
一种非晶合金准连续激光打孔切割工艺.pdf

甲申****66


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种非晶合金准连续激光打孔切割工艺.pdf
本发明属于非晶合金的切割技术领域,具体涉及一种非晶合金准连续激光打孔切割工艺,包括如下步骤:先将待切割的非晶合金固定在夹具上,然后在冷却惰性气氛保护下,采用准连续激光对非晶合金的待切割部位进行打孔切割。本发明采用准连续激光对非晶合金进行打孔切割,输入的热量少,切缝处的非晶合金不会发生晶化,从而避免对切缝处的材料性能造成不利影响;本发明在夹具上设置凹槽,可以使打孔切割过程中产生的熔渣被顺利吹出,而不会残留在切缝处形成挂渣或毛刺,凹槽的深度大于等于10mm,可以有效避免熔渣飞溅粘附在非晶合金上,有利于减少后处
一种高效免打孔激光切割工艺及切割设备.pdf
本发明属于激光切割领域,具体的说是一种高效免打孔激光切割工艺及切割设备。包括安装板,安装板的顶部均匀设置有导向框,且安装板的顶部与导向框的底部固定连接,导向框的内部设置有导向装置,且导向框的内壁与导向装置的两端活动连接,导向装置的顶部设置有固定装置,且导向装置的顶部与固定装置的底部活动连接,固定装置的正上方设置有框架,框架的顶部对称设置有动力源,且框架的顶部与动力源的底部固定连接,框架的底部设置有激光柱,激光柱的外表面与框架的内壁固定连接,安装板的底部均匀设置有支腿,针对现有技术的不足,本发明提供了一种高
一种非晶合金铁芯切割装置.pdf
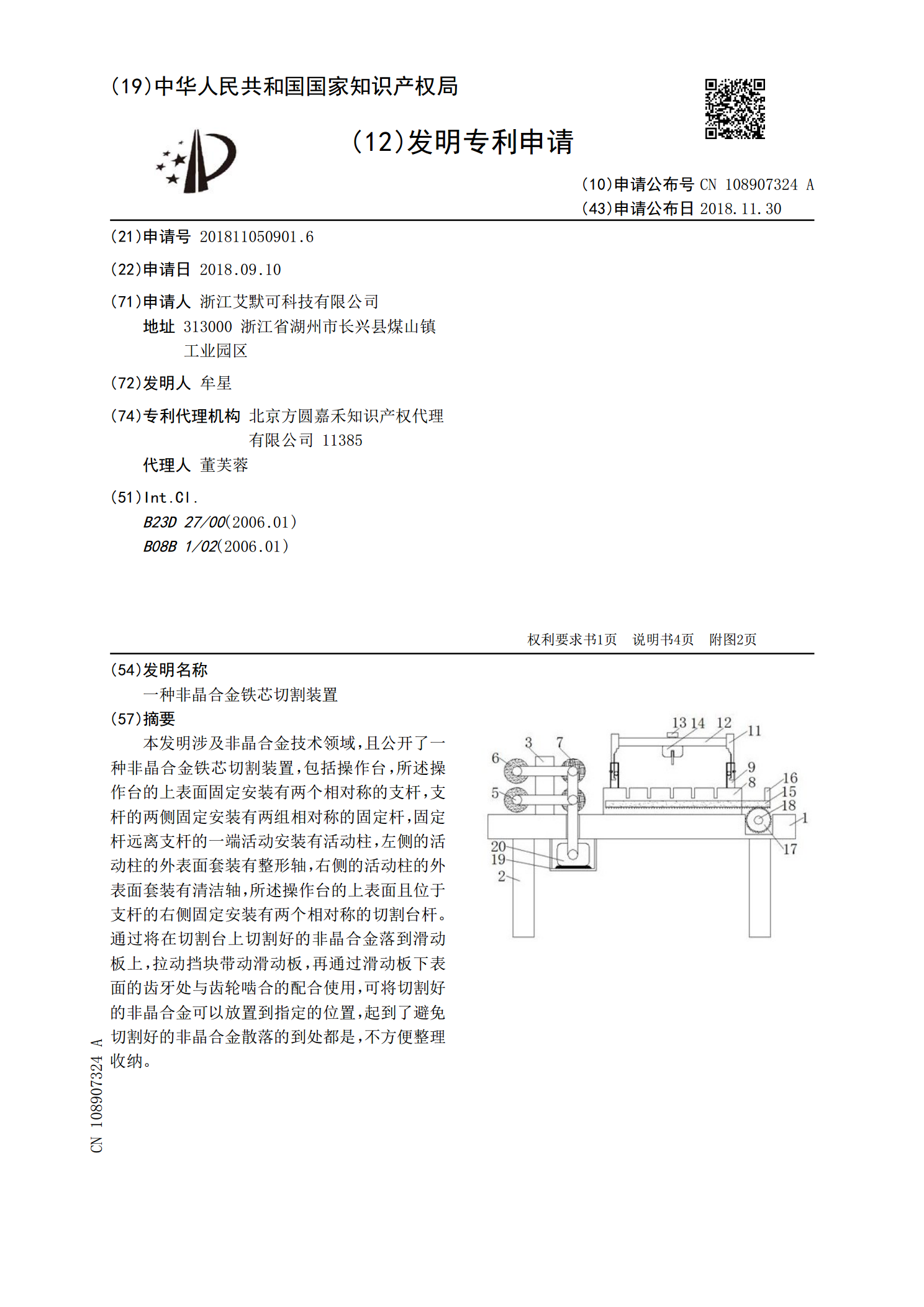
本发明涉及非晶合金技术领域,且公开了一种非晶合金铁芯切割装置,包括操作台,所述操作台的上表面固定安装有两个相对称的支杆,支杆的两侧固定安装有两组相对称的固定杆,固定杆远离支杆的一端活动安装有活动柱,左侧的活动柱的外表面套装有整形轴,右侧的活动柱的外表面套装有清洁轴,所述操作台的上表面且位于支杆的右侧固定安装有两个相对称的切割台杆。通过将在切割台上切割好的非晶合金落到滑动板上,拉动挡块带动滑动板,再通过滑动板下表面的齿牙处与齿轮啮合的配合使用,可将切割好的非晶合金可以放置到指定的位置,起到了避免切割好的非晶

晶圆激光切割与刀片切割工艺.ppt
半导体晶圆激光划片工艺介绍目录什么是晶圆划片?半导体器件我们的应用范围晶圆图片晶圆图片晶圆图片传统划片方法---刀片传统刀片划片原理传统划片工艺介绍传统划片工艺介绍新型划片---激光激光划片工艺介绍激光划片工艺介绍激光划片工艺介绍对比表格此课件下载可自行编辑修改,供参考!感谢您的支持,我们努力做得更好!

锆基块体非晶合金(产品)光纤激光切割研究.docx
锆基块体非晶合金(产品)光纤激光切割研究锆基块体非晶合金光纤激光切割研究摘要:随着科学技术的不断发展,光纤激光切割技术在现代工业生产中扮演着极为重要的角色。随着对切割效率、质量和材料切割范围的不断要求提高,传统的金属切割材料逐渐无法满足需求。锆基块体非晶合金由于其出色的力学性能和优异的切割性能,在光纤激光切割领域日益受到研究者的关注。本论文将系统研究锆基块体非晶合金在光纤激光切割中的应用及其切割性能的影响因素,并探讨了其与传统金属切割材料的对比优势,为光纤激光切割技术的发展提供参考。关键词:锆基块体非晶合