
冷轧带钢加工工艺.pdf

努力****梓颖


1/10

2/10

3/10
4/10

5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

冷轧带钢加工工艺.pdf
本发明公开了冷轧带钢加工工艺,涉及冷轧带钢生产加工技术领域,旨在解决退火工艺中乳化液不能完全挥发,在退火过程中分解为难挥发的物质,最后沉积在带钢表面形成黑斑,影响带钢表面质量的问题。其技术方案要点是,经过酸洗、去酸、冷轧、润滑、吹扫以及退火等工艺,轧制油包括按质量百分数含量计的如下组分,基础油70‑90%、复合极压抗磨剂1‑2%、乳化剂6‑13%、调质剂1.5‑6.5%、稳定剂1.5‑8.5%。轧制油在轧制过程中提供保护油膜,避免带钢与轧辊直接接触,起到轧制润滑作用,还具有冷却的作用,提高带钢表面质量。轧

带钢冷轧生产工艺.ppt
冷轧工艺教材(注意保密)课程主要内容1冷轧工艺流程冷轧工艺流程冷轧工艺流程冷轧工艺流程冷轧工艺流程冷轧工艺流程冷轧工艺流程冷轧工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程冷轧工艺流程主要产品介绍主要产品介绍公差要求产品介绍冷轧生产需保证主要因素欢迎大家批评指正!

带钢冷轧生产工艺.ppt
冷轧工艺教材(注意保密)课程主要内容1冷轧工艺流程冷轧工艺流程冷轧工艺流程冷轧工艺流程冷轧工艺流程冷轧工艺流程冷轧工艺流程冷轧工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程工序工艺流程冷轧工艺流程主要产品介绍主要产品介绍公差要求产品介绍冷轧生产需保证主要因素欢迎大家批评指正!
一种冷轧带钢的生产加工工艺.pdf
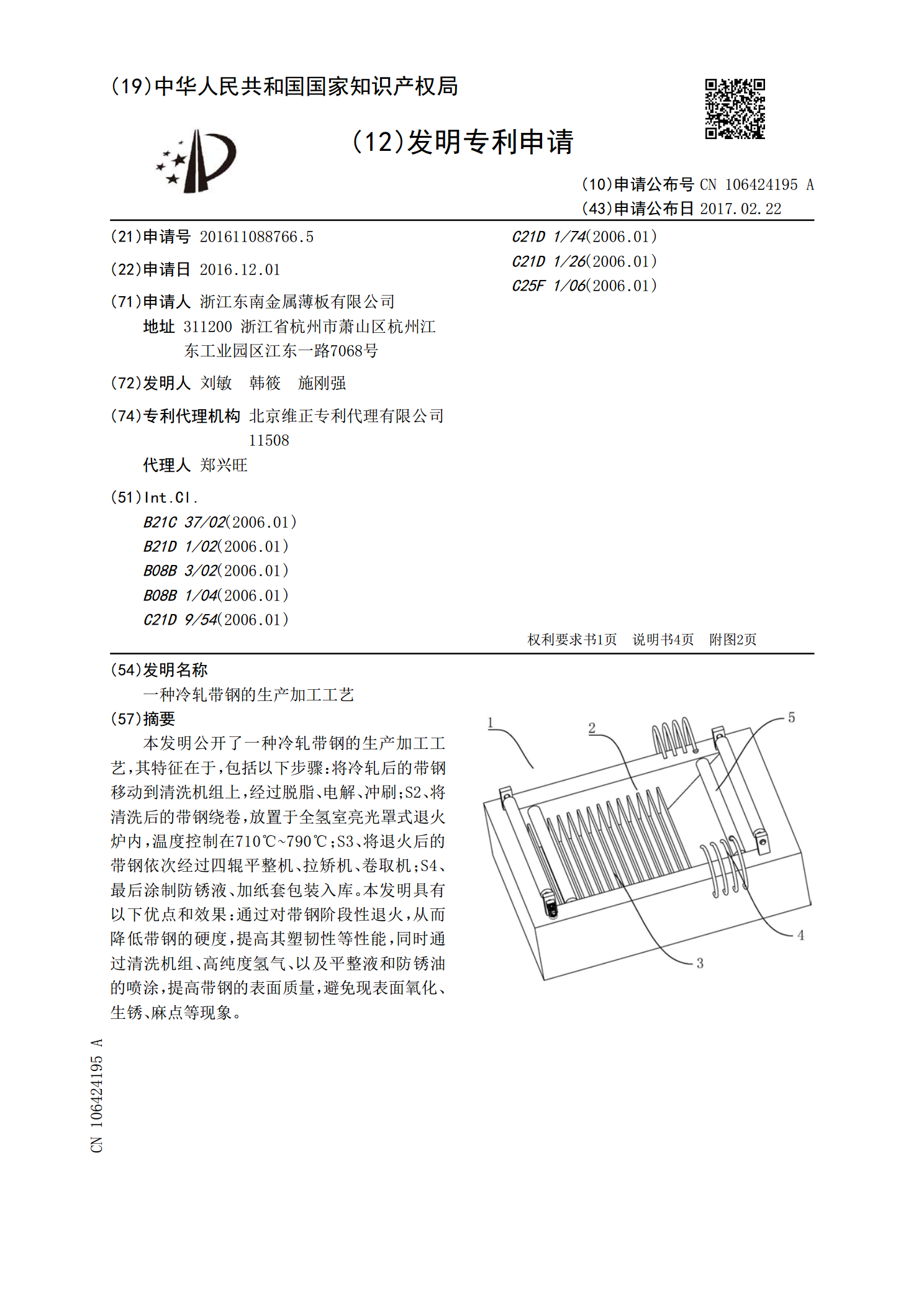
本发明公开了一种冷轧带钢的生产加工工艺,其特征在于,包括以下步骤:将冷轧后的带钢移动到清洗机组上,经过脱脂、电解、冲刷;S2、将清洗后的带钢绕卷,放置于全氢室亮光罩式退火炉内,温度控制在710℃~790℃;S3、将退火后的带钢依次经过四辊平整机、拉矫机、卷取机;S4、最后涂制防锈液、加纸套包装入库。本发明具有以下优点和效果:通过对带钢阶段性退火,从而降低带钢的硬度,提高其塑韧性等性能,同时通过清洗机组、高纯度氢气、以及平整液和防锈油的喷涂,提高带钢的表面质量,避免现表面氧化、生锈、麻点等现象。

冷轧带钢的轧制工艺制度.pptx
冷轧带钢的轧制工艺制度冷轧带钢的轧制工艺制度⑴冷轧板带钢压下制度制订的工艺特点①冷轧板带钢压下制度的制订遵循一般压下制度制订的原则;②必须有一定的冷轧总变形程度;③应考虑板带的表面质量要求和提高冷轧生产能力;④冷轧变形程度的确定与冷轧工艺及轧制能力有较大的关系;⑤必须确定与之相应的张力制度。⑵冷轧板带钢压下制度制订的方法制订压下制度的方法可以归纳为:理论法和经验法两大类。①按理论法制订压下制度以充分满足制订压下制度的原则为基础,按预设条件通过理论方法(如数学模型)计算或者使用图表的方法,制订出最佳的压下制