
旋转超声波磁力研磨加工半球形面工件表面的装置及方法.pdf

长春****主a


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
旋转超声波磁力研磨加工半球形面工件表面的装置及方法.pdf
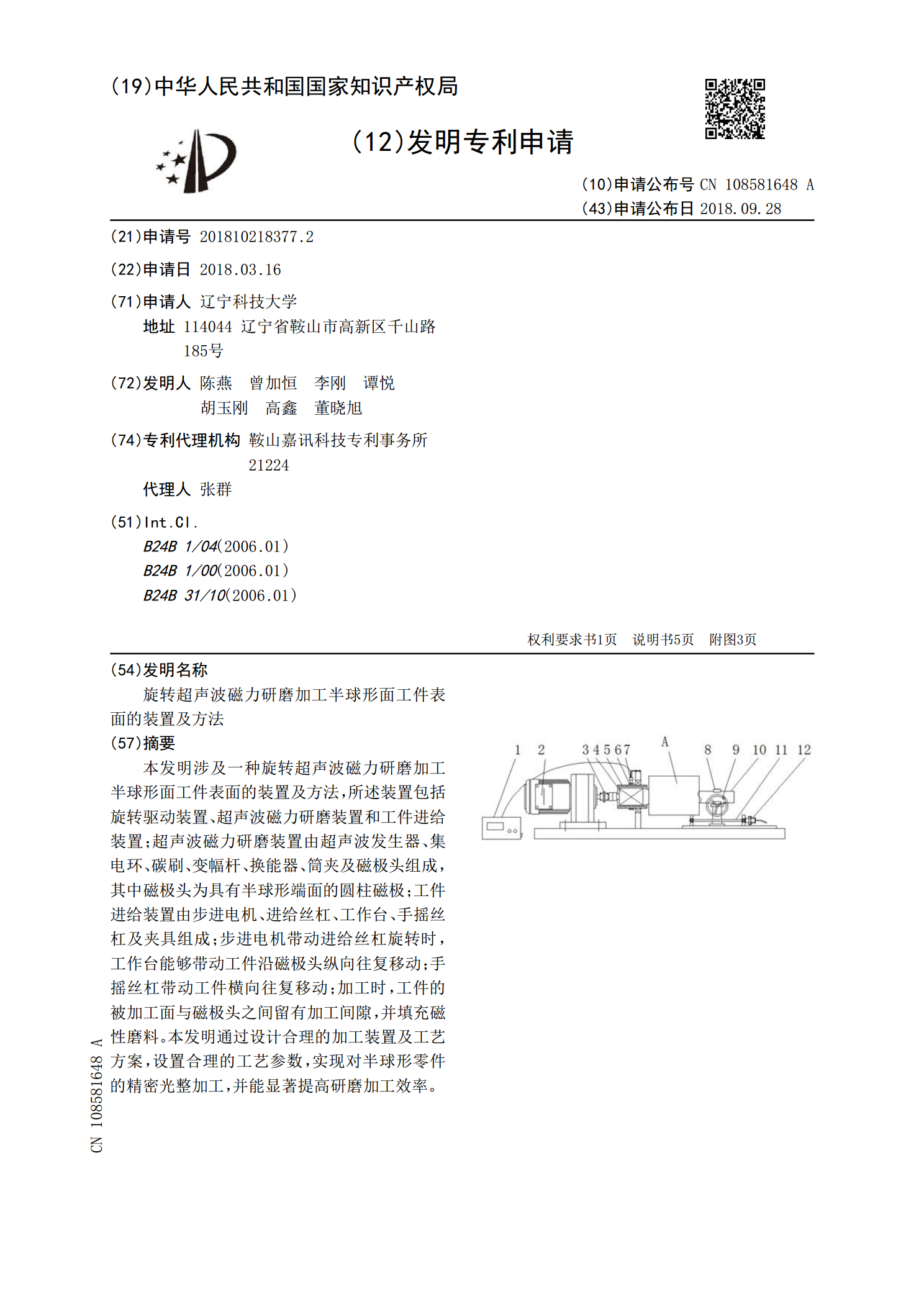
本发明涉及一种旋转超声波磁力研磨加工半球形面工件表面的装置及方法,所述装置包括旋转驱动装置、超声波磁力研磨装置和工件进给装置;超声波磁力研磨装置由超声波发生器、集电环、碳刷、变幅杆、换能器、筒夹及磁极头组成,其中磁极头为具有半球形端面的圆柱磁极;工件进给装置由步进电机、进给丝杠、工作台、手摇丝杠及夹具组成;步进电机带动进给丝杠旋转时,工作台能够带动工件沿磁极头纵向往复移动;手摇丝杠带动工件横向往复移动;加工时,工件的被加工面与磁极头之间留有加工间隙,并填充磁性磨料。本发明通过设计合理的加工装置及工艺方案,
一种对复杂形状工件的磁针磁力研磨方法及装置.pdf
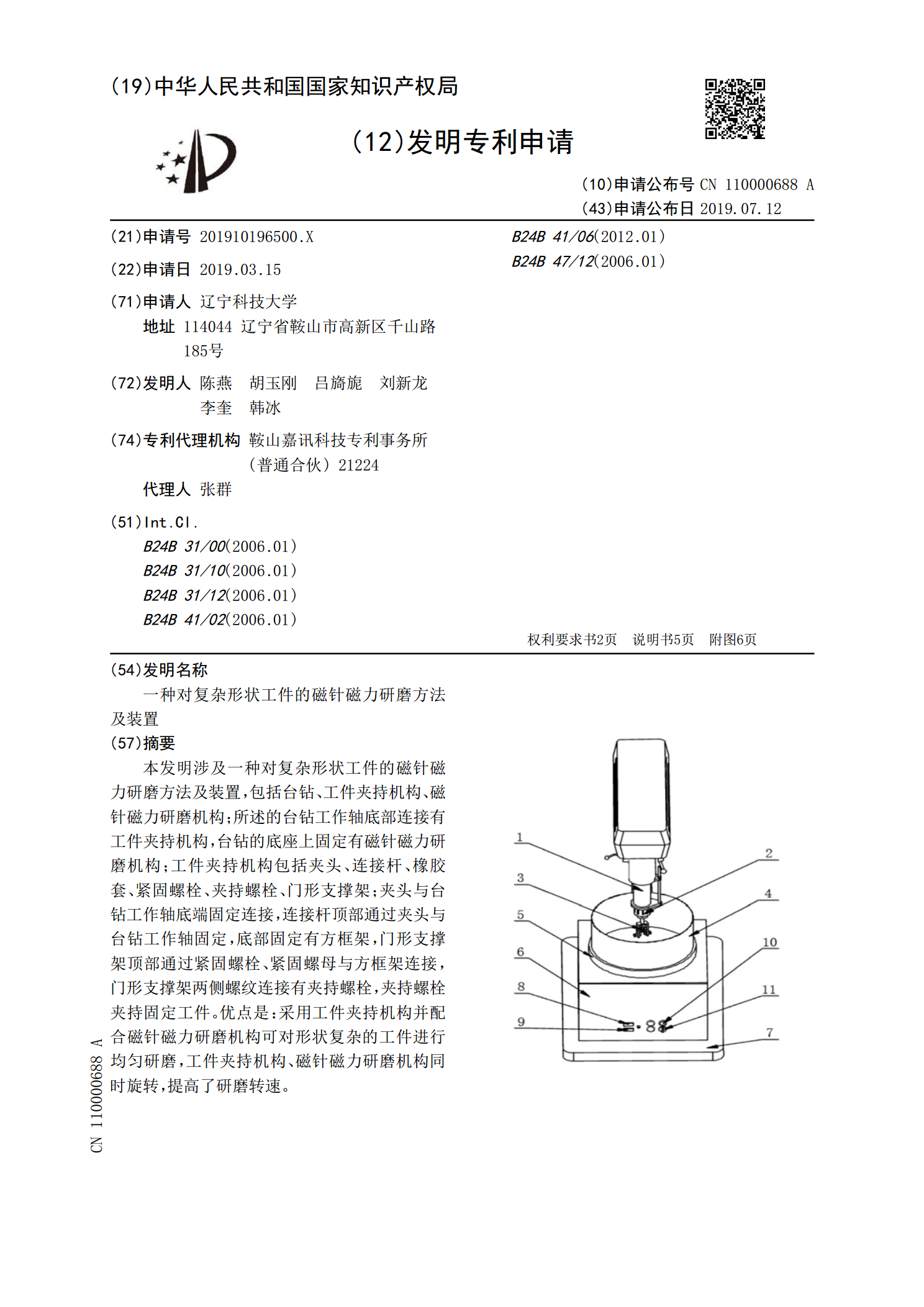
本发明涉及一种对复杂形状工件的磁针磁力研磨方法及装置,包括台钻、工件夹持机构、磁针磁力研磨机构;所述的台钻工作轴底部连接有工件夹持机构,台钻的底座上固定有磁针磁力研磨机构;工件夹持机构包括夹头、连接杆、橡胶套、紧固螺栓、夹持螺栓、门形支撑架;夹头与台钻工作轴底端固定连接,连接杆顶部通过夹头与台钻工作轴固定,底部固定有方框架,门形支撑架顶部通过紧固螺栓、紧固螺母与方框架连接,门形支撑架两侧螺纹连接有夹持螺栓,夹持螺栓夹持固定工件。优点是:采用工件夹持机构并配合磁针磁力研磨机构可对形状复杂的工件进行均匀研磨,

超声波振动辅助磁力研磨加工研究.docx
超声波振动辅助磁力研磨加工研究超声波振动辅助磁力研磨加工研究摘要:磁力研磨加工是一种有效的精密加工方法,可以实现高效的表面加工和去除材料的微小尺寸缺陷。然而,在某些情况下,传统的磁力研磨加工方法可能无法满足对加工质量和效率的要求。超声波振动作为一种非常有效的能量传递方式,在磁力研磨加工中的应用备受关注。本文通过对超声波振动辅助磁力研磨加工的研究,分析了超声波在磁力研磨过程中所起到的作用,以及其对加工质量和效率的影响。关键词:超声波,磁力研磨加工,加工质量,加工效率引言:磁力研磨加工是一种利用粒子间磁作用力
磁针磁力研磨长直管内表面的装置.pdf
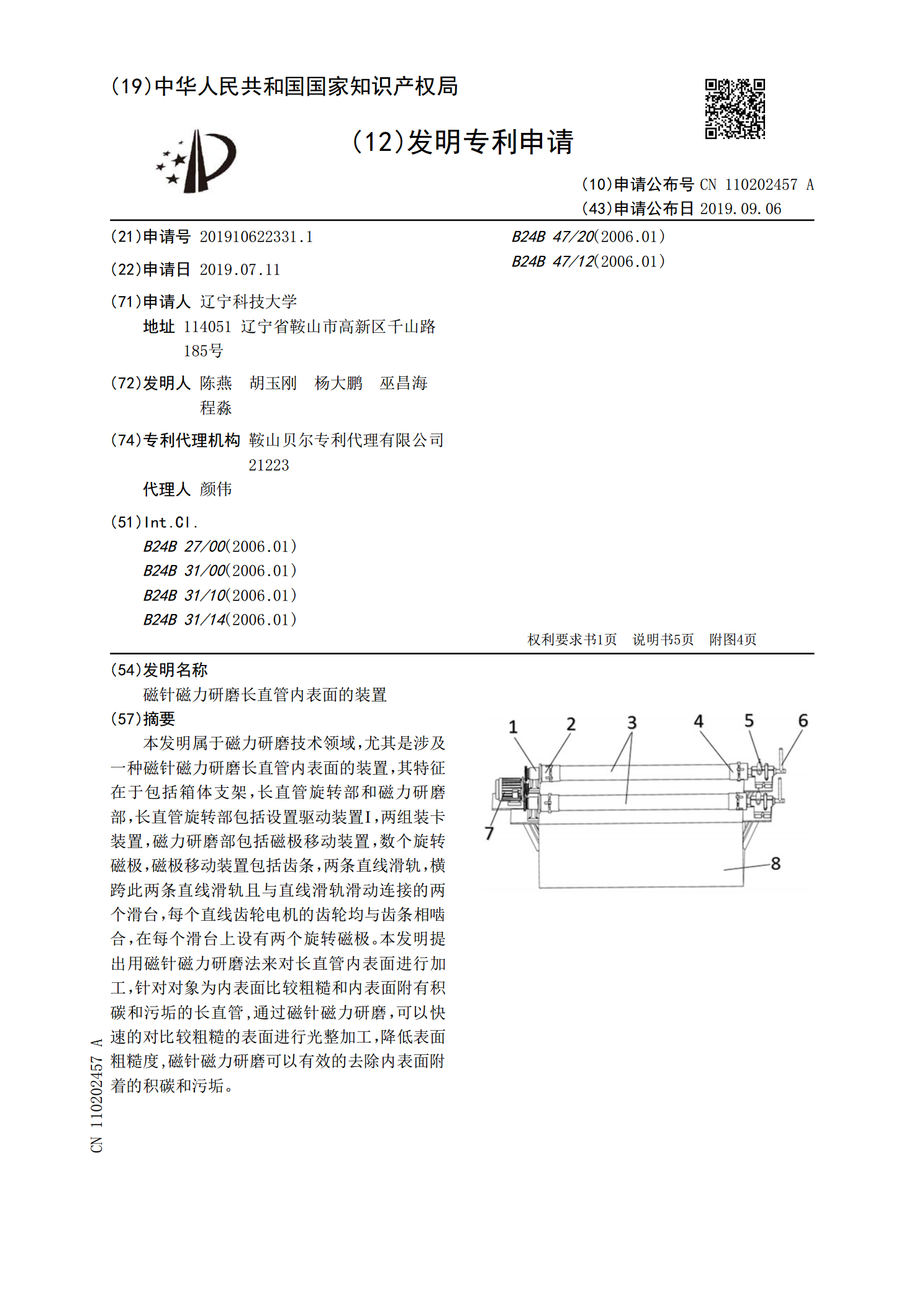
本发明属于磁力研磨技术领域,尤其是涉及一种磁针磁力研磨长直管内表面的装置,其特征在于包括箱体支架,长直管旋转部和磁力研磨部,长直管旋转部包括设置驱动装置Ⅰ,两组装卡装置,磁力研磨部包括磁极移动装置,数个旋转磁极,磁极移动装置包括齿条,两条直线滑轨,横跨此两条直线滑轨且与直线滑轨滑动连接的两个滑台,每个直线齿轮电机的齿轮均与齿条相啮合,在每个滑台上设有两个旋转磁极。本发明提出用磁针磁力研磨法来对长直管内表面进行加工,针对对象为内表面比较粗糙和内表面附有积碳和污垢的长直管,通过磁针磁力研磨,可以快速的对比较粗

磁力研磨法应用于不同材质工件的光整加工.docx
磁力研磨法应用于不同材质工件的光整加工磁力研磨法是一种通过磁力驱动研磨粒子对工件表面进行加工的方法。它在不同材质工件的光整加工中具有广泛的应用。本文将阐述磁力研磨法在金属、陶瓷和复合材料等不同材质工件的光整加工中的应用。一、磁力研磨法在金属工件的光整加工中的应用金属工件表面的光整加工是提高工件表面质量和精度的关键步骤之一。磁力研磨法通过在磁场中对金属工件表面施加磁力,驱动研磨粒子进行切削和研磨,从而实现对工件表面的精密修整。首先,磁力研磨法可以有效地改善金属工件表面的粗糙度。通过选择合适的研磨粒子和磁力条