
一种用于FDM打印挤出料惯性补偿的方法.pdf

映雁****魔王


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于FDM打印挤出料惯性补偿的方法.pdf
本发明涉及FDM打印技术领域内一种用于FDM打印挤出料惯性补偿的方法,其特征在于,在打印头打印至转弯点前一点D1至转弯点D2的打印路径中,将打印路径长度分为打印距离L1和预留距离L2,使L=L1+L2,将L1段的挤出量设为A1=(a2‑a1)*L1/L,将L2段的挤出量设定为0,其中,L为D1点到D2点的打印路径的直线长度L

用于FDM打印的工艺结构及打印方法.pdf
本发明一方面提供了一种用于FDM打印的工艺结构,包括:至少一个基座,以及通过升降装置与基座连接的支撑板,其中,支撑板的支撑面构造为水平表面。本发明还提供一种使用上述工艺结构的打印方法。本发明旨在提供结构简单并且工艺结构不会残留在打印部件上的用于FDM打印的工艺结构及打印方法。
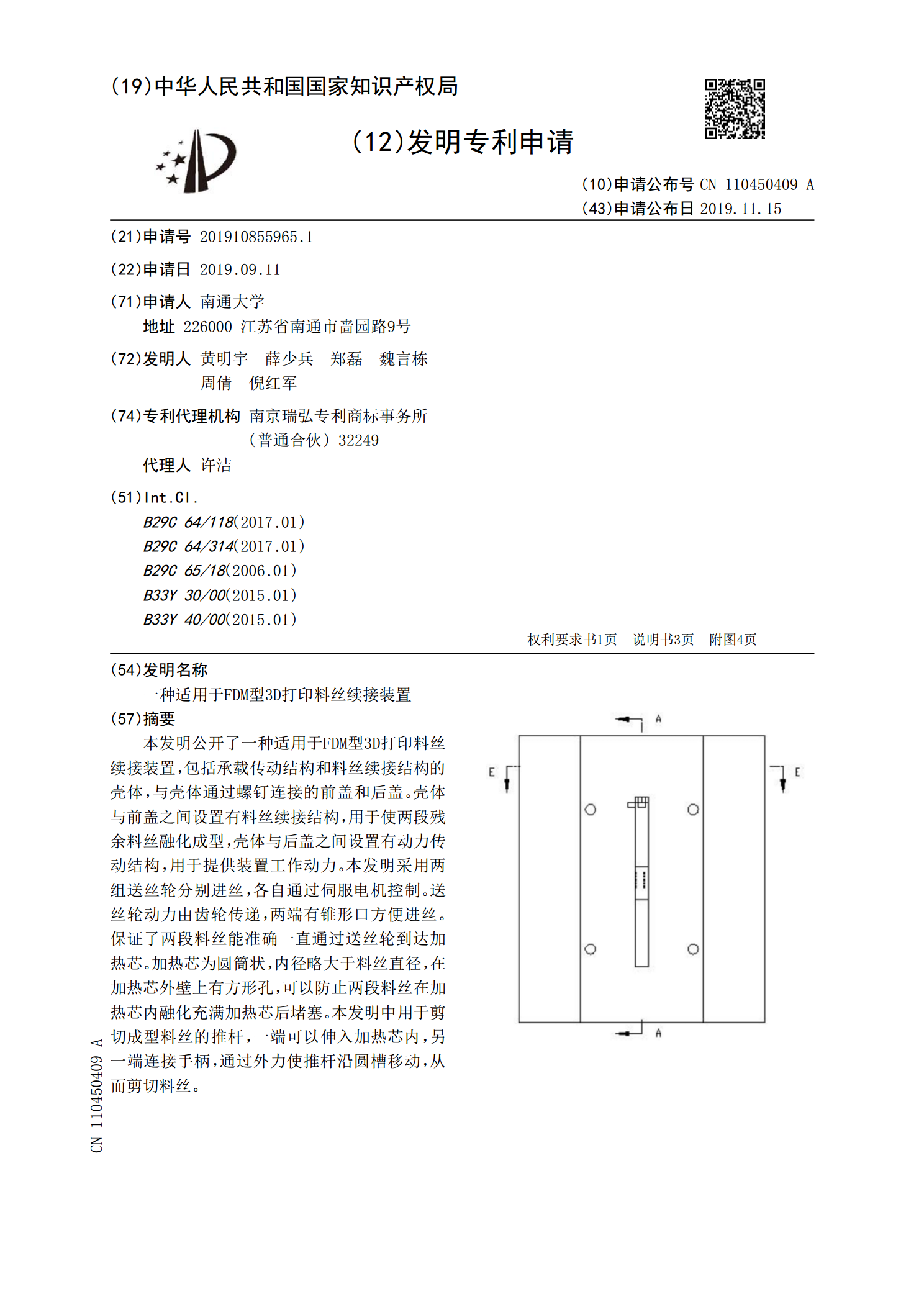
一种适用于FDM型3D打印料丝续接装置.pdf
本发明公开了一种适用于FDM型3D打印料丝续接装置,包括承载传动结构和料丝续接结构的壳体,与壳体通过螺钉连接的前盖和后盖。壳体与前盖之间设置有料丝续接结构,用于使两段残余料丝融化成型,壳体与后盖之间设置有动力传动结构,用于提供装置工作动力。本发明采用两组送丝轮分别进丝,各自通过伺服电机控制。送丝轮动力由齿轮传递,两端有锥形口方便进丝。保证了两段料丝能准确一直通过送丝轮到达加热芯。加热芯为圆筒状,内径略大于料丝直径,在加热芯外壁上有方形孔,可以防止两段料丝在加热芯内融化充满加热芯后堵塞。本发明中用于剪切成型
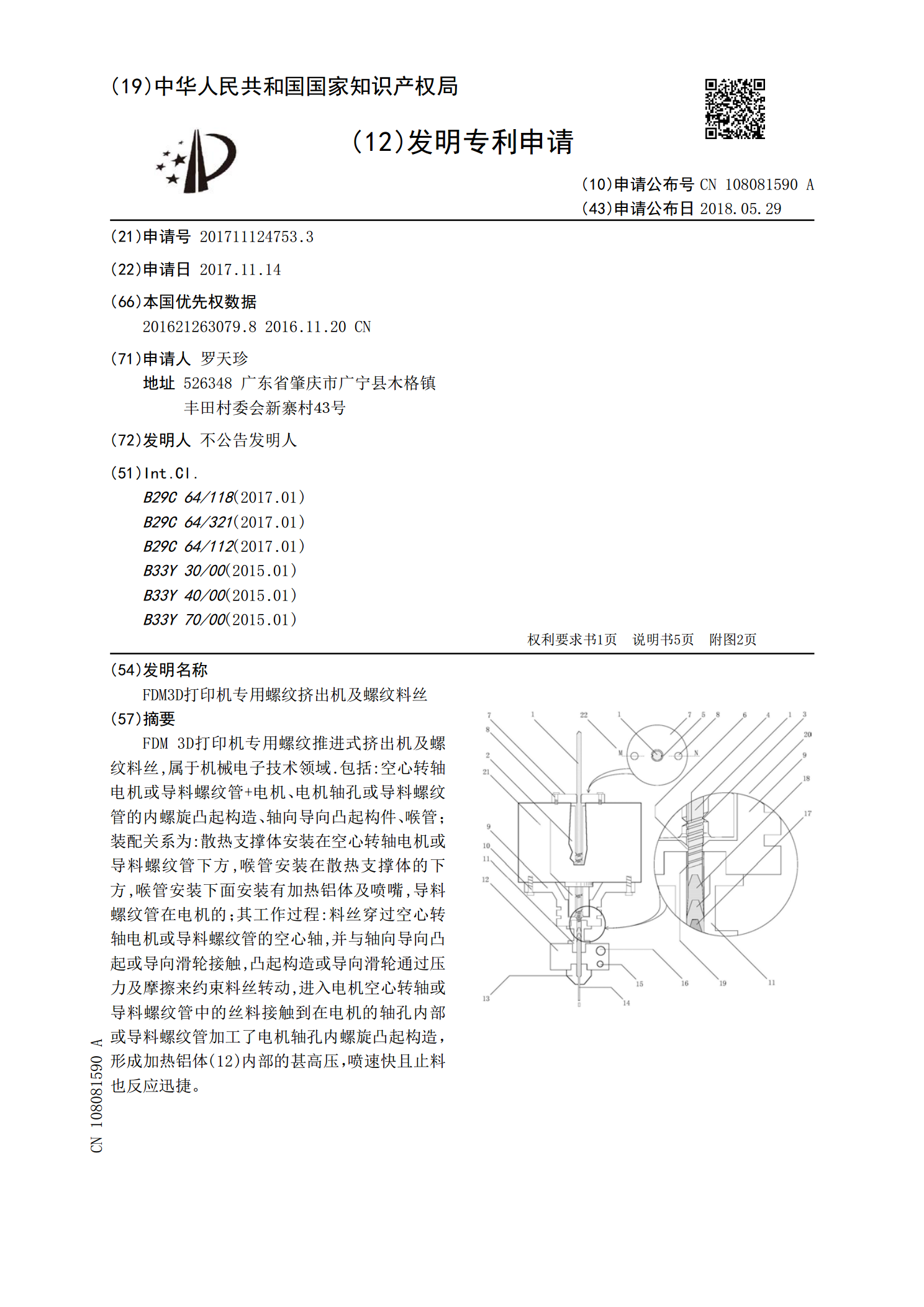
FDM3D打印机专用螺纹挤出机及螺纹料丝.pdf
FDM3D打印机专用螺纹推进式挤出机及螺纹料丝,属于机械电子技术领域.包括:空心转轴电机或导料螺纹管+电机、电机轴孔或导料螺纹管的内螺旋凸起构造、轴向导向凸起构件、喉管;装配关系为:散热支撑体安装在空心转轴电机或导料螺纹管下方,喉管安装在散热支撑体的下方,喉管安装下面安装有加热铝体及喷嘴,导料螺纹管在电机的;其工作过程:料丝穿过空心转轴电机或导料螺纹管的空心轴,并与轴向导向凸起或导向滑轮接触,凸起构造或导向滑轮通过压力及摩擦来约束料丝转动,进入电机空心转轴或导料螺纹管中的丝料接触到在电机的轴孔内部或导料

一种用于挤出机挤出料条的风干设备.pdf
本发明涉及一种用于挤出机挤出料条的风干设备,包括鼓风机、引风管和导风罩,所述的引风管将鼓风机气流引入导风罩内,在所述的导风罩上间隔设置有至少一对条形出风口,在所述的导风罩内靠一侧出风口位置设有加热元件,在所述的导风罩内还设有分流板,所述的分流板能够将导风罩分隔成两个腔室并分流引风管内气流进入分别进入两侧腔室,所述的加热元件置于其中一个腔室内;料条在经过该风干设备时,首先通过气流将大水珠吹落带走,之后经过热风将顽固的水珠蒸发以达到更好的风干效果。