
一种激光束焊接TiAl合金的方法.pdf

白凡****12


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种激光束焊接TiAl合金的方法.pdf
本发明涉及一种对于脆性TiAl合金的激光焊接方法。本发明的主要原理是控制TiAl合金接头区域的冷却速率,延长塑形区域高温停留时间,从而降低裂纹形成率。本发明的焊接方法主要步骤为:焊前进行激光预热或感应加热方法预热,当预热温度达到750℃时进行施焊,焊接后再次进行加热,使得缓慢冷却到300℃时,停止加热,使其自然冷却;焊接完成后进行真空热处理。在相同条件下采用本发明的焊接方法可以实现TiAl合金的焊接,获得与母材一样的片层状焊缝组织,整个焊缝无裂纹出现。焊缝组织与母材组织相一致,不存在明显的熔合线和热影响区

一种TiAl合金近等温锻造方法.pdf
本发明公开了一种TiAl合金近等温锻造方法,包括:将预处理后铸锭放入包套中,将包套端盖与包套之间密封;将装入包套的铸锭放入热处理炉中匀速升温加热至1270‑1320℃,到目标温度后保温1‑2h;将液压机压头升温至600℃;完成至少四道次锻造和保温;其中,每进行下一个道次锻造压缩前,将铸锭均沿轴向方向旋转90°,且第一道次和第二道次锻造后的回炉保温时间为1.5h,第三道次及之后道次锻造后的回炉保温时间为1.5‑2.5h;最后一道次回炉保温结束后,随炉冷却至900℃,取出、冷却、去包套后得锻坯。本发明使得锻造

一种减轻TiAl合金氧化的方法.pdf
一种减轻TiAl合金氧化的方法,采用箱式电阻炉对TiAl合金试样进行热处理时,将该TiAl合金试样用石棉包裹后埋进容器中的砂子里。热处理温度为700℃~1400℃,保温0.5~100h,试样随炉升温和降温。待炉温冷至室温后取出试样。TiAl合金埋进砂子中进行热处理时,铸件表面组织中氧含量低,氧化层薄;未做任何处理的试样热处理后,表面组织中氧含量明显升高,氧化层厚度明显增加,说明砂子覆盖在铸件表面减缓了氧与铸件的作用,从而显著减轻了铸件表面的氧化,提高铸件的表面质量。本发明操作简单易行,砂子可以重复使用,节
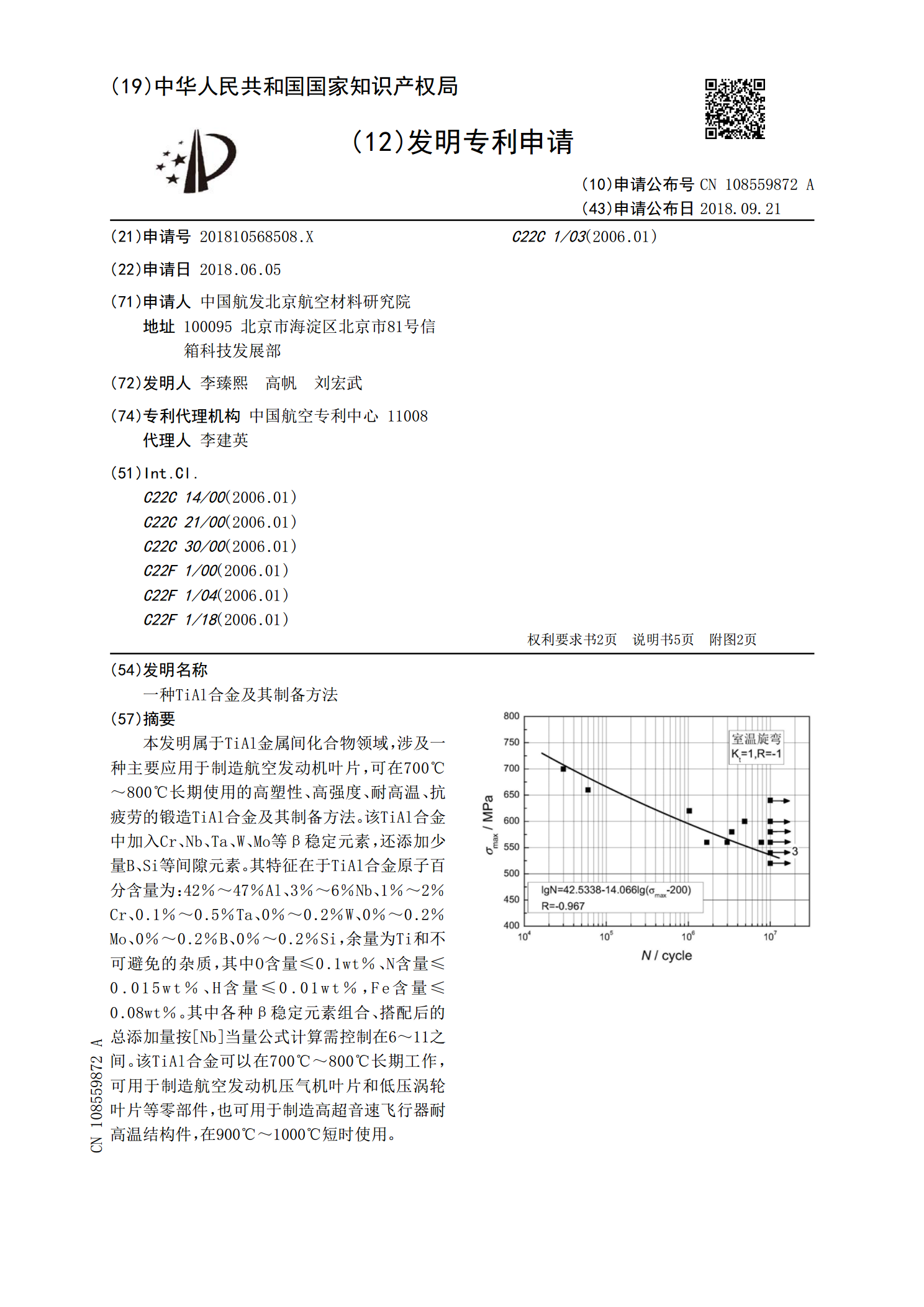
一种TiAl合金及其制备方法.pdf
本发明属于TiAl金属间化合物领域,涉及一种主要应用于制造航空发动机叶片,可在700℃~800℃长期使用的高塑性、高强度、耐高温、抗疲劳的锻造TiAl合金及其制备方法。该TiAl合金中加入Cr、Nb、Ta、W、Mo等β稳定元素,还添加少量B、Si等间隙元素。其特征在于TiAl合金原子百分含量为:42%~47%Al、3%~6%Nb、1%~2%Cr、0.1%~0.5%Ta、0%~0.2%W、0%~0.2%Mo、0%~0.2%B、0%~0.2%Si,余量为Ti和不可避免的杂质,其中O含量≤0.1wt%、N含量≤
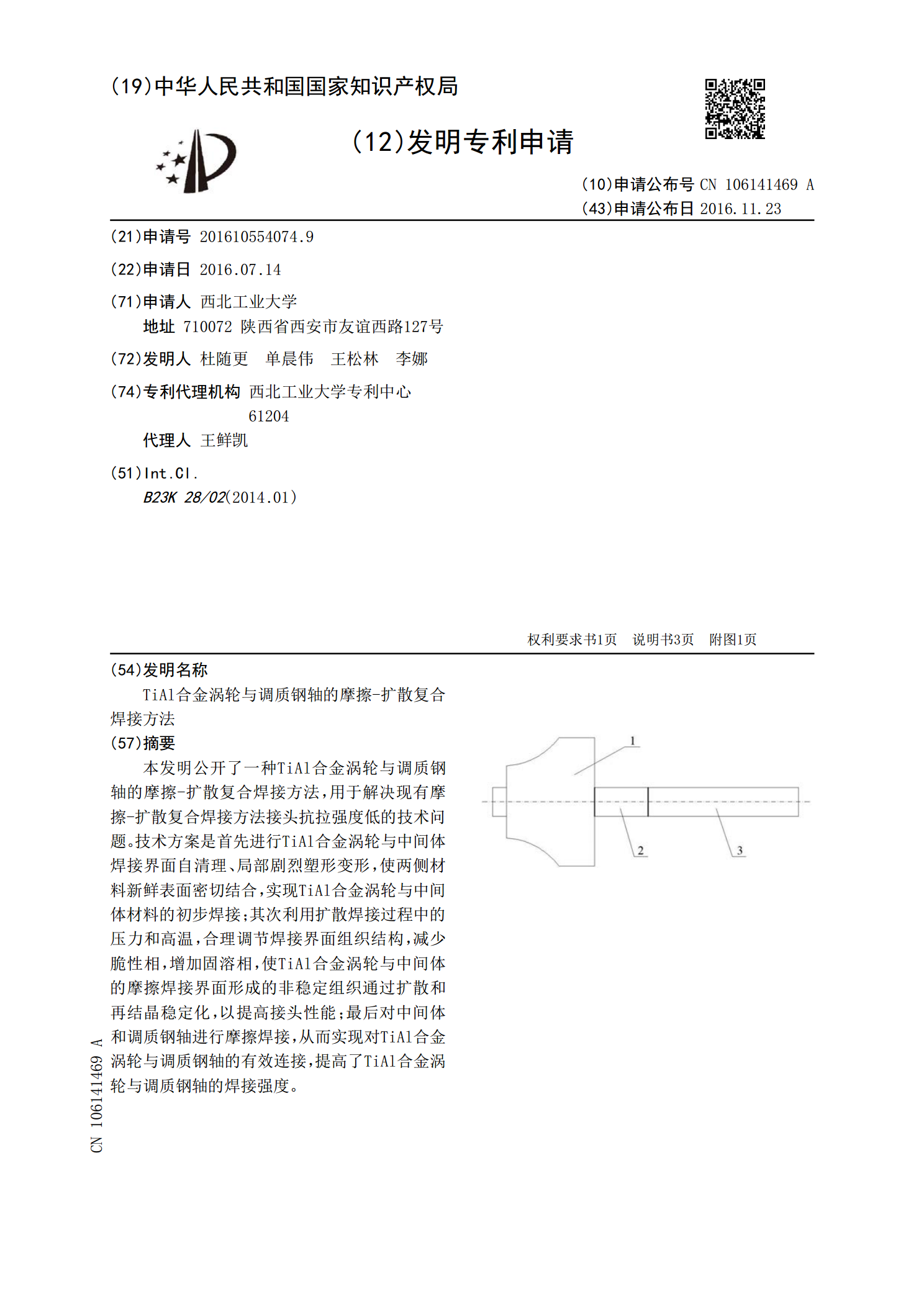
TiAl合金涡轮与调质钢轴的摩擦‑扩散复合焊接方法.pdf
本发明公开了一种TiAl合金涡轮与调质钢轴的摩擦‑扩散复合焊接方法,用于解决现有摩擦‑扩散复合焊接方法接头抗拉强度低的技术问题。技术方案是首先进行TiAl合金涡轮与中间体焊接界面自清理、局部剧烈塑形变形,使两侧材料新鲜表面密切结合,实现TiAl合金涡轮与中间体材料的初步焊接;其次利用扩散焊接过程中的压力和高温,合理调节焊接界面组织结构,减少脆性相,增加固溶相,使TiAl合金涡轮与中间体的摩擦焊接界面形成的非稳定组织通过扩散和再结晶稳定化,以提高接头性能;最后对中间体和调质钢轴进行摩擦焊接,从而实现对TiA