
浅谈金刚石磨轮修整机床磨边磨轮的改进.docx

莉娜****ua


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

浅谈金刚石磨轮修整机床磨边磨轮的改进.docx
浅谈金刚石磨轮修整机床磨边磨轮的改进《金刚石与磨料磨具工程》2017年第2期摘要:金刚石磨轮修整机床的磨边磨轮为内外两层外层磨轮为金属结合剂金刚石磨轮内层磨轮为树脂结合剂金刚石磨轮内层磨轮和外层磨轮同心布置。现介绍一种实用新型磨轮属于加工透镜磨边改善冶金工具其将磨边磨轮由原来的一个基体只有一个工作面改进为一个基体有多个工作面改进后工作效率提高实现了加工的高精度和高可靠性降低了生产成本。关键词:磨轮;工作效率;工作面0引言金刚石磨轮制造方
浅谈金刚石磨轮修整机床磨边磨轮的改进.docx
浅谈金刚石磨轮修整机床磨边磨轮的改进《金刚石与磨料磨具工程》2017年第2期摘要:金刚石磨轮修整机床的磨边磨轮为内外两层外层磨轮为金属结合剂金刚石磨轮内层磨轮为树脂结合剂金刚石磨轮内层磨轮和外层磨轮同心布置。现介绍一种实用新型磨轮属于加工透镜磨边改善冶金工具其将磨边磨轮由原来的一个基体只有一个工作面改进为一个基体有多个工作面改进后工作效率提高实现了加工的高精度和高可靠性降低了生产成本。关键词:磨轮;工作效率;工作面0引言金刚石磨轮制造方
金刚石磨边轮.pdf
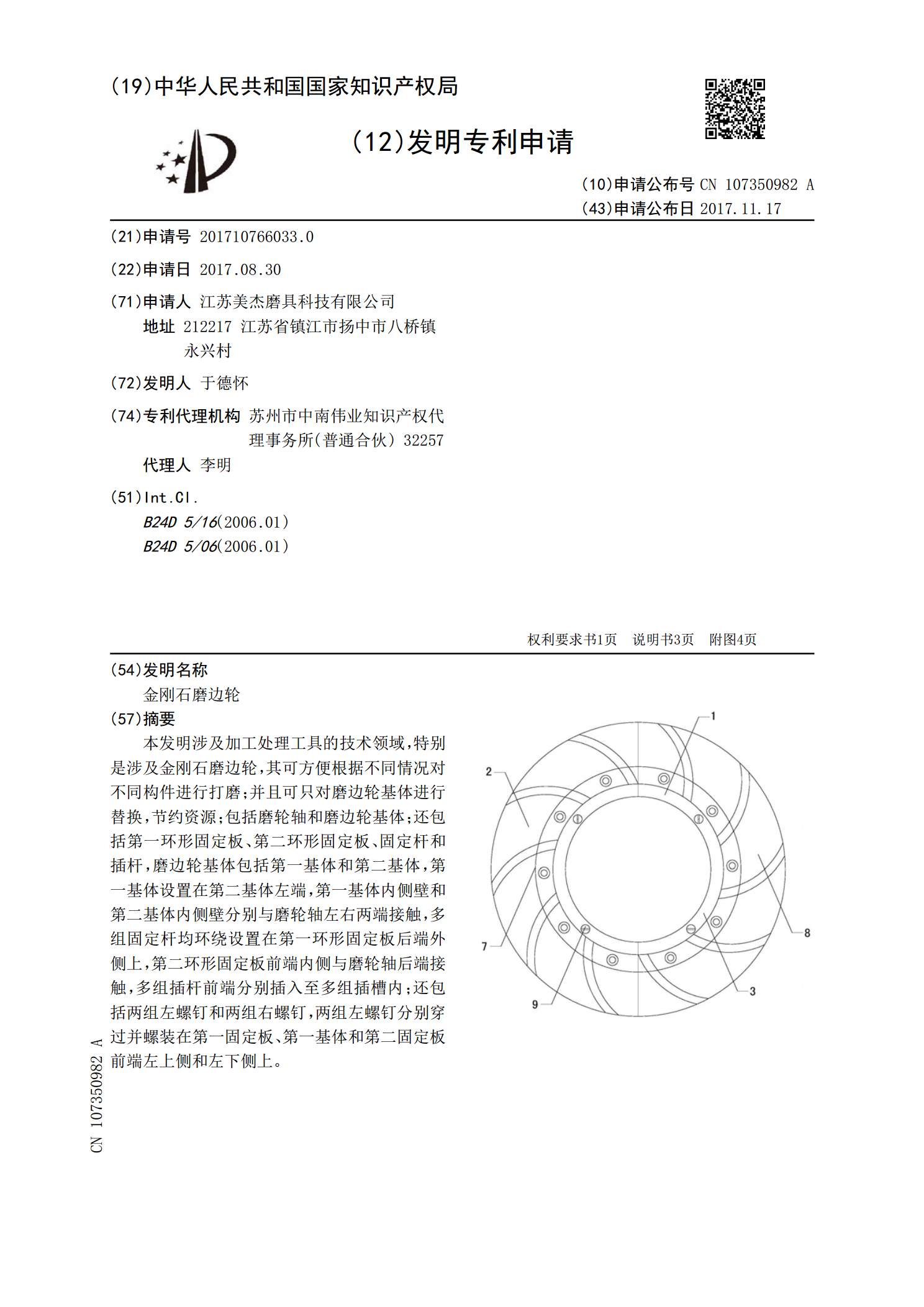
本发明涉及加工处理工具的技术领域,特别是涉及金刚石磨边轮,其可方便根据不同情况对不同构件进行打磨;并且可只对磨边轮基体进行替换,节约资源;包括磨轮轴和磨边轮基体;还包括第一环形固定板、第二环形固定板、固定杆和插杆,磨边轮基体包括第一基体和第二基体,第一基体设置在第二基体左端,第一基体内侧壁和第二基体内侧壁分别与磨轮轴左右两端接触,多组固定杆均环绕设置在第一环形固定板后端外侧上,第二环形固定板前端内侧与磨轮轴后端接触,多组插杆前端分别插入至多组插槽内;还包括两组左螺钉和两组右螺钉,两组左螺钉分别穿过并螺装在

一种干磨金刚石磨轮.pdf
本发明公开了一种干磨金刚石磨轮,属于建筑材料用磨具技术领域。该干磨金刚石磨轮包括磨轮基体和设于磨轮基体上的金刚石刀头,所述磨轮基体为圆盘状,磨轮基体的外边缘为环形平面;所述金刚石刀头为多个,均匀分布于磨轮基体的环形平面上;所述金刚石刀头为中部开设方形通孔的圆饼状结构;所述磨轮基体的环形平面上开设环形散热孔,环形散热孔的开设位置与每个金刚石刀头上方形通孔的位置相对应。本发明通过刀头和基体的特殊设计,使得磨轮可以更加有效的排屑,散热,解决了在无冷却水的环境中可持续工作问题,为广大施工人员解决在冷却条件苛刻的环
金刚石磨边工具.pdf
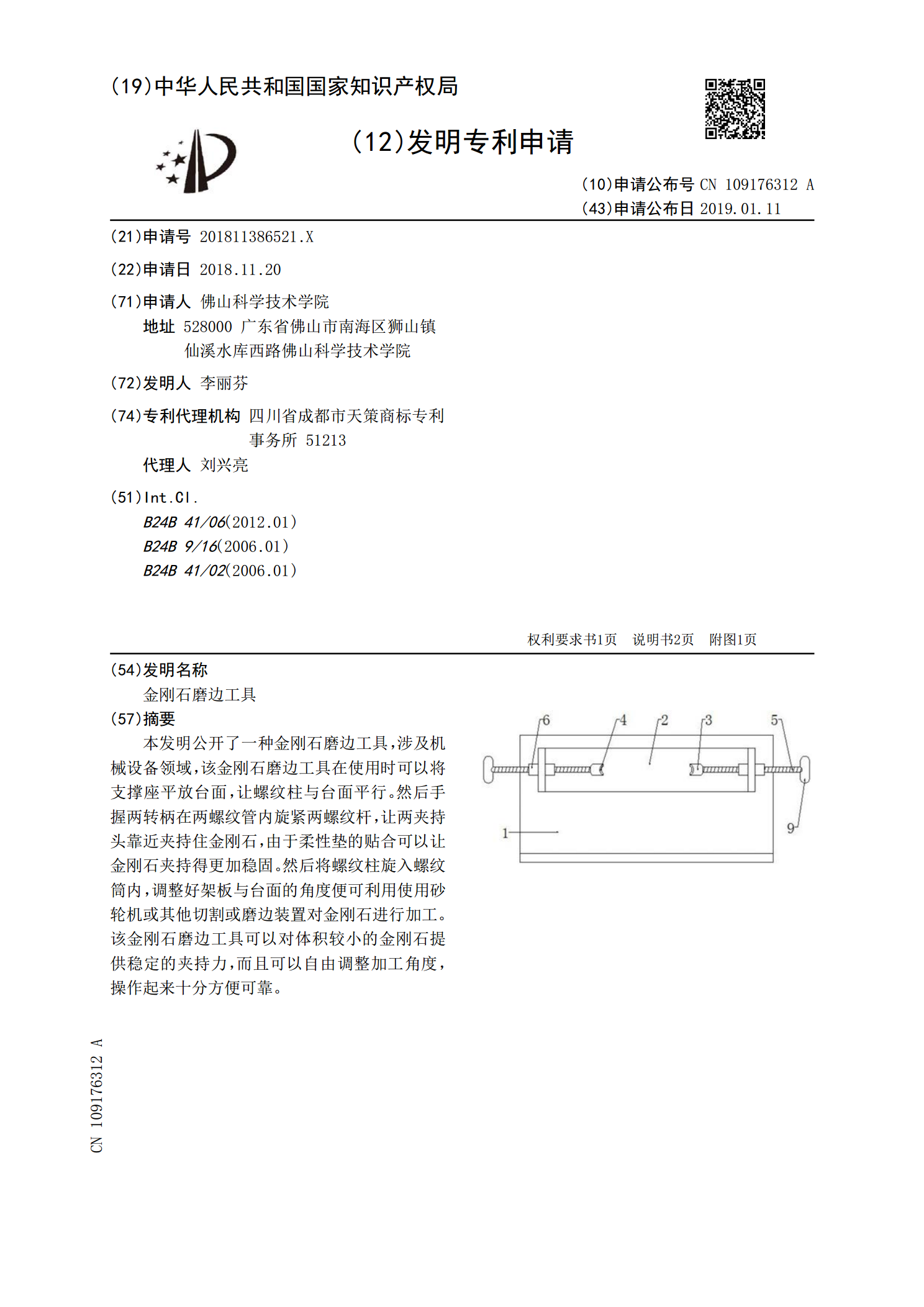
本发明公开了一种金刚石磨边工具,涉及机械设备领域,该金刚石磨边工具在使用时可以将支撑座平放台面,让螺纹柱与台面平行。然后手握两转柄在两螺纹管内旋紧两螺纹杆,让两夹持头靠近夹持住金刚石,由于柔性垫的贴合可以让金刚石夹持得更加稳固。然后将螺纹柱旋入螺纹筒内,调整好架板与台面的角度便可利用使用砂轮机或其他切割或磨边装置对金刚石进行加工。该金刚石磨边工具可以对体积较小的金刚石提供稳定的夹持力,而且可以自由调整加工角度,操作起来十分方便可靠。