
一种轴承自动导向压装机构.pdf

邻家****文章


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种轴承自动导向压装机构.pdf
本发明公开了一种轴承自动导向压装机构,包括导向芯轴、工件托板、弹簧安装座、弹簧、顶部压装装配组件和底部定位组件,弹簧安装座上安装有弹簧,工件托板连接弹簧安装座形成一矩形支架,导向芯轴的下部贯穿通过工件托板并向下移动直至贯穿通过弹簧和弹簧安装座,导向芯轴相对矩形支架上下移动,工件托板在导向芯轴的外缘预留有承载工件的位置,导向芯轴的顶端设置有顶部压装装配组件,导向芯轴的底端设置有底部定位组件。本发明在批量化轴承快速安装过程中,通过轴定位完成轴承与工件的同时定位,通过一次性按压即可完成轴承的轻松装配,实现轴承与

一种电动自行车轮盖压装轴承油封机构.pdf
一种电动自行车轮盖压装轴承油封机构,轴承油封机安装在托盘式倍速链体生产线上,倍速链线体从机器中间穿过,托盘在线上流动并在机器位置被阻挡和定位,轮盖置于托盘上,轴承和油封分别位于轮盖的上方和下方,用机械手送至治具上完成压装。

一种自动气门油封压装喷油机构.pdf
本发明公开了一种自动气门油封压装喷油机构,包括压头、驱动件以及喷油组件,其中:所述压头的第一端与所述驱动件的输出端连接,所述压头的第二端凹设有压装槽,所述压装槽的内轮廓面与气门油封的外轮廓面相适应;所述喷油组件的出油端设置于所述压装槽内,所述喷油组件的出油端的出油口通过所述气门油封的顶部开口延伸至所述气门油封内。与现有技术相比,本发明通过于压头内设置喷油组件,压头取料时可以喷油润滑气门油封内壁,并在压装后对气门导管进行喷油润滑,避免在装配气门时再次喷油降低效率,保证了气门油封内部喷油润滑和气门导管内部喷油
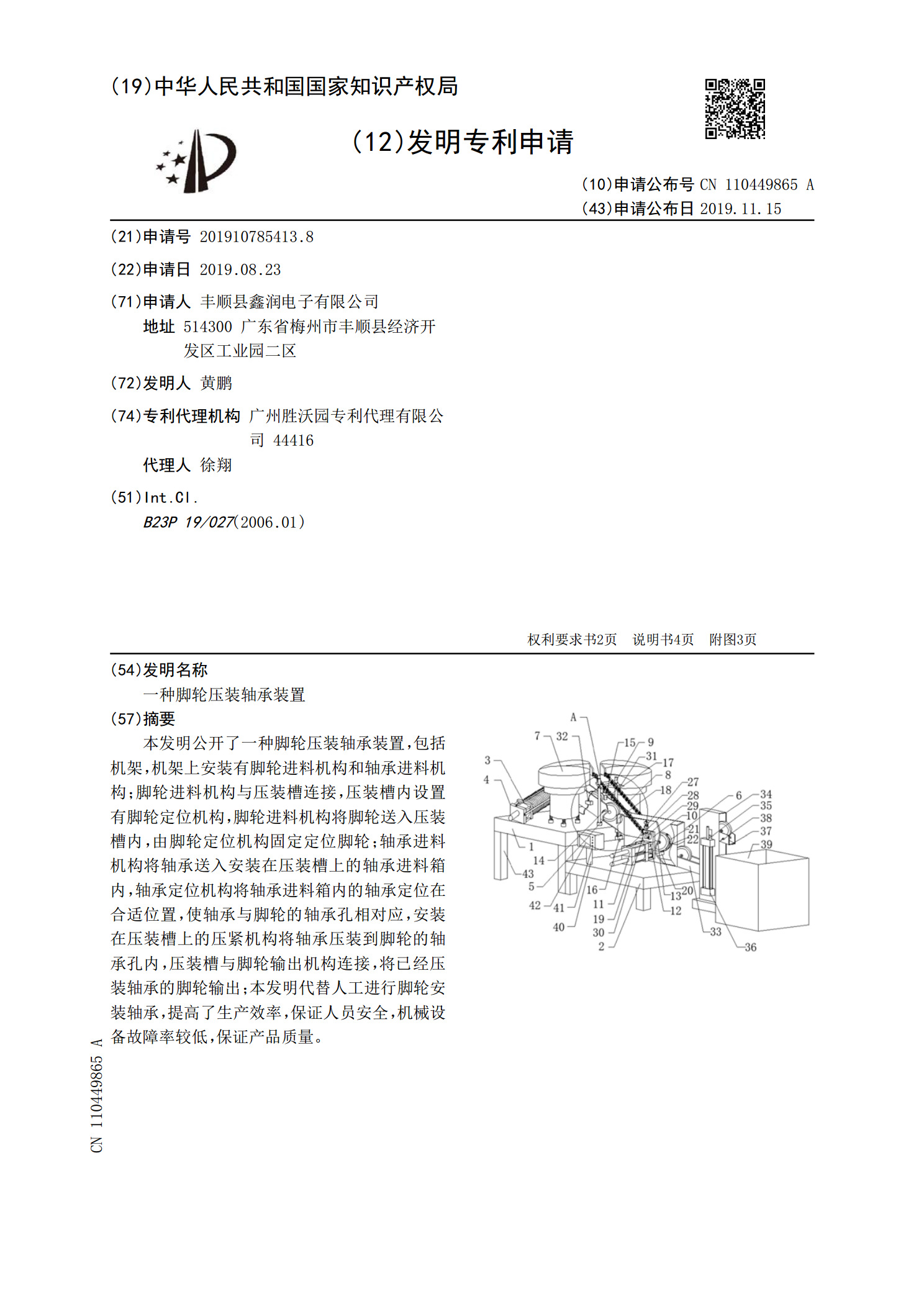
一种脚轮压装轴承装置.pdf
本发明公开了一种脚轮压装轴承装置,包括机架,机架上安装有脚轮进料机构和轴承进料机构;脚轮进料机构与压装槽连接,压装槽内设置有脚轮定位机构,脚轮进料机构将脚轮送入压装槽内,由脚轮定位机构固定定位脚轮;轴承进料机构将轴承送入安装在压装槽上的轴承进料箱内,轴承定位机构将轴承进料箱内的轴承定位在合适位置,使轴承与脚轮的轴承孔相对应,安装在压装槽上的压紧机构将轴承压装到脚轮的轴承孔内,压装槽与脚轮输出机构连接,将已经压装轴承的脚轮输出;本发明代替人工进行脚轮安装轴承,提高了生产效率,保证人员安全,机械设备故障率较低
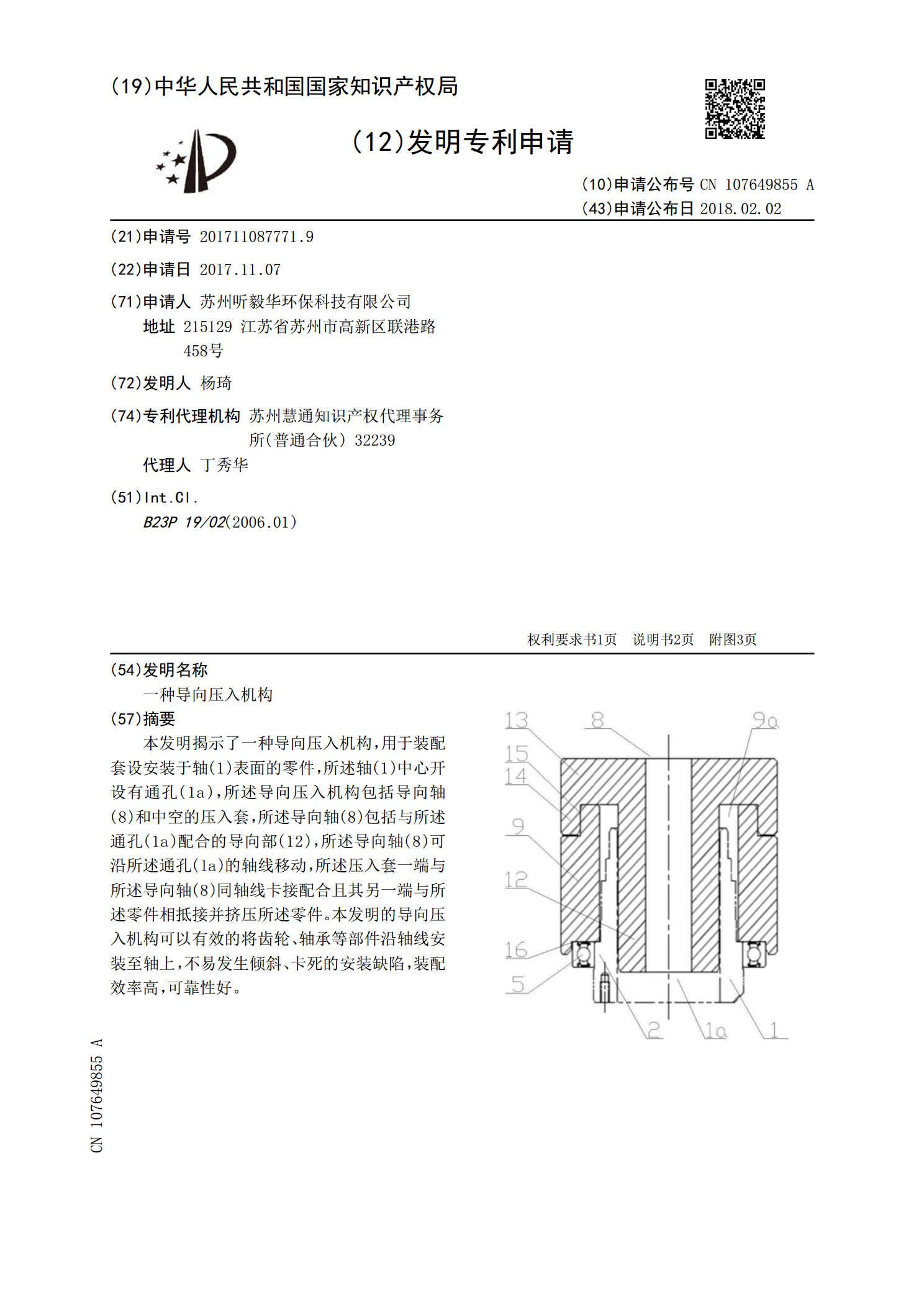
一种导向压入机构.pdf
本发明揭示了一种导向压入机构,用于装配套设安装于轴(1)表面的零件,所述轴(1)中心开设有通孔(1a),所述导向压入机构包括导向轴(8)和中空的压入套,所述导向轴(8)包括与所述通孔(1a)配合的导向部(12),所述导向轴(8)可沿所述通孔(1a)的轴线移动,所述压入套一端与所述导向轴(8)同轴线卡接配合且其另一端与所述零件相抵接并挤压所述零件。本发明的导向压入机构可以有效的将齿轮、轴承等部件沿轴线安装至轴上,不易发生倾斜、卡死的安装缺陷,装配效率高,可靠性好。