
一种异形扁管成型工艺.pdf

一条****贺6


1/7

2/7
3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种异形扁管成型工艺.pdf
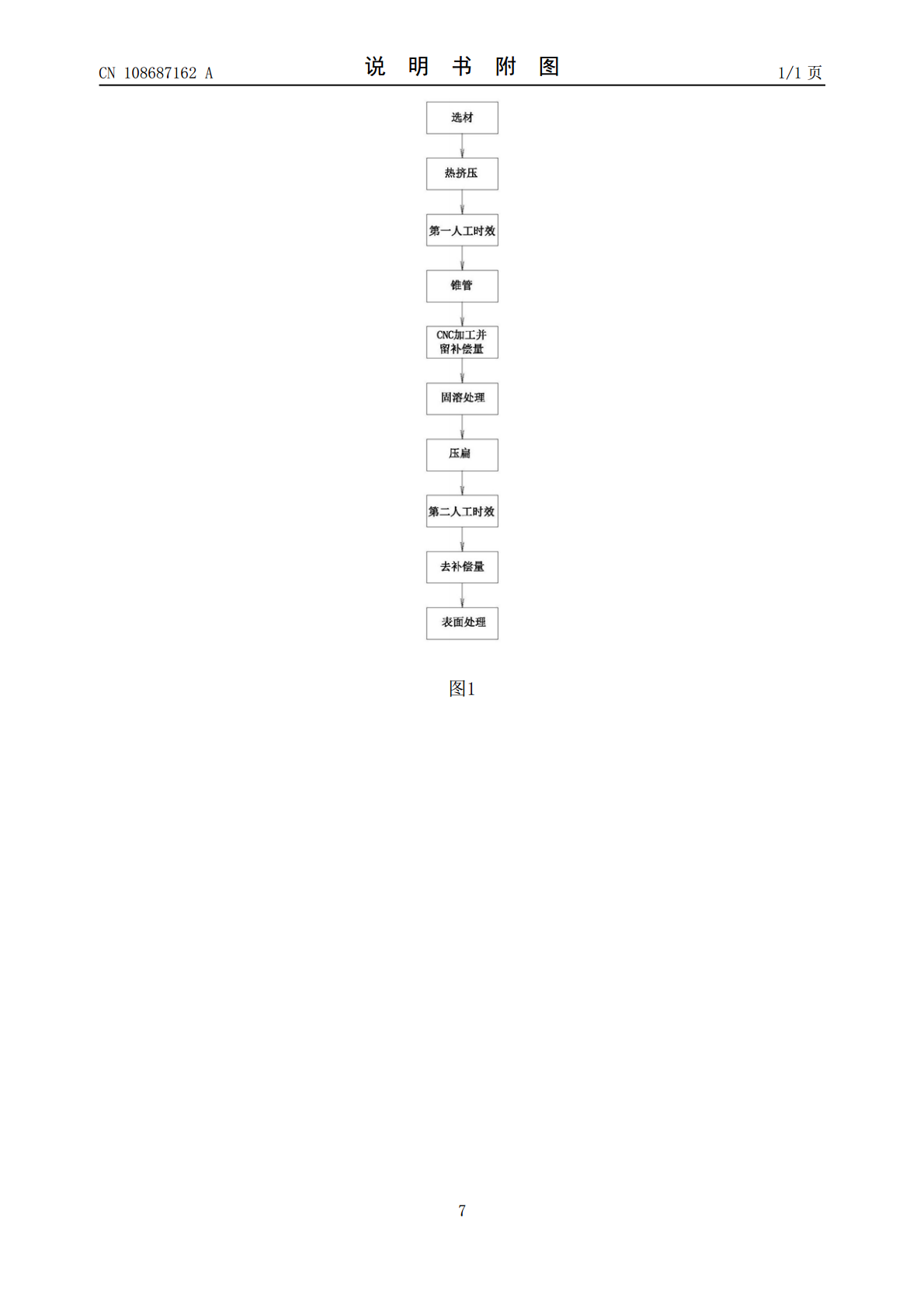
本发明公开了一种异形扁管成型工艺,原材料热挤得到直圆管;直圆管进行第一人工时效处理,温度150~260℃,时长2.4~3.5小时;直圆管锻打成锥管;切削锥管的壁面,并在椎管外壁上预留补偿量;锥管固溶处理,温度480~580℃,时长0.8~1.4小时;锥管的其中一端压扁成型;锥管进行第二人工时效处理,温度200~280℃,时长2.4~3.5小时;切削锥管上的补偿量,得到异形扁管。本发明用热处理方法使工件在加工过程中硬度多次切换,使各种冷加工可行,消除弹性变形影响;用补偿料法保证在冷加工时工件上不同位置的变形

一种异形镜框配方及成型工艺.pdf
本发明涉及一种异形镜框配方及成型工艺,异形镜框配方包括以下重量份的物质,EPS35?45份、高抗冲聚苯乙烯30?40份、抗冲击改性剂2?4份、抗紫外线剂0.1?1份、聚甲醛树脂0.5?2份、GPPS1?3份、硬脂酸钙0.1?0.5份、偶氮二甲酰胺0.1?1份、碳酸钙1?4份、稳定剂1?2份以及调色剂1?3份;镜框工艺包括混料、造粒、模具成型、冷却、压花、热转印贴膜、裁切、外框成型、外框冷却、外框切割、外框钉角、镜片组装和包装;本发明的有益效果是,通过改进的异形镜框配方包括EPS,增加了外框形状的多变性,降

一种铝扁管卧式挤压工艺.pdf
本发明涉及一种铝扁管卧式挤压工艺,采用原材料棒料,经过清洗、加热、保温处理,然后将处理好的棒料通过挤压,形成扁管。本发明降低了产品的缺陷,提高了生产效率,减少了生产成本,更加环保。

一种散热器扁管生产用成型装置.pdf
本发明公开了一种散热器扁管生产用成型装置,包括成型装置外壳体,所述成型装置外壳体的底端外表面上设置有支撑固定块,且支撑固定块有四个,所述成型装置外壳体的一侧外表面上设置有开关,所述成型装置外壳体的上端外表面上设置有前输送转轮,且前输送转轮有两个,所述前输送转轮的上端外表面上设置有第一固定螺母,且第一固定螺母有两个,所述第一固定螺母的中轴位置处设置有前连杆,且前连杆有两根,所述前连杆的一端设置有第六传动齿轮,且第六传动齿轮有两个,所述第六传动齿轮的一侧设置有第二固定连杆。本发明结构牢固稳定,提高了操作工人的

一种镁合金异形结构件成型工艺.pdf
本发明属于镁合金锻造技术领域,尤其是一种镁合金异形结构件成型工艺,步骤一,将92‑95质量比的金属镁、2‑3质量比的金属锌和3‑5质量比的金属铝一同放入锻炉内加热至620‑630摄氏度,使得金属镁、金属锌和金属铝均融化并混合。该镁合金异形结构件成型工艺,通过设置在镁合金成型过程使用去氧化皮设备,利用去氧化皮设备向镁合金的表面喷洒水珠,氧化铁皮在受到水的冲击后遇冷收缩,产生横向剪切力,使将氧化铁皮和镁合金本体剥离,同时,去氧化皮设备对剥离后的氧化铁皮进行吹离,使得氧化铁皮从镁合金的表面完全脱落,避免模锻压机