
铝板无缝拼接方法.pdf

茂学****23


1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铝板无缝拼接方法.pdf
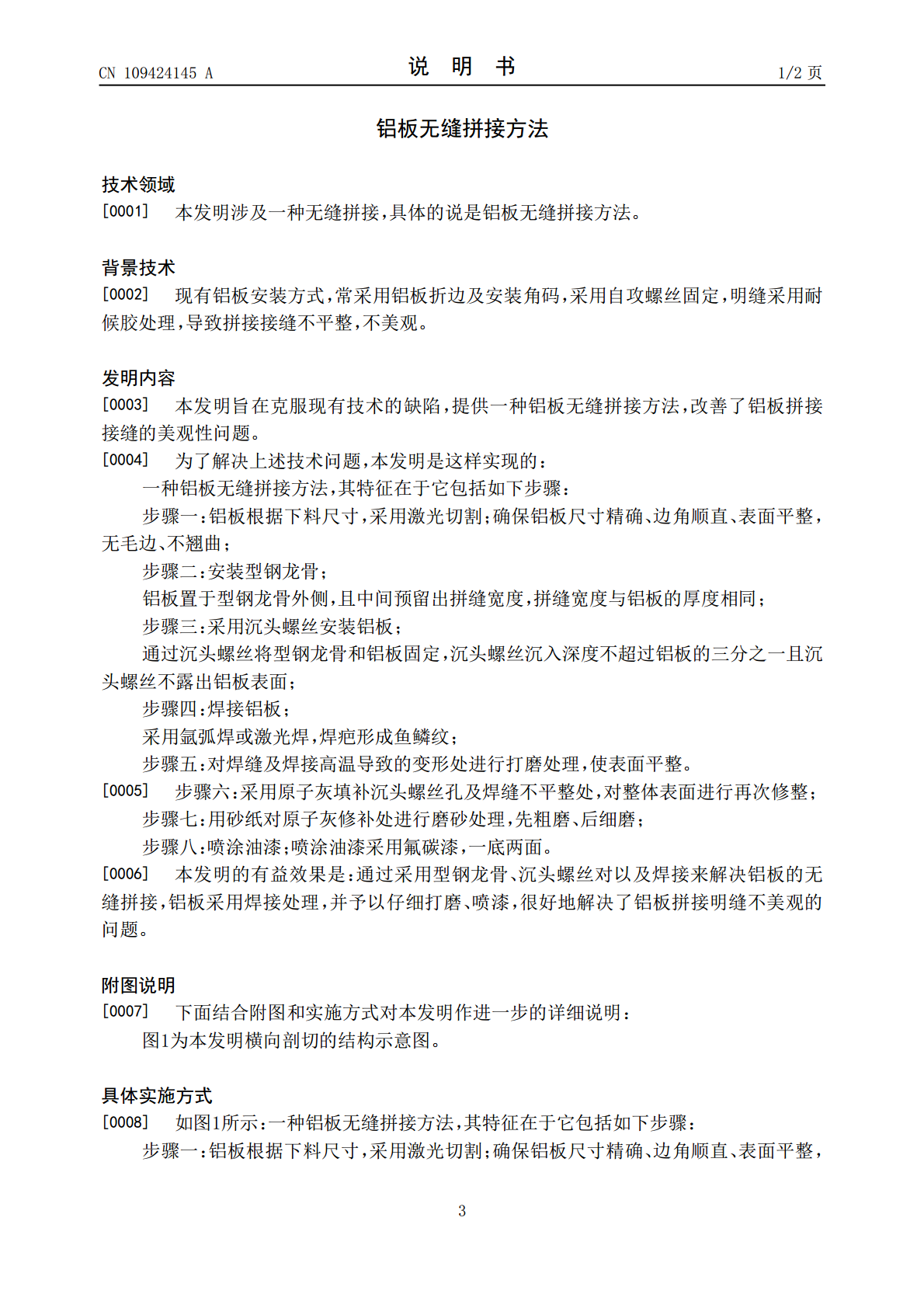
本发明涉及一种铝板无缝拼接方法,包括步骤:一:铝板根据下料尺寸,采用激光切割;确保铝板尺寸精确、边角顺直、表面平整,无毛边、不翘曲;二:安装型钢龙骨;铝板置于型钢龙骨外侧且中间预留出拼缝宽度,拼缝宽度与铝板的厚度相同;三:采用沉头螺丝安装铝板;四:焊接铝板;五:对焊缝及焊接高温导致的变形处进行打磨处理,使表面平整。六:采用原子灰填补沉头螺丝孔及焊缝不平整处,对整体表面进行再次修整;七:用砂纸对原子灰修补处进行磨砂处理,先粗磨、后细磨;八:喷涂油漆;本发明通过采用沉头螺丝固定、焊接以及原子灰修补打磨来解决铝
多色无缝拼接皮套生产方法.pdf
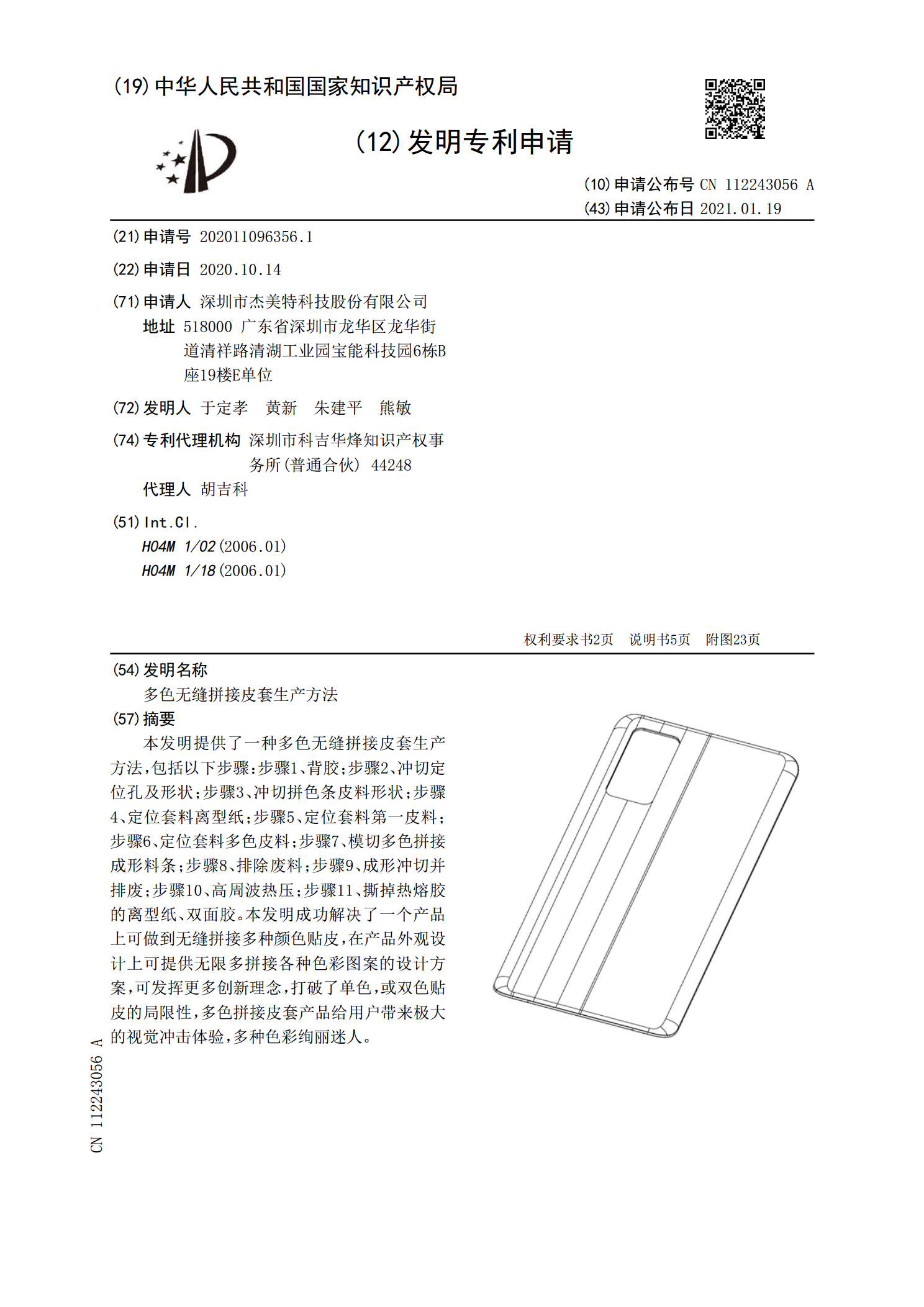
本发明提供了一种多色无缝拼接皮套生产方法,包括以下步骤:步骤1、背胶;步骤2、冲切定位孔及形状;步骤3、冲切拼色条皮料形状;步骤4、定位套料离型纸;步骤5、定位套料第一皮料;步骤6、定位套料多色皮料;步骤7、模切多色拼接成形料条;步骤8、排除废料;步骤9、成形冲切并排废;步骤10、高周波热压;步骤11、撕掉热熔胶的离型纸、双面胶。本发明成功解决了一个产品上可做到无缝拼接多种颜色贴皮,在产品外观设计上可提供无限多拼接各种色彩图案的设计方案,可发挥更多创新理念,打破了单色,或双色贴皮的局限性,多色拼接皮套产品

ps无缝拼接教程_ps怎么做无缝拼接.docx
ps无缝拼接教程_ps怎么做无缝拼接1、第一步,我们打开素材,我选择这两张图层,把其中一张复制到另一张上,调整大小,放到合适位置。可以直接拖动一个过去,也可以全选—复制粘贴到另外一个图层。2、第二步,如图所示,在界面的右下方有一个圆圈形状的东西按钮,如果把鼠标放在上边稍等片刻会显示它的名称,箭头指的按钮就是蒙版工具,今天我们的主角3、第三步,点击一下这个蒙版按钮,发现图层的右边多出来有一个图层,中间有个链条连接起来。说明我们的蒙版添加成功了,操作的时候要首先宣传后边的这个蒙版,不要点击前边的图层上边。4、

无缝拼接参数.docx
46’无缝拼接以及各种主流拼接墙之间的对比面板对角线尺寸46"类型VD-PVA(DID)分辨率1366*768点距0.7455(H)*0.7455(V)亮度(标准值)700cd/m2对比度3000:1可视角度(水平/垂直)178/178响应时间(灰阶)8ms色域(CIE1931)72%连接方式PC输入VGA/DVI/BNC视频输入CVBS/HDMI网络功能X音箱(可选)N/A电源功耗(最大)300W待机功耗(最大)5W(节能模式开)电源管理AC100-240V~(+/-10%),50/60Hz机械指标VE

长图无缝拼接的app [三星,高纬度谋无缝拼接市场].docx
长图无缝拼接的app[三星,高纬度谋无缝拼接市场]三星认为,随着市场对无缝拼接视频墙等液晶大屏的热情高涨,液晶成为主流大屏显示的进程将提速。寒流并没有封冻视听集成设备“粉丝”们的热情。11月9日,天降大雪,在北京农业展览馆新馆外,等待安检后进馆参观“中国国际视听集成设备与技术展”的观众排成了长龙。同样“火爆”的是参展企业,来自16个国家的200多家视听设备生产商和供应商展示了他们的最新产品,其中尤以“大屏显示墙”最为抢眼。几乎每家都竖起了各种各样的巨大“视频墙”、等离子大屏幕和LED大显示器。在眼花缭乱的