
一种多滑块排位热嘴结构注塑模具.pdf

邻家****曼玉

1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种多滑块排位热嘴结构注塑模具.pdf
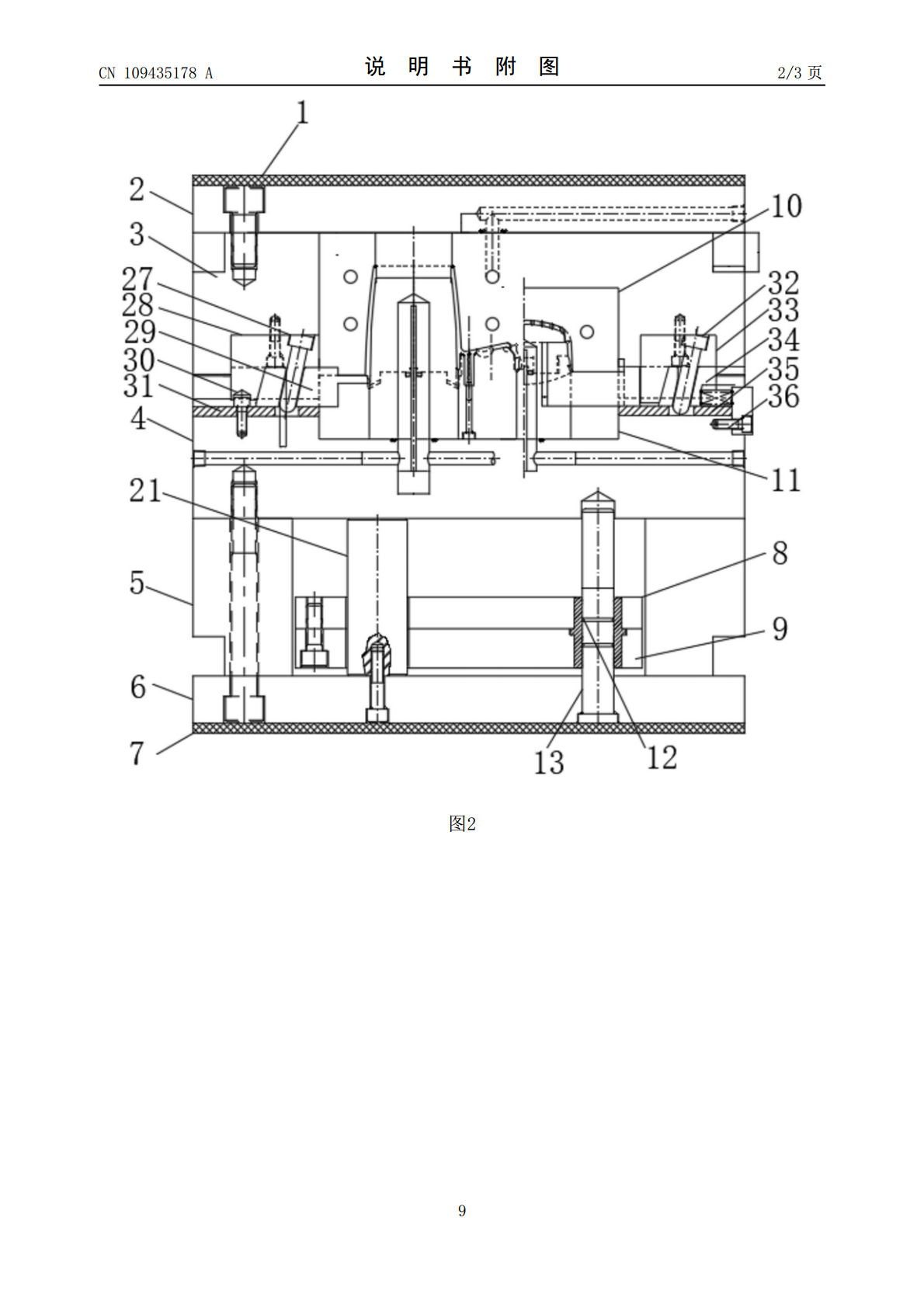
本发明提供了一种多滑块排位热嘴结构注塑模具,包括模具流道组件、模具定模组件、模具动模组件、模具顶出复位组件包、模具第一滑块机构、模具第二滑块机构、模具第三滑块机构,模具采用一模两穴,热流道通咀潜伏进胶方式,且模具两次分型打开,实现产品的自动化注塑生产,且模具结构简单,能可靠地实现产品的后模侧面的抽芯脱模及产品留于后模上后,由于采用热流道进胶,极大保证了产品外观质量,同时有效的减少了废料的产生,以及后模顶块的使用,保证了注塑产品外观面不出现痕迹,整体对比,模具结构简单合理,有效缩短了注塑成型周期,降低生产成

一种注塑模具多滑块配合成型结构.pdf
本发明公开了一种注塑模具多滑块配合成型结构,包括第一滑块,及位于第一滑块对侧的第二滑块,第一滑块和第二滑块之间设有在成型时与二者对靠在一起的第三滑块,第三滑块包括第三滑块镶件和与第三滑块镶件可拆卸连接的第三滑块本体,第三滑块本体上设有从上往下内凹的第三连接槽,第三连接槽上设有第三螺丝孔,第三滑块镶件上设有从上往下插入第三连接槽中的第三凸台,第三凸台上设有与第三螺丝孔相对应的第三固定孔,第三滑块镶件上设有穿过第三固定孔并与第三螺丝孔连接从而将第三滑块镶件固定在第三滑块本体上的山打螺丝,所述山打螺丝的螺杆与第

一种油唧行位热嘴注塑模具结构.pdf
本发明提供了一种油唧行位热嘴注塑模具结构,包括模具流道组件、模具定模组件、模具动模组件、模具侧面产品成型组件、模具限位回复组件、模具驱动组件,模具采用一模一穴,采用热流道尖咀进胶方式,分两次分型打开,能可靠地实现产品的前模侧面的抽芯脱模及后模油缸隧道抽芯,保证了产品留于后模上,由于模具采用了前模滑块,后模油缸隧道抽芯,极大保证了产品外观质量,有效降低了模具的生产制造成本,缩短模具的生产制造周期。

具有热嘴两次无顶出结构热嘴模具的注塑设备.pdf
本发明提供了一种具有热嘴两次无顶出结构热嘴模具的注塑设备,该热嘴两次无顶出结构热嘴模具,包括模具流道组件、模具定模组件、模具动模组件、模具滑块退出机构,模具采用一模四穴,热流道点进胶方式,模具两次分型打开,实现产品的自动化注塑生产,且模具结构简单,能可靠地实现产品的前模侧面的抽芯脱模及产品留于后模上,由于模具采用无顶出机构简单高效地脱模,有效降低了模具的生产制造成本,缩短模具的生产制造周期.以及热流道的使用,有效减少了水口料的产生,提高注塑质量,减少注塑产品生产周期。
一种注塑模具用多滑块联动机构.pdf
本实用新型公开一种注塑模具用多滑块联动机构,其特征在于:所述的机构包括滑动连接在动模部分(1)内的驱动滑块(2),所述驱动滑块(2)上开设有斜导孔,在定模部分(3)上则设置有与所述斜导孔相匹配的斜导柱(4),合模时,动模部分(1)和定模部分(3)上的动模仁和定模仁合围形成型腔,所述驱动滑块(2)朝向型腔的一端设置有第一滑块(5),所述第一滑块(5)的端部设置有连接端头(6),所述连接端头(6)的断面成等腰梯形状,在连接端头(6)的两侧分别通过燕尾槽活动连接有第二滑块(7),所述第二滑块(7)同样滑动连接在