
压配合端子及其制造方法.pdf

是丹****ni

1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

压配合端子及其制造方法.pdf
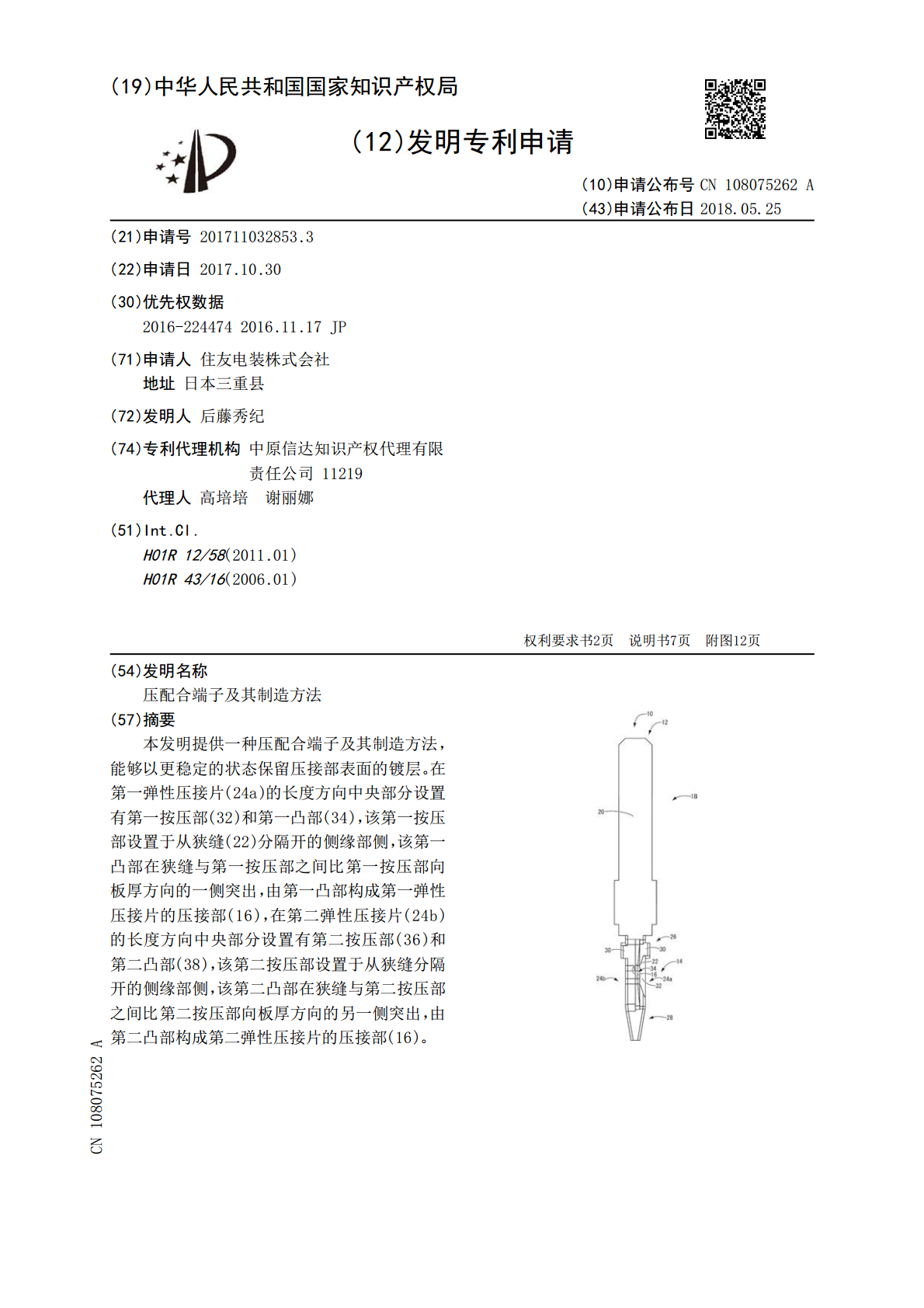
本发明提供一种压配合端子及其制造方法,能够以更稳定的状态保留压接部表面的镀层。在第一弹性压接片(24a)的长度方向中央部分设置有第一按压部(32)和第一凸部(34),该第一按压部设置于从狭缝(22)分隔开的侧缘部侧,该第一凸部在狭缝与第一按压部之间比第一按压部向板厚方向的一侧突出,由第一凸部构成第一弹性压接片的压接部(16),在第二弹性压接片(24b)的长度方向中央部分设置有第二按压部(36)和第二凸部(38),该第二按压部设置于从狭缝分隔开的侧缘部侧,该第二凸部在狭缝与第二按压部之间比第二按压部向板厚方

压接连接端子以及压接连接端子的制造方法.pdf
在导体压接部中获得能将电线的导体部确实地压紧止动的小型的压接连接端子。压接连接端子是将导电金属板1冲切并弯曲而形成。在压接连接端子的前方设置有公型连接部2,在中央设置有导体压接部3,在后方设置有被覆压接部4。在导体压接部3中,边部3a、3b被弯折成下层板3c与上层板3d,边部3a、3b的端部彼此相互对接而成为对接线3g。此外,在上层板3d的底部3h朝相对于压接连接端子的长度方向呈倾斜方向设置有例如三个长槽状的冲切长孔3i~3k,在冲切长孔3i的表面通过打刻形成有浅的圆形的凹部3l,该凹部3l的边缘3m与新
压接结构、带端子的电线及其制造方法.pdf
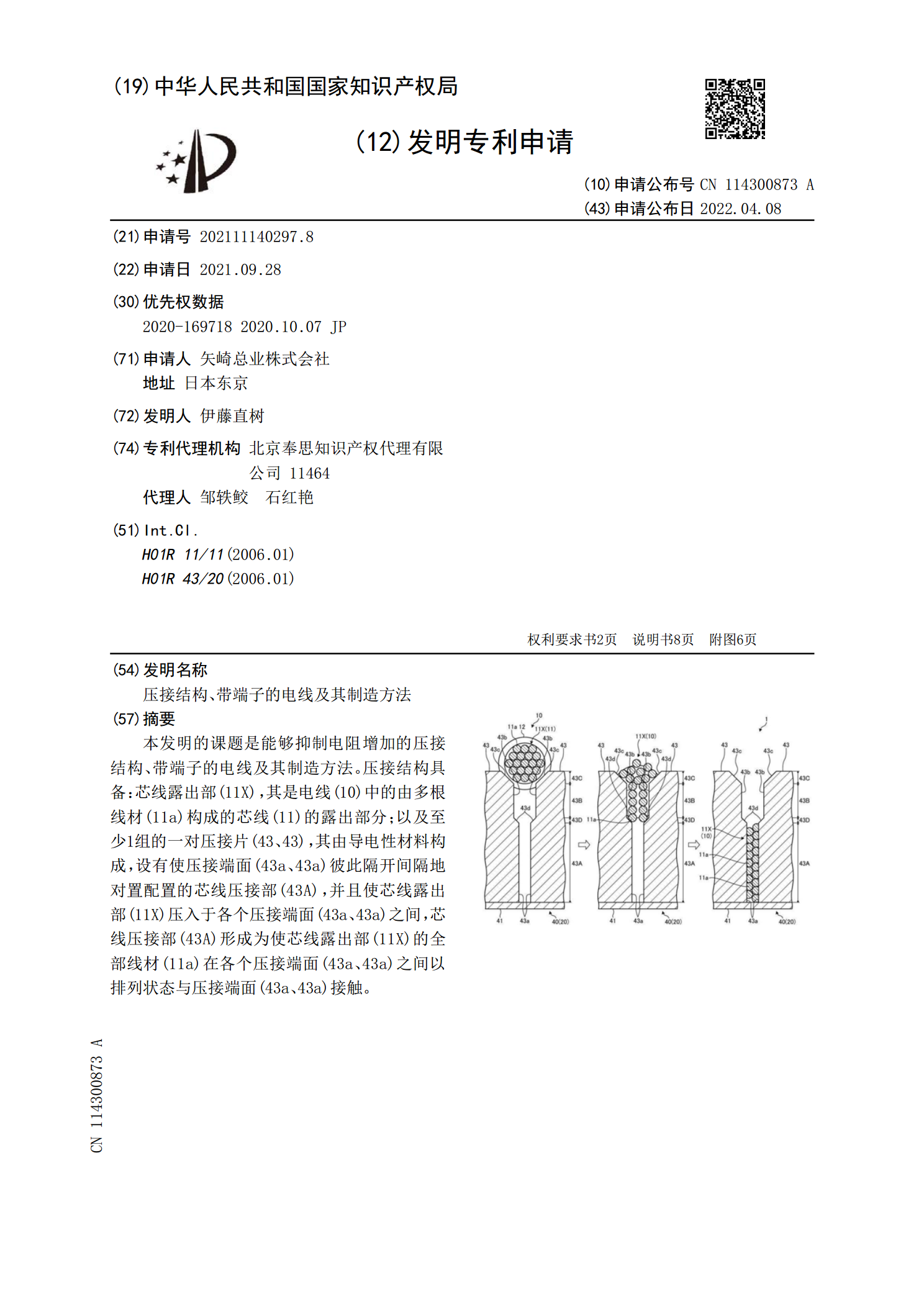
本发明的课题是能够抑制电阻增加的压接结构、带端子的电线及其制造方法。压接结构具备:芯线露出部(11X),其是电线(10)中的由多根线材(11a)构成的芯线(11)的露出部分;以及至少1组的一对压接片(43、43),其由导电性材料构成,设有使压接端面(43a、43a)彼此隔开间隔地对置配置的芯线压接部(43A),并且使芯线露出部(11X)压入于各个压接端面(43a、43a)之间,芯线压接部(43A)形成为使芯线露出部(11X)的全部线材(11a)在各个压接端面(43a、43a)之间以排列状态与压接端面(43
辊压端子结构及其制造方法、二次电池.pdf
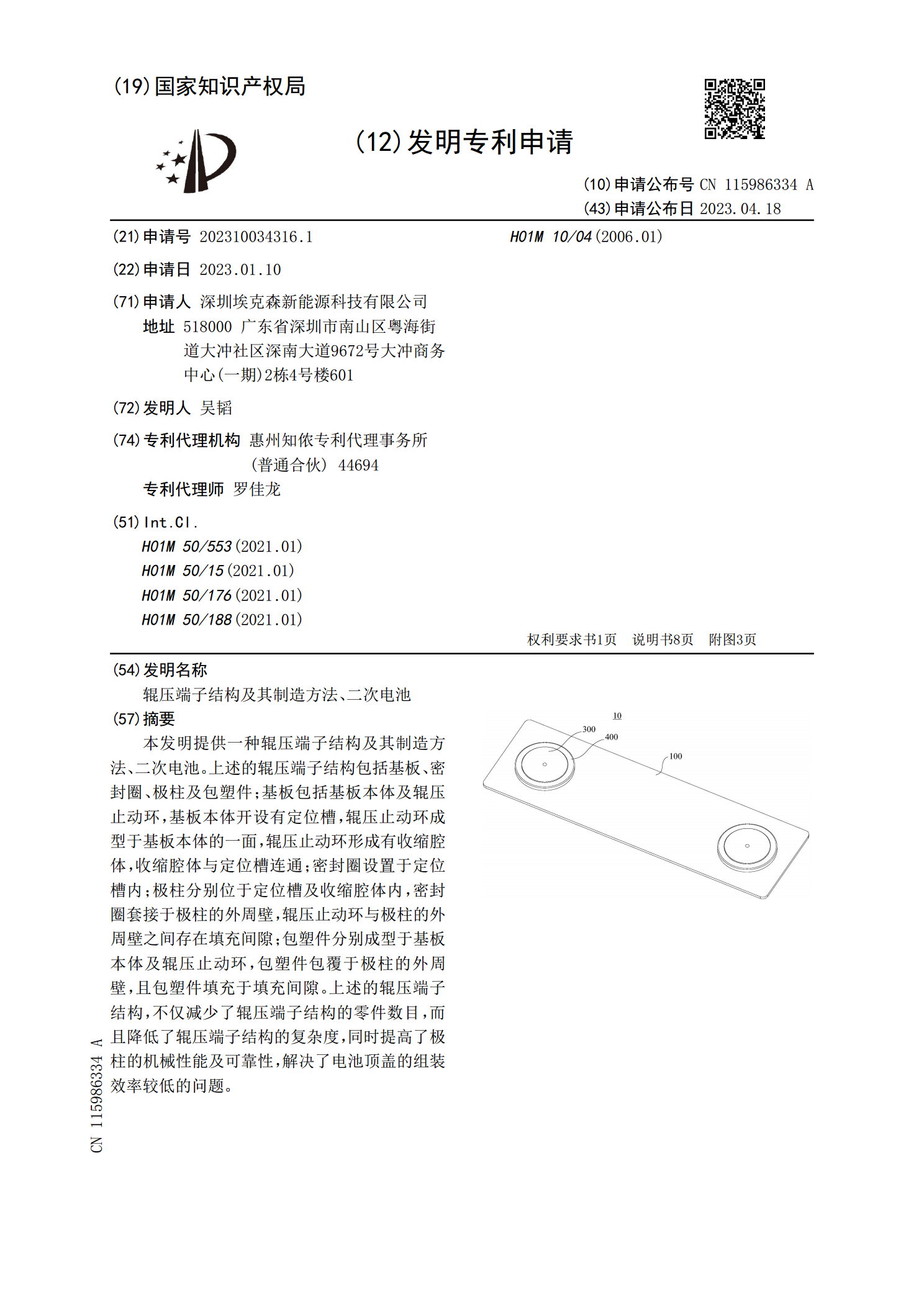
本发明提供一种辊压端子结构及其制造方法、二次电池。上述的辊压端子结构包括基板、密封圈、极柱及包塑件;基板包括基板本体及辊压止动环,基板本体开设有定位槽,辊压止动环成型于基板本体的一面,辊压止动环形成有收缩腔体,收缩腔体与定位槽连通;密封圈设置于定位槽内;极柱分别位于定位槽及收缩腔体内,密封圈套接于极柱的外周壁,辊压止动环与极柱的外周壁之间存在填充间隙;包塑件分别成型于基板本体及辊压止动环,包塑件包覆于极柱的外周壁,且包塑件填充于填充间隙。上述的辊压端子结构,不仅减少了辊压端子结构的零件数目,而且降低了辊压
开槽端子及其制造方法.pdf
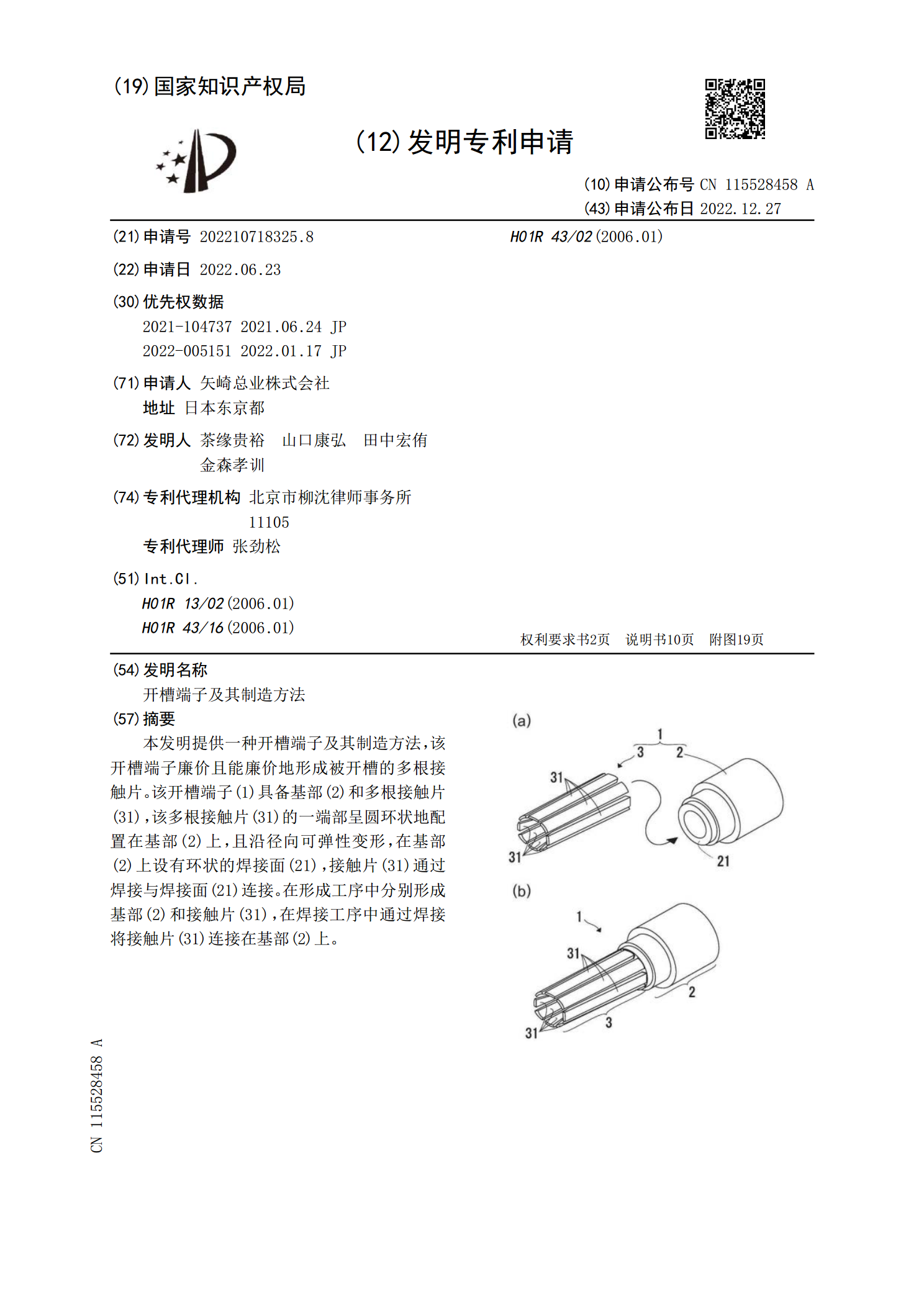
本发明提供一种开槽端子及其制造方法,该开槽端子廉价且能廉价地形成被开槽的多根接触片。该开槽端子(1)具备基部(2)和多根接触片(31),该多根接触片(31)的一端部呈圆环状地配置在基部(2)上,且沿径向可弹性变形,在基部(2)上设有环状的焊接面(21),接触片(31)通过焊接与焊接面(21)连接。在形成工序中分别形成基部(2)和接触片(31),在焊接工序中通过焊接将接触片(31)连接在基部(2)上。