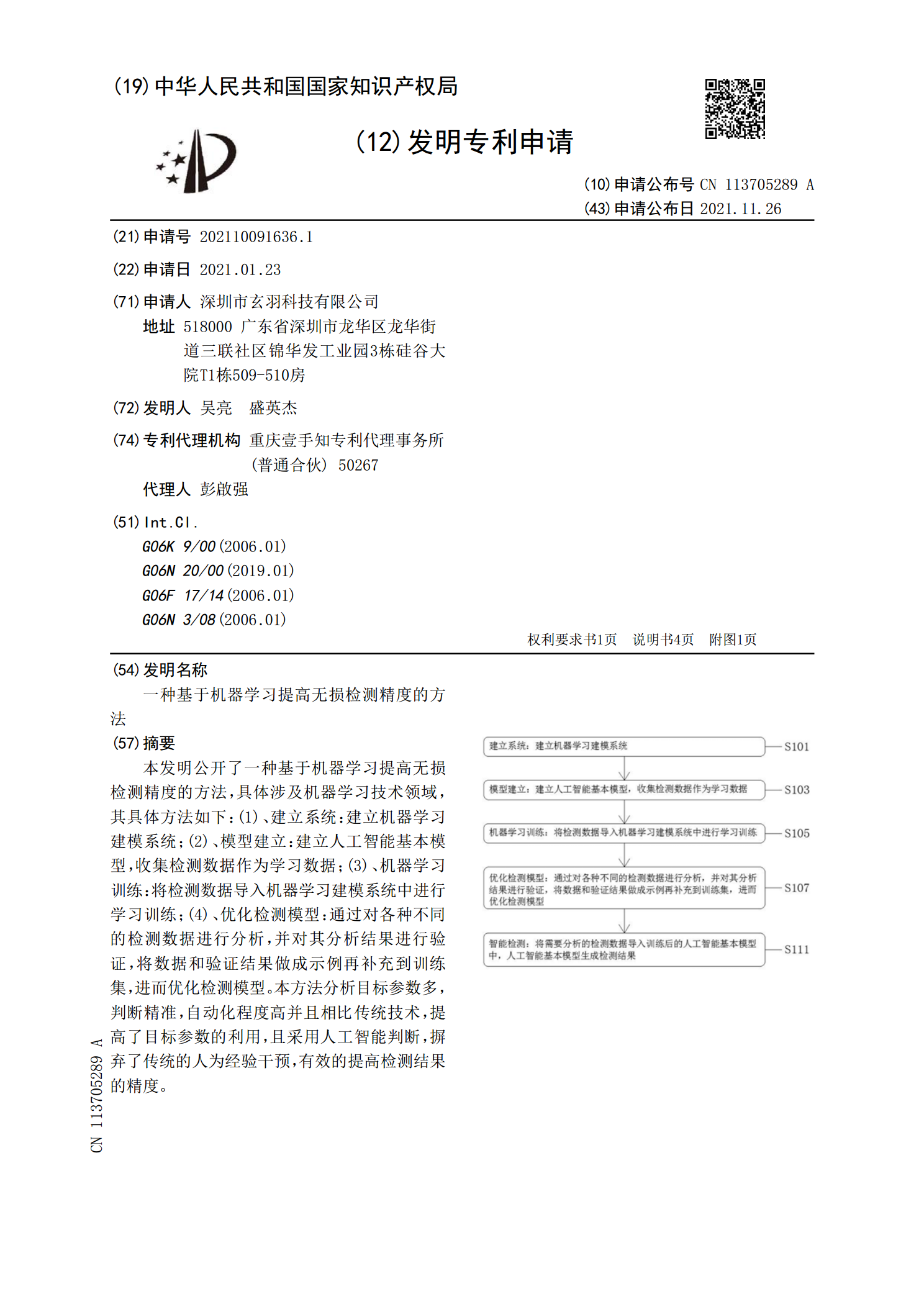
本发明公开了一种基于机器学习提高无损检测精度的方法,具体涉及机器学习技术领域,其具体方法如下:(1)、建立系统:建立机器学习建模系统;(2)、模型建立:建立人工智能基本模型,收集检测数据作为学习数据;(3)、机器学习训练:将检测数据导入机器学习建模系统中进行学习训练;(4)、优化检测模型:通过对各种不同的检测数据进行分析,并对其分析结果进行验证,将数据和验证结果做成示例再补充到训练集,进而优化检测模型。本方法分析目标参数多,判断精准,自动化程度高并且相比传统技术,提高了目标参数的利用,且采用人工智能判断,