
回旋管谐振腔焊接方法.pdf

是雁****找我


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
回旋管谐振腔焊接方法.pdf
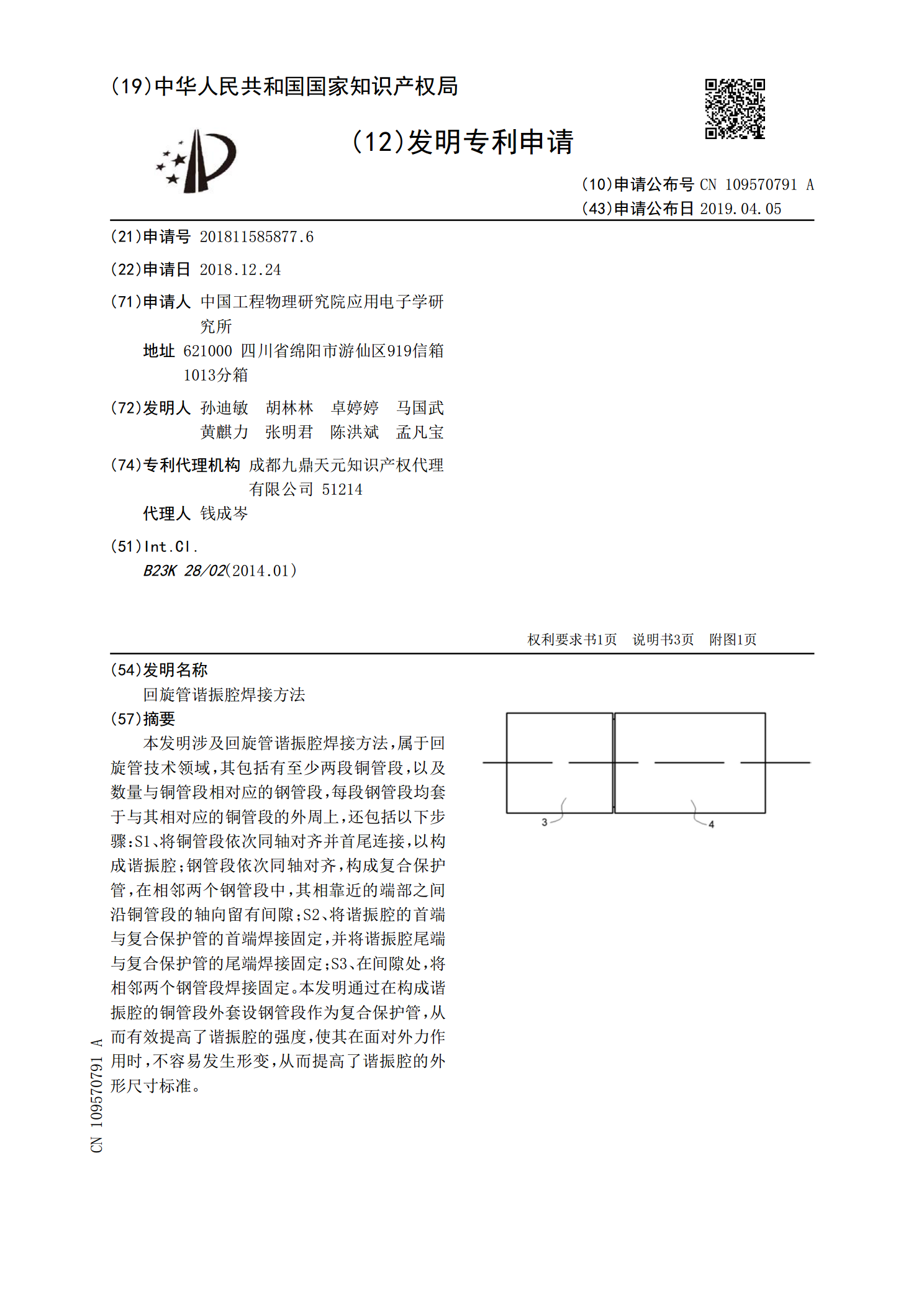
本发明涉及回旋管谐振腔焊接方法,属于回旋管技术领域,其包括有至少两段铜管段,以及数量与铜管段相对应的钢管段,每段钢管段均套于与其相对应的铜管段的外周上,还包括以下步骤:S1、将铜管段依次同轴对齐并首尾连接,以构成谐振腔;钢管段依次同轴对齐,构成复合保护管,在相邻两个钢管段中,其相靠近的端部之间沿铜管段的轴向留有间隙;S2、将谐振腔的首端与复合保护管的首端焊接固定,并将谐振腔尾端与复合保护管的尾端焊接固定;S3、在间隙处,将相邻两个钢管段焊接固定。本发明通过在构成谐振腔的铜管段外套设钢管段作为复合保护管,从
回旋管收集极收集轮廓设计方法及回旋管收集极和回旋管.pdf
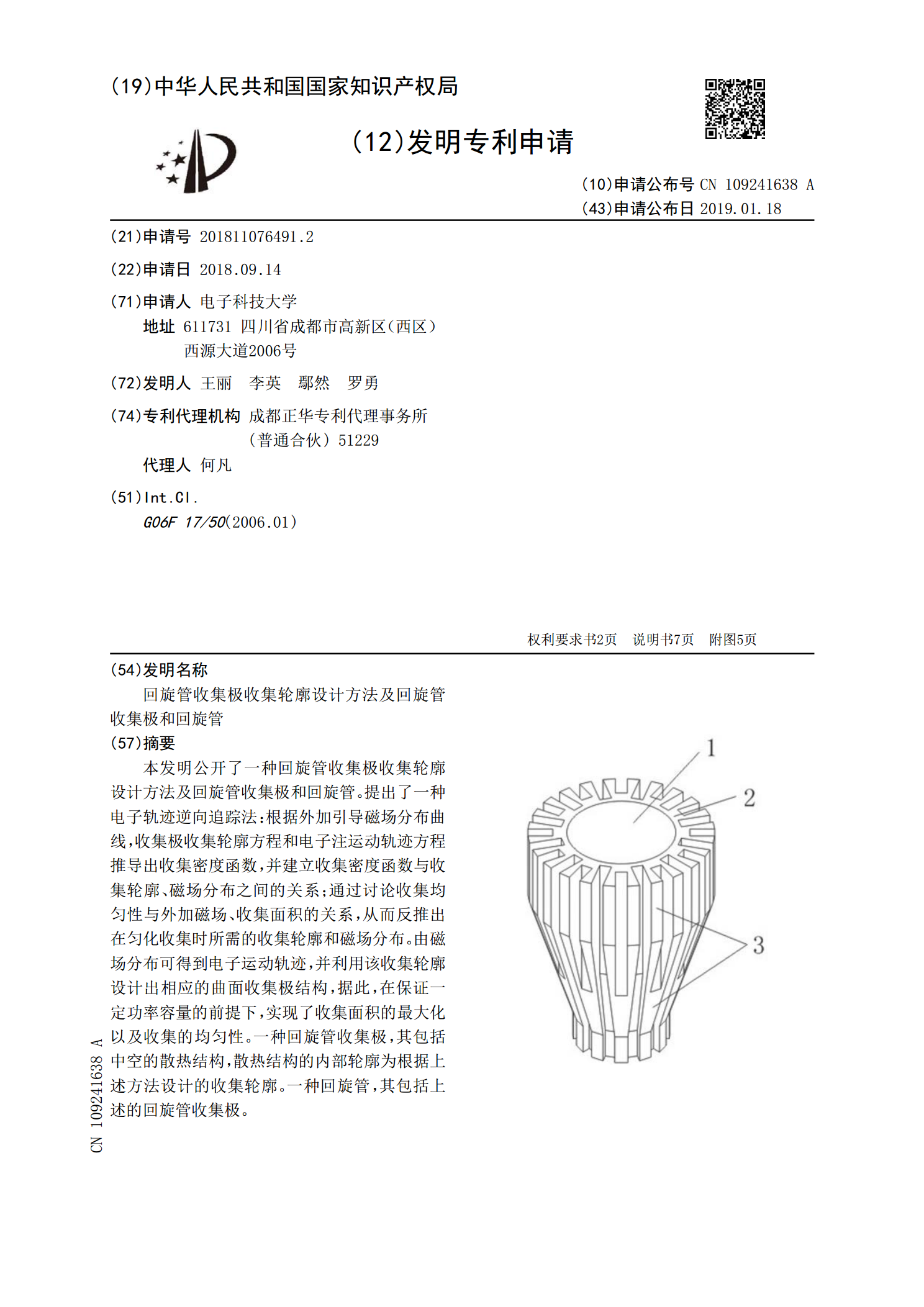
本发明公开了一种回旋管收集极收集轮廓设计方法及回旋管收集极和回旋管。提出了一种电子轨迹逆向追踪法:根据外加引导磁场分布曲线,收集极收集轮廓方程和电子注运动轨迹方程推导出收集密度函数,并建立收集密度函数与收集轮廓、磁场分布之间的关系;通过讨论收集均匀性与外加磁场、收集面积的关系,从而反推出在匀化收集时所需的收集轮廓和磁场分布。由磁场分布可得到电子运动轨迹,并利用该收集轮廓设计出相应的曲面收集极结构,据此,在保证一定功率容量的前提下,实现了收集面积的最大化以及收集的均匀性。一种回旋管收集极,其包括中空的散热结

双层管的焊接方法.pdf
本发明公开了一种双层管的焊接方法,具体焊接方法如下:准备双层管,双层管包括内管和外管,外管上套有外管套筒,内管包括左内管、右内管,外管包括左外管和右外管;左内管和右内管端面紧贴对齐,左外管和右外管之间留有间隙,外管套筒套移至左外管或右外管上,露出左外管和右外管之间的间隙;按对焊要求对左内管、右内管进行焊前报验。对左内管、右内管的连接处进行焊接。对焊接后的内管焊缝进行打磨清洁。按搭焊要求对左外管、右外管进行焊前报验。将外管套筒移到第一步所述的间隙外侧,分别对左外管与外管套筒,右外管和外管套筒的连接处进行焊接
保温管焊接装置及焊接方法.pdf
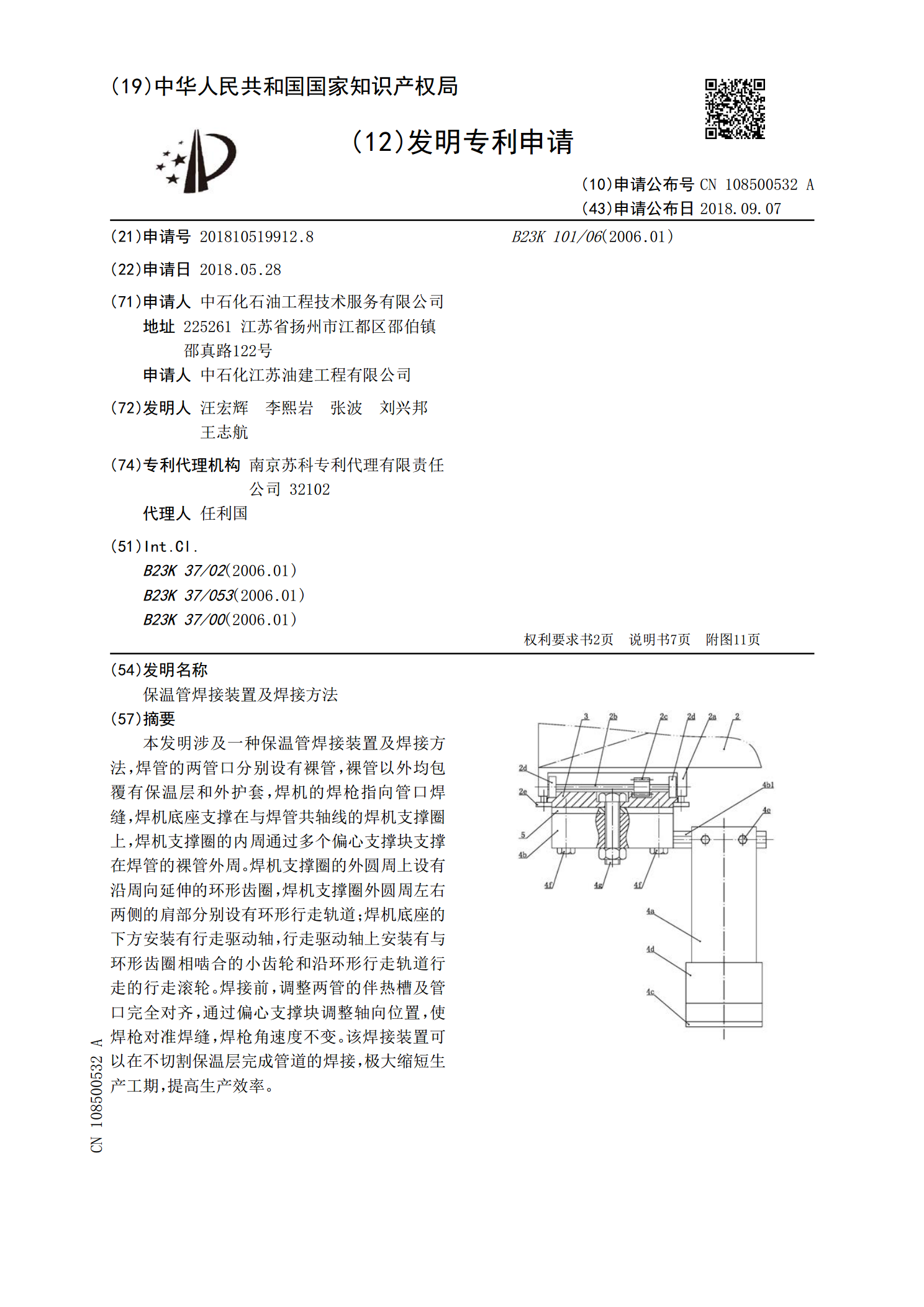
本发明涉及一种保温管焊接装置及焊接方法,焊管的两管口分别设有裸管,裸管以外均包覆有保温层和外护套,焊机的焊枪指向管口焊缝,焊机底座支撑在与焊管共轴线的焊机支撑圈上,焊机支撑圈的内周通过多个偏心支撑块支撑在焊管的裸管外周。焊机支撑圈的外圆周上设有沿周向延伸的环形齿圈,焊机支撑圈外圆周左右两侧的肩部分别设有环形行走轨道;焊机底座的下方安装有行走驱动轴,行走驱动轴上安装有与环形齿圈相啮合的小齿轮和沿环形行走轨道行走的行走滚轮。焊接前,调整两管的伴热槽及管口完全对齐,通过偏心支撑块调整轴向位置,使焊枪对准焊缝,焊
管接口的焊接方法.pdf
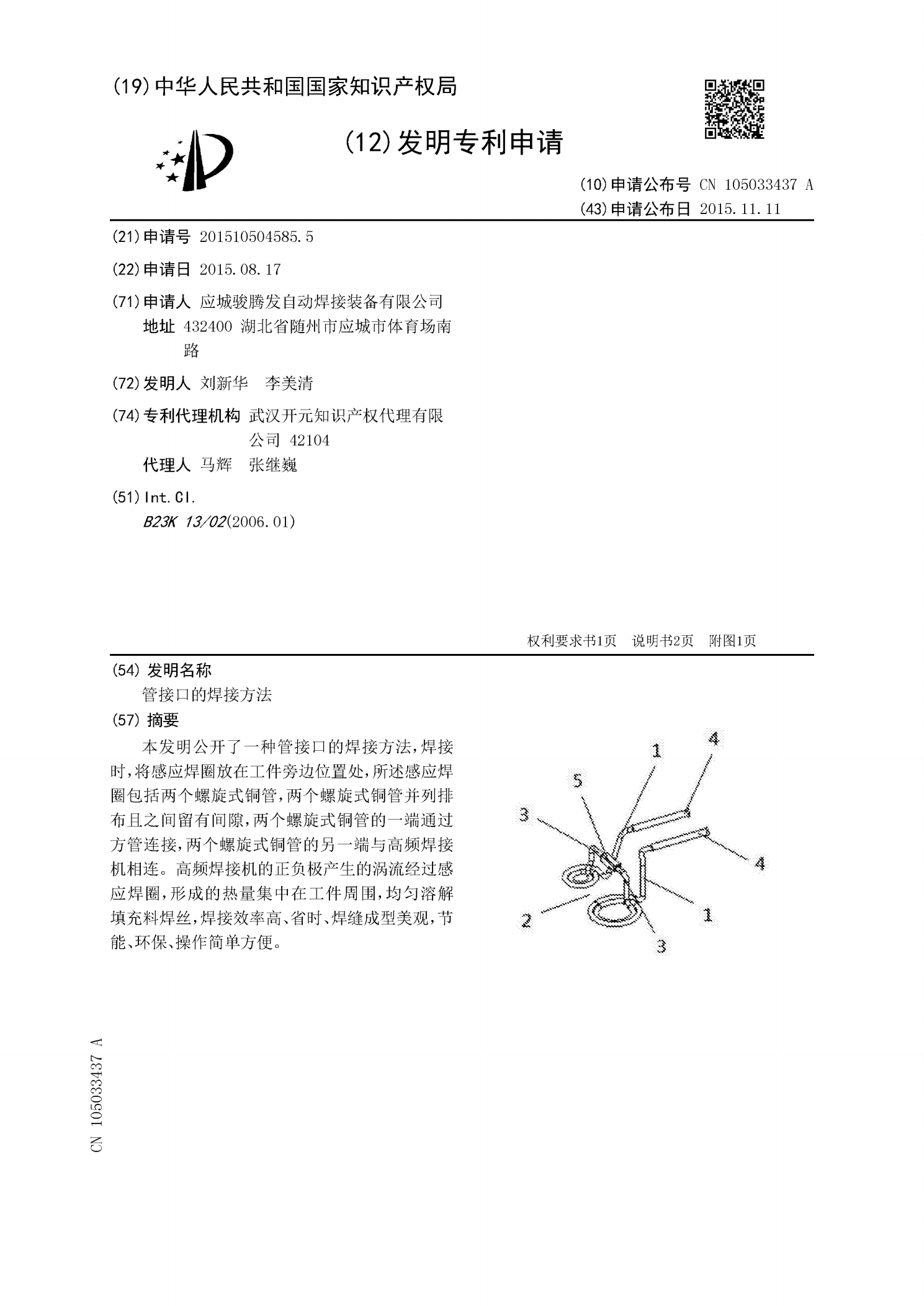
本发明公开了一种管接口的焊接方法,焊接时,将感应焊圈放在工件旁边位置处,所述感应焊圈包括两个螺旋式铜管,两个螺旋式铜管并列排布且之间留有间隙,两个螺旋式铜管的一端通过方管连接,两个螺旋式铜管的另一端与高频焊接机相连。高频焊接机的正负极产生的涡流经过感应焊圈,形成的热量集中在工件周围,均匀溶解填充料焊丝,焊接效率高、省时、焊缝成型美观,节能、环保、操作简单方便。