
冷铁及便于放置冷铁的砂芯设计方法及冷铁放置方法.pdf

论文****可爱


1/9

2/9

3/9
4/9

5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

冷铁及便于放置冷铁的砂芯设计方法及冷铁放置方法.pdf
本发明公开一种冷铁及便于放置冷铁的砂芯设计方法及冷铁放置方法,所述冷铁由多个钢丸砂填充而成,不仅可以对铸件起到激冷作用,而且在开箱时随着砂芯一起溃散,不会残留在铸件腔内,有效的提高了铸件的合格率。

什么是冷铁_冷铁的介绍.docx
什么是冷铁_冷铁的介绍冷铁由镀锡或涂敷防粘膜稀浆的低碳钢或线材加工而成,并且可以加工成各式各样的形状和尺寸。无论是马蹄钉还是直杆钉都可以作为冷铁使用。在铸造生产中,冷铁被用来控制收缩和获得定向凝固。外冷铁放在模子中顶着铸件壁。内冷铁被压进型芯,或模壁,这样它们的一大部分就可以伸进模穴,从而达到预期的效果。冷铁的分类为增加铸件局部冷却速度,在型腔内部及工作表面安放的金属块称为冷铁。冷铁分为内冷铁和外冷铁两大类。放置在型腔内能与铸件熔合为一体的金属激冷块叫内冷铁。造型(芯)时放在模样(芯盒)表面上的金属块叫外
一种防止型面夹杂、缩松的冷铁放置方法.pdf
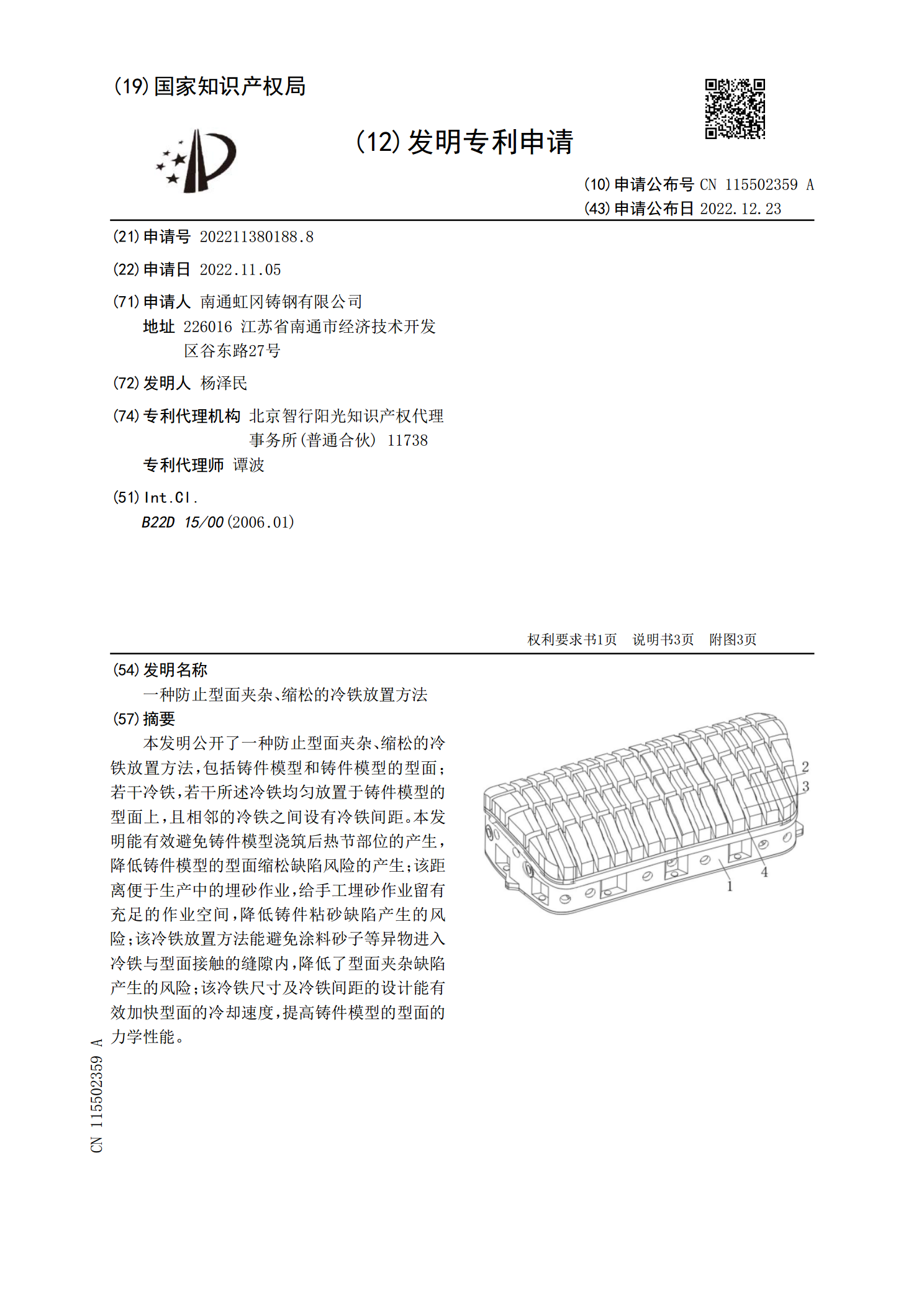
本发明公开了一种防止型面夹杂、缩松的冷铁放置方法,包括铸件模型和铸件模型的型面;若干冷铁,若干所述冷铁均匀放置于铸件模型的型面上,且相邻的冷铁之间设有冷铁间距。本发明能有效避免铸件模型浇筑后热节部位的产生,降低铸件模型的型面缩松缺陷风险的产生;该距离便于生产中的埋砂作业,给手工埋砂作业留有充足的作业空间,降低铸件粘砂缺陷产生的风险;该冷铁放置方法能避免涂料砂子等异物进入冷铁与型面接触的缝隙内,降低了型面夹杂缺陷产生的风险;该冷铁尺寸及冷铁间距的设计能有效加快型面的冷却速度,提高铸件模型的型面的力学性能。

一种3D打印砂芯冷铁固定方法.pdf
本发明涉及一种冷铁固定方法,尤其涉及一种3D打印砂芯冷铁的固定的方法,具体包括砂砂芯制作前,在所述砂芯上设计并预留设置冷铁固定空腔和连接件固定空腔,然后进行所述砂芯制作;将磁铁吸附至冷铁连接件上,将吸附有所述磁铁的所述冷铁连接件装配至所述连接件固定空腔;将冷铁装配至所述冷铁固定空腔;将所述磁铁和所述冷铁相吸附,固定所述冷铁至所述砂芯。本发明避免了冷铁掉落和固定效果不稳定风险,提高了冷铁装配的效率,实现冷铁准确高效固定的同时提高3D打印产品补缩工艺和工艺设计的灵活性。

冒口冷铁设计.pptx
第三节冒口、冷铁设计1)对于凝固温度范围宽,不产生集中缩孔的合金,冒口的作用主要是排气和收集液流前沿混有夹杂物或氧化膜的金属液。这种冒口多置于内浇道的对面,其尺寸也不必太大。冒口暗顶冒口功能不同的冒口,其形式、大小和开设位置均不相同。冒口的设计要充分考虑铸造合金的性质和铸件的特点。①冒口凝固时间大于或等于铸件(被补缩部分)的凝固时间。铸件凝固过程中液相线之间形成的向冒口方向的扩张角称为补缩通道扩张角,用表示。②冒口的有效补缩距离金属补贴固相补缩是最后阶段,对铸件外形收缩有直接影响。3通用冒口的设计⑤