
矿热炉电极安装的改进.docx

一条****然后


1/6
2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
矿热炉电极安装的改进.docx
矿热炉电极安装的改进摘要:传统的矿热炉电极调节控制系统一般采用的手动控制或是半自动化控制而基于矿热电炉电极调节器的工作条件十分复杂冶炼过程中尤其是在熔化期金属在电极之下迅速而激烈地熔化、飞溅电弧常常移动到附近的金属块上因而电弧长度、电弧电流及功率在迅速不断地发生变化。本文重点探讨矿热炉电极安装的改进。关键词:矿热炉;电极安装;改进矿热炉包括铁合金炉、电石炉及黄磷炉等电弧电阻炉。矿热炉冶金是通过电炉变压器、短网和电极向熔池内供给所需的电能在高温状态下发生的反
矿热炉电极安装的改进.docx
矿热炉电极安装的改进摘要:传统的矿热炉电极调节控制系统一般采用的手动控制或是半自动化控制而基于矿热电炉电极调节器的工作条件十分复杂冶炼过程中尤其是在熔化期金属在电极之下迅速而激烈地熔化、飞溅电弧常常移动到附近的金属块上因而电弧长度、电弧电流及功率在迅速不断地发生变化。本文重点探讨矿热炉电极安装的改进。关键词:矿热炉;电极安装;改进矿热炉包括铁合金炉、电石炉及黄磷炉等电弧电阻炉。矿热炉冶金是通过电炉变压器、短网和电极向熔池内供给所需的电能在高温状态下发生的反
改进的矿热炉电极馈电装置.pdf
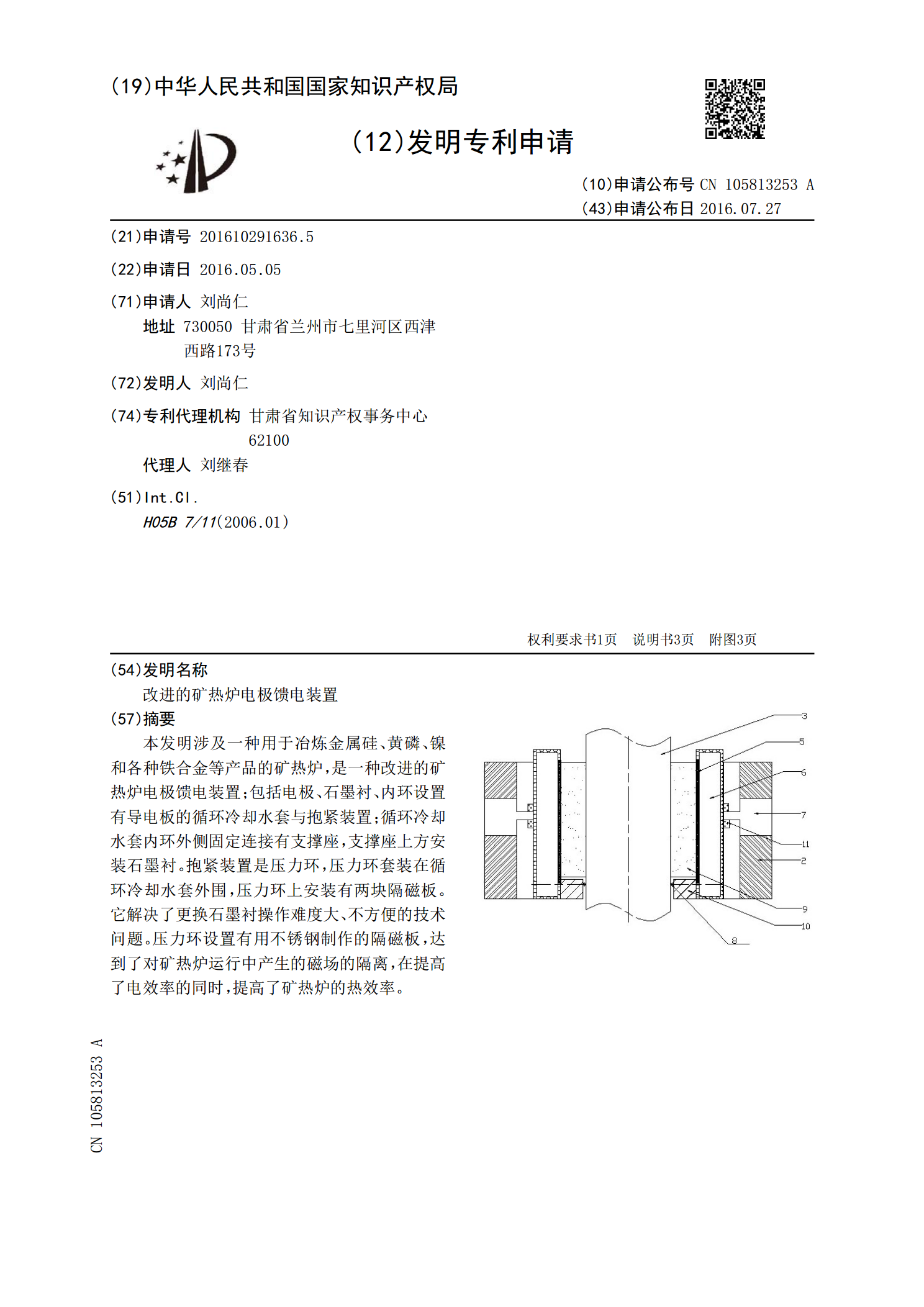
本发明涉及一种用于冶炼金属硅、黄磷、镍和各种铁合金等产品的矿热炉,是一种改进的矿热炉电极馈电装置;包括电极、石墨衬、内环设置有导电板的循环冷却水套与抱紧装置;循环冷却水套内环外侧固定连接有支撑座,支撑座上方安装石墨衬。抱紧装置是压力环,压力环套装在循环冷却水套外围,压力环上安装有两块隔磁板。它解决了更换石墨衬操作难度大、不方便的技术问题。压力环设置有用不锈钢制作的隔磁板,达到了对矿热炉运行中产生的磁场的隔离,在提高了电效率的同时,提高了矿热炉的热效率。
一种矿热炉电极及矿热炉.pdf
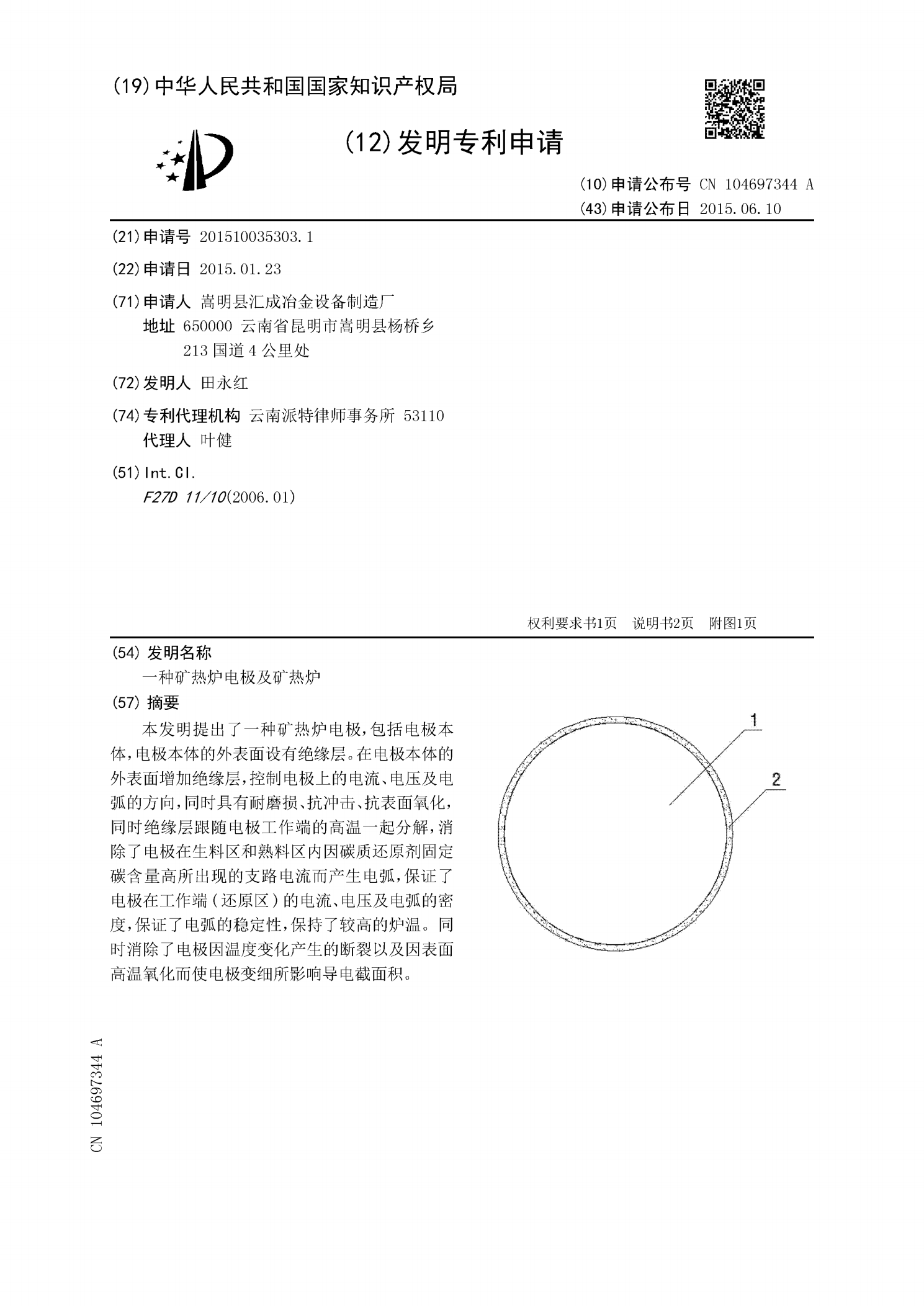
本发明提出了一种矿热炉电极,包括电极本体,电极本体的外表面设有绝缘层。在电极本体的外表面增加绝缘层,控制电极上的电流、电压及电弧的方向,同时具有耐磨损、抗冲击、抗表面氧化,同时绝缘层跟随电极工作端的高温一起分解,消除了电极在生料区和熟料区内因碳质还原剂固定碳含量高所出现的支路电流而产生电弧,保证了电极在工作端(还原区)的电流、电压及电弧的密度,保证了电弧的稳定性,保持了较高的炉温。同时消除了电极因温度变化产生的断裂以及因表面高温氧化而使电极变细所影响导电截面积。
矿热炉电极动态调整装置及矿热炉电极动态调整方法.pdf
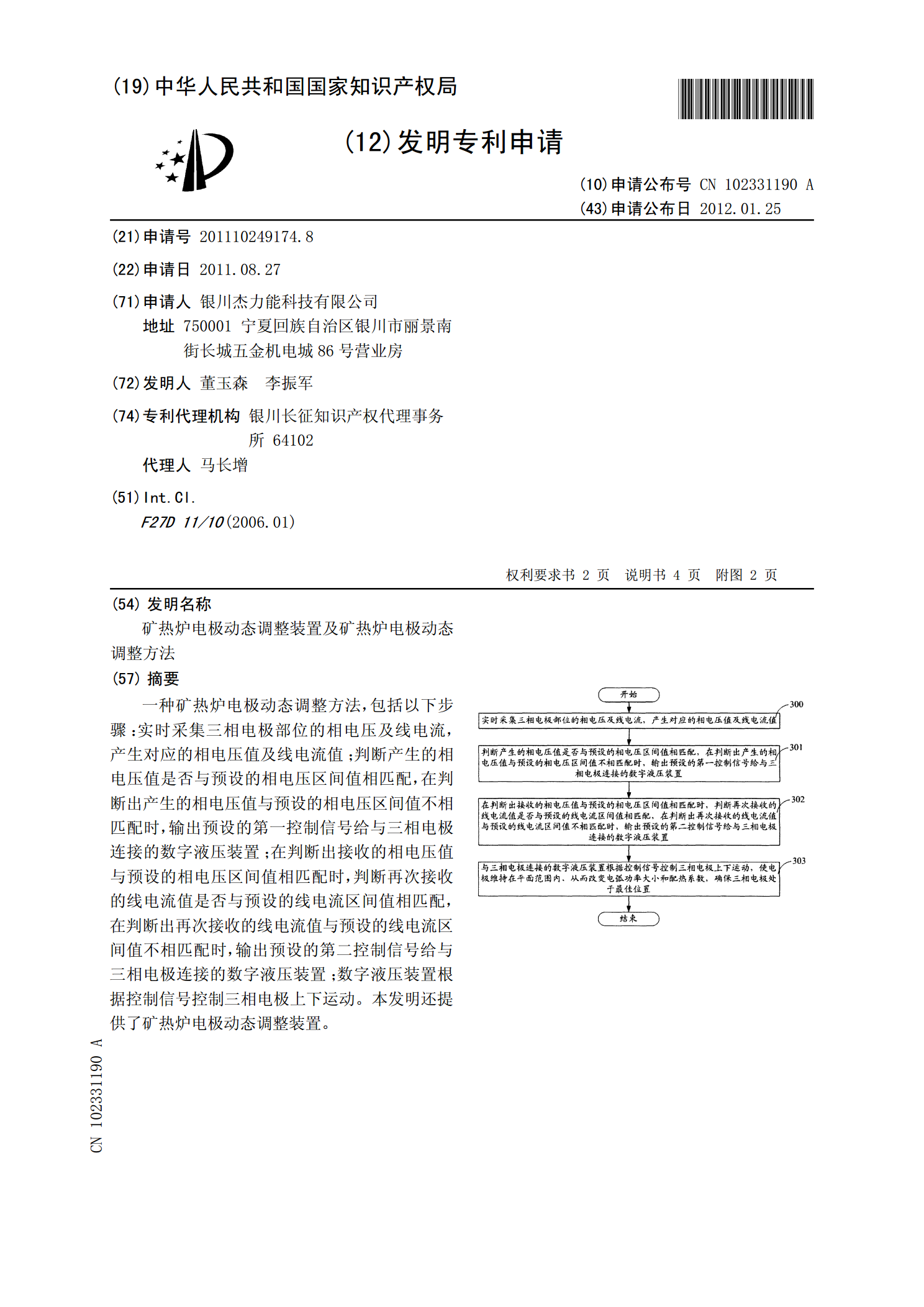
一种矿热炉电极动态调整方法,包括以下步骤:实时采集三相电极部位的相电压及线电流,产生对应的相电压值及线电流值;判断产生的相电压值是否与预设的相电压区间值相匹配,在判断出产生的相电压值与预设的相电压区间值不相匹配时,输出预设的第一控制信号给与三相电极连接的数字液压装置;在判断出接收的相电压值与预设的相电压区间值相匹配时,判断再次接收的线电流值是否与预设的线电流区间值相匹配,在判断出再次接收的线电流值与预设的线电流区间值不相匹配时,输出预设的第二控制信号给与三相电极连接的数字液压装置;数字液压装置根据控制信号