
热轧薄带钢精轧穿带倾斜预摆的生产实践.docx

是你****平呀


1/3
2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

热轧薄带钢精轧穿带倾斜预摆的生产实践.docx
热轧薄带钢精轧穿带倾斜预摆的生产实践【摘要】通过精轧F1咬钢时轧制力偏差变化来预判带钢跑偏方向及时对后机架倾斜做出调整确保带钢穿带稳定。【关键词】热轧薄板;轧制力偏差;辊缝偏差;倾斜预摆1.前言轧制薄规格带钢时由于换钢种、换规格、头部温度变化或粗轧5&7道次改变后的第一块钢带钢在精轧穿带时都会发生变化。如果轧机倾斜预摆不准确极易造成薄带钢板型不良、跑偏轧烂或堆钢现象严重影响了产品质量和成材率。2.F1轧制力偏差柱状图分析精
热轧薄带钢精轧穿带倾斜预摆的生产实践.docx
热轧薄带钢精轧穿带倾斜预摆的生产实践【摘要】通过精轧F1咬钢时轧制力偏差变化来预判带钢跑偏方向及时对后机架倾斜做出调整确保带钢穿带稳定。【关键词】热轧薄板;轧制力偏差;辊缝偏差;倾斜预摆1.前言轧制薄规格带钢时由于换钢种、换规格、头部温度变化或粗轧5&7道次改变后的第一块钢带钢在精轧穿带时都会发生变化。如果轧机倾斜预摆不准确极易造成薄带钢板型不良、跑偏轧烂或堆钢现象严重影响了产品质量和成材率。2.F1轧制力偏差柱状图分析精
一种热轧精轧多级穿带速度控制方法.pdf
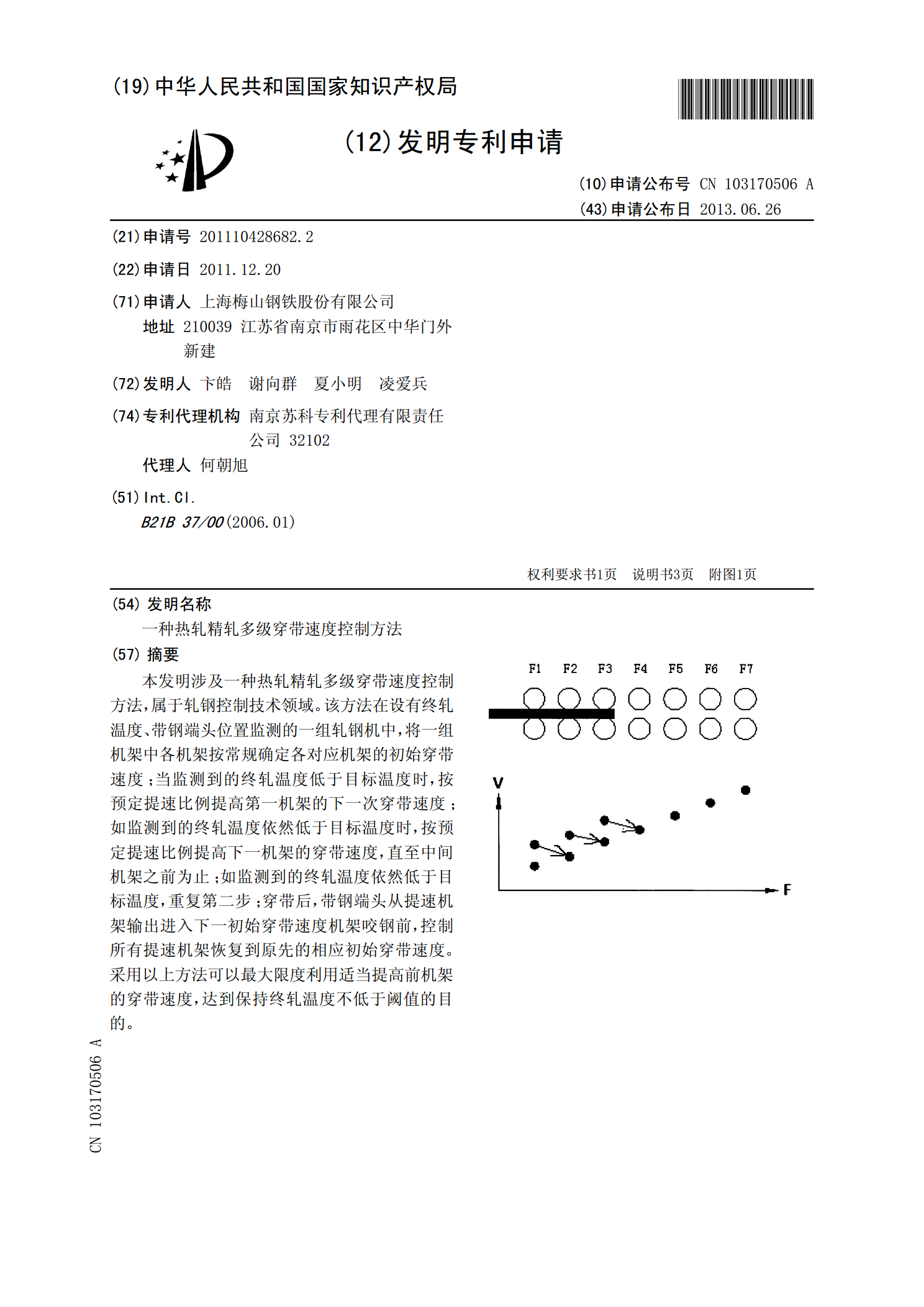
本发明涉及一种热轧精轧多级穿带速度控制方法,属于轧钢控制技术领域。该方法在设有终轧温度、带钢端头位置监测的一组轧钢机中,将一组机架中各机架按常规确定各对应机架的初始穿带速度;当监测到的终轧温度低于目标温度时,按预定提速比例提高第一机架的下一次穿带速度;如监测到的终轧温度依然低于目标温度时,按预定提速比例提高下一机架的穿带速度,直至中间机架之前为止;如监测到的终轧温度依然低于目标温度,重复第二步;穿带后,带钢端头从提速机架输出进入下一初始穿带速度机架咬钢前,控制所有提速机架恢复到原先的相应初始穿带速度。采用

一种热轧精轧多级穿带速度的控制方法.pdf
本发明涉及一种热轧精轧多级穿带速度的控制方法,主要解决现有热轧精轧带钢温度控制精度低的技术问题。本发明方法,包括以下步骤:S1、计算带钢在精轧机各机架的初始穿带速度;S2、计算带钢通过精轧机减速机架前的各机架时的速度;S3、确定精轧机升速机架减速后的带钢目标速度;S4、修正热轧精轧多级穿带速度的提升比例以及确定下次同类带钢温度提升修正值。本发明方法提高热轧精轧带钢温度控制精度满足终轧温度的要求。
双辊薄带铸轧技术.pptx
汇报人:CONTENTSPARTONEPARTTWO技术定义技术起源和发展历程技术原理和应用领域PARTTHREE技术优势技术挑战和解决方案技术前景和应用潜力PARTFOUR工艺流程简述关键技术详解设备和工艺参数PARTFIVE应用案例介绍生产效果和经济效益技术推广和社会效益PARTSIX技术发展方向和趋势未来研究和应用重点技术推广和产业发展的建议汇报人: