
一种高镁铝合金超厚板及其控制工艺.pdf

闪闪****魔王


1/6
2/6

3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高镁铝合金超厚板及其控制工艺.pdf
本发明公开了一种高镁铝合金超厚板控制工艺,包括:铸锭铣面;对铣面后的所述铸锭加热,而后进行热锻压碾平;对热锻压后的锻件再次铣面找平;对铣面后的所述锻件进行加热,而后热轧至成品规格。应用本发明提供的高镁铝合金超厚板控制工艺,由于热锻压时主要是对铸锭宽度方向进行锻压,且铸锭厚度预留,因此锻压后重新进行铣面再进行加热轧制,对于铸锭带来的内部疏松缺陷大小的改变起到极大作用,再经过热轧大变形量的轧制,其板材内部疏松缺陷大小可符合A级探伤标准要求。本发明还提供了一种由上述控制方法制成的高镁铝合金超厚板。通过上述控制方
一种镁铝合金电镀工艺及其装置.pdf
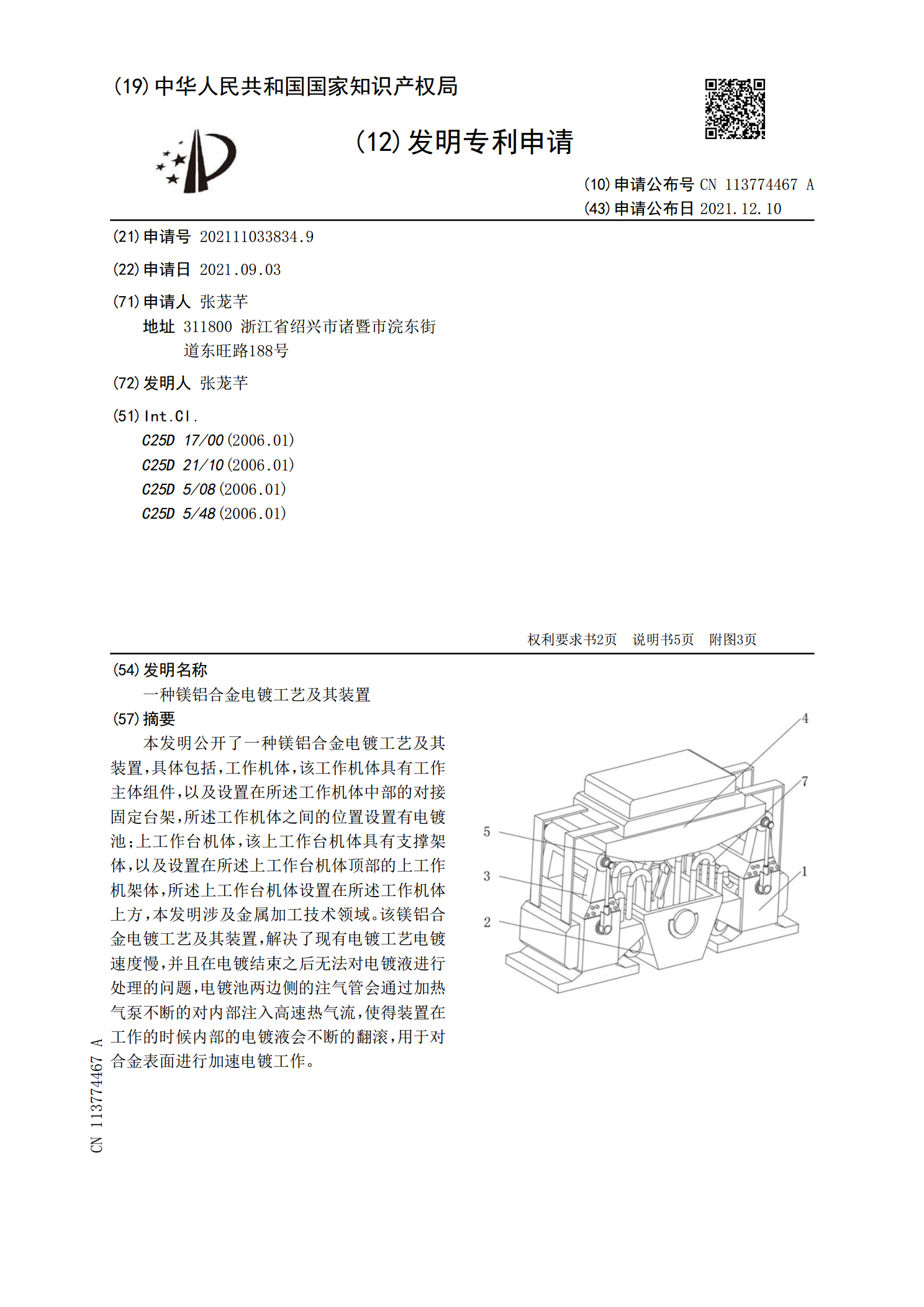
本发明公开了一种镁铝合金电镀工艺及其装置,具体包括,工作机体,该工作机体具有工作主体组件,以及设置在所述工作机体中部的对接固定台架,所述工作机体之间的位置设置有电镀池;上工作台机体,该上工作台机体具有支撑架体,以及设置在所述上工作台机体顶部的上工作机架体,所述上工作台机体设置在所述工作机体上方,本发明涉及金属加工技术领域。该镁铝合金电镀工艺及其装置,解决了现有电镀工艺电镀速度慢,并且在电镀结束之后无法对电镀液进行处理的问题,电镀池两边侧的注气管会通过加热气泵不断的对内部注入高速热气流,使得装置在工作的时候

超厚板焊接工艺.docx
超厚板焊接工艺要求:平面度要求在8~10mm,且要保证钢板焊接后的材料性能。(1)焊接钢板的数量及尺寸?采用3块钢板制成,宽度方向分别为1900mm、1900mm以及1050mm,长度方向为4830mm,两两对接。考虑焊接收缩量的问题,预留9mm余量。制作完工后,发现收缩量为10~12mm,因工件加工余量为25~30mm,最大3mm误差,故不影响加工使用。(2)焊接方法及坡口形式?一般厚板的焊接方法有电渣焊、埋弧焊、气体保护焊及焊条电弧焊等。考虑企业的现有条件以及各种焊接方法的效率问题,采用CO2气体保护

一种高镁铝合金熔体净化处理工艺.pdf
本发明实施例提供了一种高镁铝合金熔体净化处理工艺,其包括:电解铝液预处理;精炼;在线除气除渣。本发明实施例提供的一种高镁铝合金熔体净化处理工艺,先采用块状氟化铝在出铝时对电解铝液进行预处理,去除Na等碱金属及部分夹渣;在熔保炉内通过采用PRO颗粒精炼剂进行精炼进一步去除Na等碱金属并除气除渣。采用PRO颗粒精炼剂除Na等碱金属及除气除渣效果好而且Mg损失小、污染小。生产方法适用于工业批量化生产。

一种抗硫厚板及其焊接工艺.pdf
本发明公开了一种抗硫厚板及其焊接工艺,抗硫厚板冶炼方法采用电炉+炉外精炼方式冶炼,质量优良:化学成分满足:锰含量≤1.35%,硫含量≤0.003%;晶粒度达到6级或6级以上;力学性能采用全位置加工拉伸试样、冲击试样、硬度、金相试样、化学分析试样等方案,可以全面检验材质的力学性能,切实保证材料质量,以满足设计选材的要求。焊接工艺采用双丝窄间隙埋弧焊工艺,与传统埋弧焊工艺相比较其积极效果是:坡口角度小,熔敷金属少,可节约焊材、减少电能;采用双丝焊接,速度快,效率高,可降低成本,缩短工期;由于坡口较小,可减少焊