
一种碳化钨-聚氨酯复合耐磨防腐涂层及其制备方法.pdf

醉香****mm


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种碳化钨-聚氨酯复合耐磨防腐涂层及其制备方法.pdf
本发明公开了一种碳化钨‑聚氨酯复合耐磨防腐涂层的制备方法,具体步骤如下:(1)工件表面预处理;(2)以铝基合金为喷涂基体,将碳化钨粉末利用等离子喷涂机喷涂在铝基合金表面;(3)在碳化钨涂层上涂刷粘接剂,停留7‑8小时,再喷涂聚氨酯弹性体材料,固化3‑5h。喷涂聚氨酯弹性体材料之后的涂层表面光洁度高,不仅可用于一般工件,而且可用于精密零部件的耐磨蚀处理,大大延长了零部件的使用寿命。聚氨酯弹性体材料由聚氨酯和聚酰胺固化剂制备成,聚酰胺固化剂的加入可大大缩短聚氨酯的凝固时间,由原来的7小时以上缩短到3‑5h,减
一种铜基复合粉末及其制备方法、防腐耐磨复合涂层及其制备方法.pdf
本发明提供了一种铜基复合粉末及其制备方法、防腐耐磨复合涂层及其制备方法。本发明提供的铜基复合粉末的制备方法,包括:a)将粉料、分散剂和粘结剂混合球磨,得到浆料;b)对所述浆料喷雾干燥,得到球形复合粉末;所述粉料包括以下质量比的组分:Ti粉8%~16%;B4C粉末3%~6%;Ni粉8%~14%;Sn粉0.4%~1%;稀土氧化物粉末0.2%~0.5%;Cu粉余量。本发明通过上述特定的粉料搭配,并采用金属基体预处理、冷喷涂工艺和感应重熔工艺的制备手段,能够有效提升铜基涂层的硬度、耐磨性及耐蚀性,获得兼具优异防腐

聚氨酯石墨烯复合涂层的制备及其防腐耐磨性能的开题报告.docx
聚氨酯石墨烯复合涂层的制备及其防腐耐磨性能的开题报告一、研究背景及意义随着工业化的进程不断加快,各种工业设备和基础设施的涂层材料的需求不断增长,其中防腐和耐磨性能是涂层材料中最为重要的性能之一。为了提高涂层材料的防腐和耐磨性能,石墨烯这种具有高度理论和应用价值的二维材料被广泛研究和应用。聚氨酯是一种聚合物材料,具有良好的化学稳定性和机械强度。在工业应用中,聚氨酯涂层可用于防腐和耐磨等领域,但其耐磨性能有待进一步提高。因此,研究聚氨酯石墨烯复合涂层,以提高涂层的防腐和耐磨性能,具有重要的实际应用意义。二、研
一种碳化钨梯度复合涂层及其制备方法.pdf
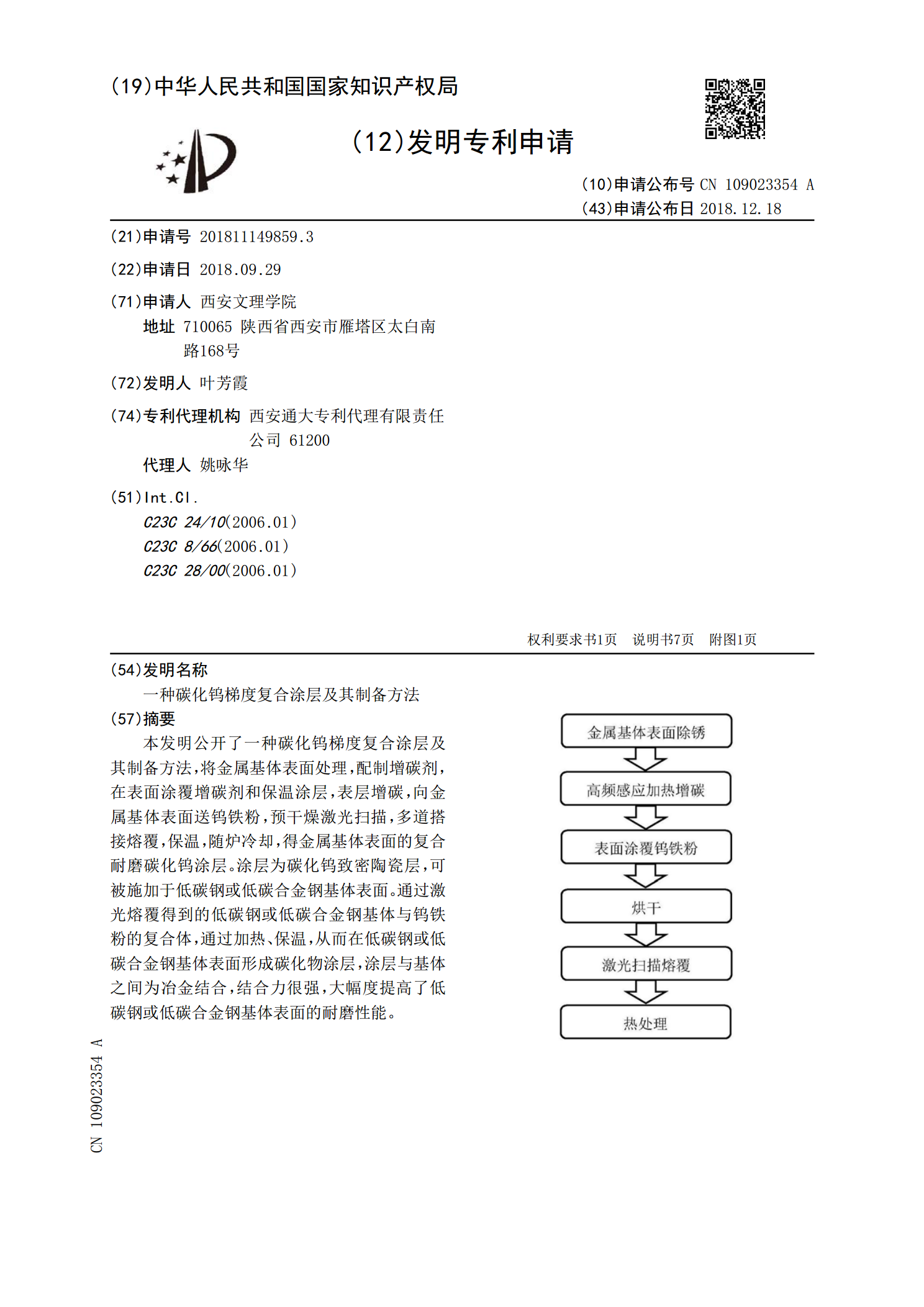
本发明公开了一种碳化钨梯度复合涂层及其制备方法,将金属基体表面处理,配制增碳剂,在表面涂覆增碳剂和保温涂层,表层增碳,向金属基体表面送钨铁粉,预干燥激光扫描,多道搭接熔覆,保温,随炉冷却,得金属基体表面的复合耐磨碳化钨涂层。涂层为碳化钨致密陶瓷层,可被施加于低碳钢或低碳合金钢基体表面。通过激光熔覆得到的低碳钢或低碳合金钢基体与钨铁粉的复合体,通过加热、保温,从而在低碳钢或低碳合金钢基体表面形成碳化物涂层,涂层与基体之间为冶金结合,结合力很强,大幅度提高了低碳钢或低碳合金钢基体表面的耐磨性能。

一种碳化钨‑钴耐磨涂层制备方法.pdf
本发明公开了一种碳化钨‑钴耐磨涂层制备方法,包括以下步骤:步骤1:将石墨烯改性碳化钨自润滑耐磨添加剂称取后,加入WC‑12Co喷涂粉末中,在无水乙醇介质中球研磨;步骤2:将球磨后含有液态介质的混合粉末超声分散处理小时,超声处理后粉末烘干后筛分出喷涂粉末。步骤3:采用爆炸喷涂制备石墨烯改性涂层,工艺参数为:氧气和乙炔流量比为1.2,气体充枪量为68%,喷涂距离为260mm,调节爆炸频率为3次/秒,送粉率为0.3g/s;步骤4:进行表面喷涂涂层后进行抛光处理。本发明不会被高速、高温的喷涂焰流吹飞而损失掉,有效