
一种玻纤增强塑料风叶的制造工艺.pdf

贤惠****66


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种玻纤增强塑料风叶的制造工艺.pdf
一种玻纤增强塑料风叶的制造工艺,包括以下步骤:步骤一,将塑料倒入失重喂料系统中的第一料斗中,将短切玻纤倒入失重喂料系统中的第二料斗中,分别设定各料斗的计量周期和计量重量;步骤二,塑料和短切玻纤分别通过失重喂料系统中的失重喂料计量称计量每一次塑化用量;步骤三,计量好的塑料和短切玻纤倒入失重喂料系统的混料仓内,并搅拌混合均匀;步骤四,将上述塑料与短切玻纤的混合料倒入注塑机中,塑化熔融后注入注塑模具中,最终注塑成型为塑料风叶。本发明采用失重喂料系统对塑料与短切玻纤进行计量和混合,再将混合料倒入注塑机中成型为塑料

玻纤增强塑料贮槽施工技术.docx
玻纤增强塑料贮槽施工技术随着工业和农业的发展,化学品、石油、食品等领域的需求不断增加,因此对贮存这些物质的贮槽有越来越高的要求。玻纤增强塑料贮槽因其良好的性能和优越的代替能力,受到越来越多企业和工厂的青睐。本文将从玻纤增强塑料贮槽施工的角度进行探讨。一、玻纤增强塑料贮槽施工前准备贮槽施工前,应对施工场地进行勘测,确认初始场地条件和建筑转移道路是否符合玻纤增强塑料贮槽设计的要求。同时,还需要设计施工方案并确定所需工具和药品、仪器、设备等材料。二、基础施工1.基础预制基础是贮槽施工的重要组成部分,必须保证基础

玻纤增强塑料在成型中应注意的问题.doc
玻璃纤维知识玻纤增强塑料的成型加工可以采用挤出、注射、压制等方法,或其他其他特殊成型方法。对于热塑性玻纤增强塑料的粒料,采用单螺杆或双螺杆挤出,制造成品时,多数采用注射成型法。成型时的主要问题是:*玻纤含量增大时,熔融粘度大,成型困难;*玻纤与树脂混合混炼不匀时,影响制品性能;*制品具有方向性;*制品表面光泽度降低,加大设备磨损。*必须重视由于热分解造成的设备腐蚀和磨损。对于高填充聚氯乙烯,单螺杆的寿命只有一年多。绝缘单梯的主要技术要求:(一)绝缘单梯外观、装配1、绝缘梯外观:绝缘梯各部件外形不得有尖锐棱

夹层结构玻纤增强塑料双体船直接计算分析.docx
夹层结构玻纤增强塑料双体船直接计算分析夹层结构玻纤增强塑料双体船直接计算分析引言随着船舶运输的需求增加,夹层结构的玻纤增强塑料双体船越来越受到重视。该结构能够提高船舶的稳定性、抗风浪性能、减少重心位移等方面的优点,已经在船舶结构中得到广泛应用。本文旨在通过直接计算分析,探究夹层结构玻纤增强塑料双体船的力学特性以及必要的设计措施。夹层结构玻纤增强塑料双体船设计夹层结构玻纤增强塑料双体船应当采用优质平衡挤出玻纤增强塑料制造,以保证良好的耐久性和结构强度。在设计这种船舶时,需要考虑以下几个方面的因素:1.安全性
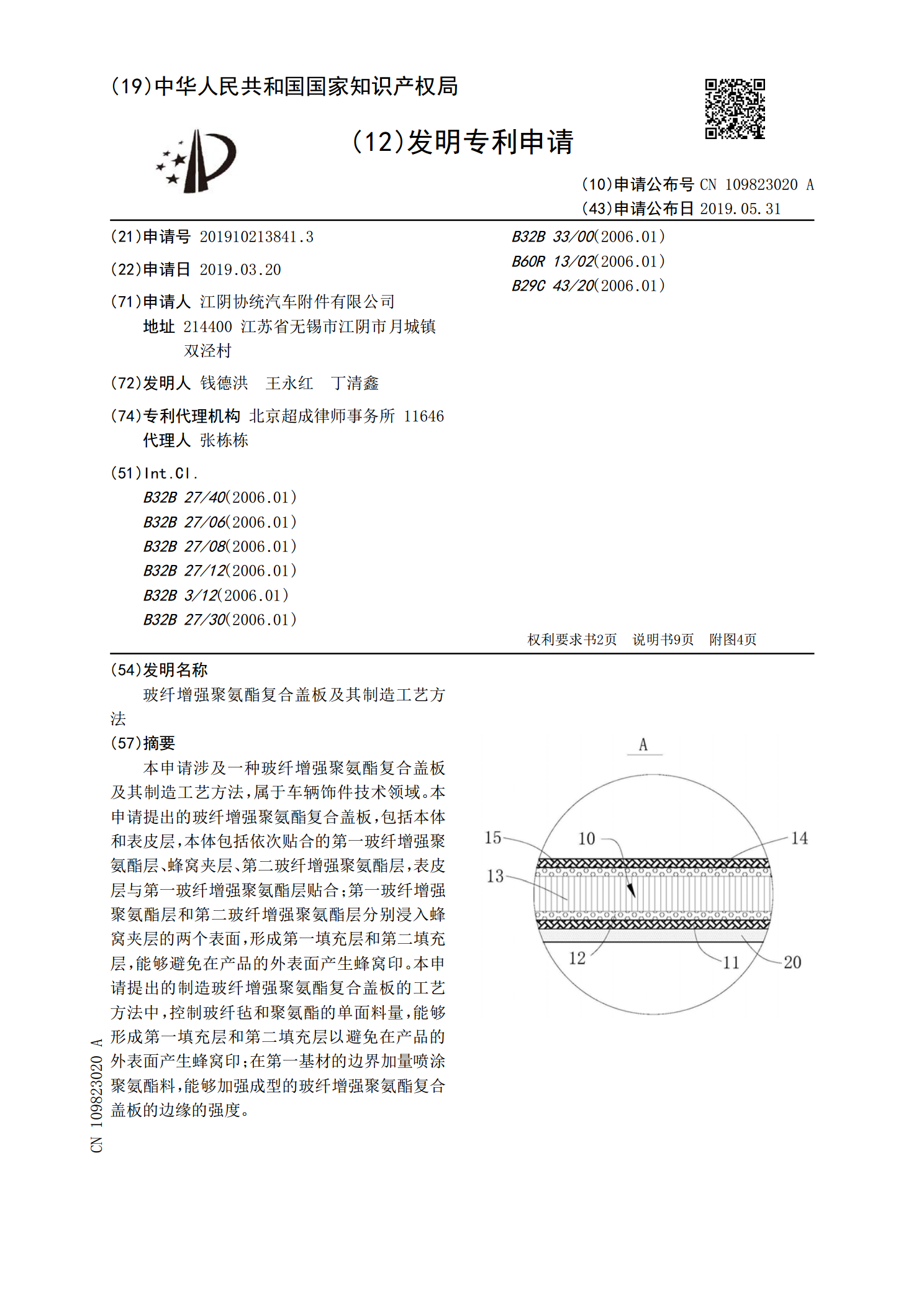
玻纤增强聚氨酯复合盖板及其制造工艺方法.pdf
本申请涉及一种玻纤增强聚氨酯复合盖板及其制造工艺方法,属于车辆饰件技术领域。本申请提出的玻纤增强聚氨酯复合盖板,包括本体和表皮层,本体包括依次贴合的第一玻纤增强聚氨酯层、蜂窝夹层、第二玻纤增强聚氨酯层,表皮层与第一玻纤增强聚氨酯层贴合;第一玻纤增强聚氨酯层和第二玻纤增强聚氨酯层分别浸入蜂窝夹层的两个表面,形成第一填充层和第二填充层,能够避免在产品的外表面产生蜂窝印。本申请提出的制造玻纤增强聚氨酯复合盖板的工艺方法中,控制玻纤毡和聚氨酯的单面料量,能够形成第一填充层和第二填充层以避免在产品的外表面产生蜂窝印