
制备碳纤维原丝水洗方法.pdf

一吃****书竹


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
制备碳纤维原丝水洗方法.pdf
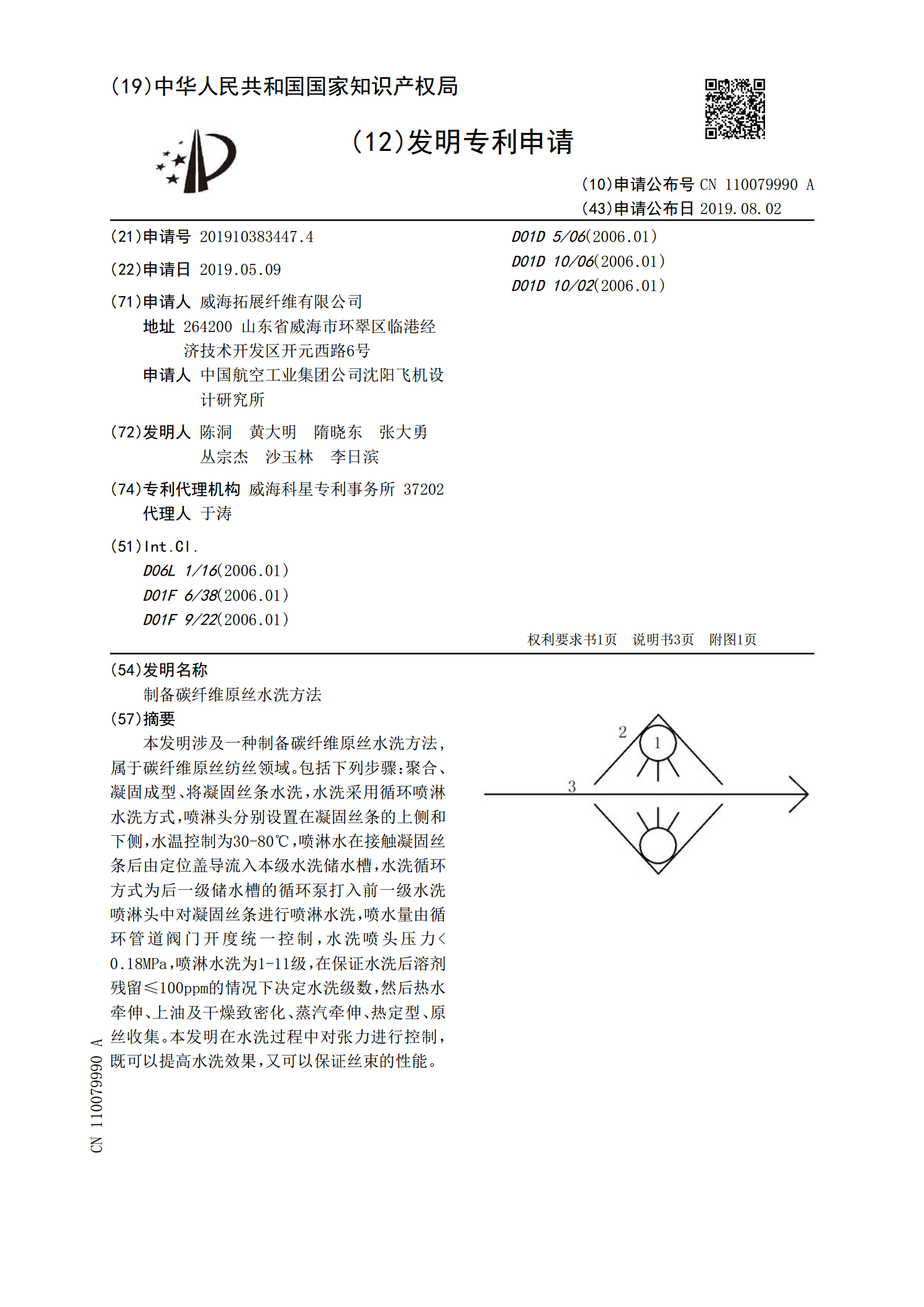
本发明涉及一种制备碳纤维原丝水洗方法,属于碳纤维原丝纺丝领域。包括下列步骤:聚合、凝固成型、将凝固丝条水洗,水洗采用循环喷淋水洗方式,喷淋头分别设置在凝固丝条的上侧和下侧,水温控制为30‑80℃,喷淋水在接触凝固丝条后由定位盖导流入本级水洗储水槽,水洗循环方式为后一级储水槽的循环泵打入前一级水洗喷淋头中对凝固丝条进行喷淋水洗,喷水量由循环管道阀门开度统一控制,水洗喷头压力留≤100ppm的情况下决定水洗级数,然后热水牵伸、上油及干燥致密化、蒸汽牵伸、热定型、原丝收集。本发明在水洗过程中对张力进行控制,既可

大丝束碳纤维原丝水洗装置及水洗方法.pdf
本发明公开了一种大丝束碳纤维原丝水洗装置及水洗方法,装置包括多个水洗单元,每个水洗单元包括水洗槽、喷淋单元、泵、和牵伸辊组,泵的排水端通过排液管与设置在水洗槽上方的喷淋单元连接,喷淋单元的喷淋管朝向牵伸辊组上的纤维设置;方法包括1)装置参数调整;2)供纤水洗,完成水洗并进入下一个工序。通过本发明的方案解决了24K以上大丝束原丝水洗的均匀性和水洗的高效性,降低初生纤维中溶剂的残留。本发明的水洗方法得到的大丝束原丝溶剂残留低,而且能实现大丝束原丝每根纤维中溶剂的残留率均匀,能保证工业化生产中,一条生产线上,不

一种碳纤维原丝水洗装置及水洗方法.pdf
本发明提供了一种碳纤维原丝水洗装置,包括水洗机构和传动机构,所述水洗机构包括至少三个水洗槽,其槽腔内均设置有独立温控系统,底部均设置有出水口,且相邻两个水洗槽中上级水洗槽的出水口与下级水洗槽的出水口呈异侧设置,所述传动机构包括多个传动辊和电机,碳纤维原丝在传动机构的传动下自下而上运动,并依次经各个水洗槽进行水洗,碳纤维原丝在各个水洗槽中的运动方向与洗涤水流动方向相反。本发明通过采用三个以上水洗槽以“之”字形串联方式,在各水洗槽内设有独立温控系统,使碳纤维原丝运动方向与洗涤水流动方向相反,能够实现逆流洗涤,

一种碳纤维原丝水洗方法.pdf
一种碳纤维原丝水洗方法,其特征在于步骤如下:(1)在水洗洗涤溶剂时通过机械装置使纤维产生震动,增加纤维丝束与水的相对运动;(2)步骤(1)中的机械震动的方式为:在水洗槽内增加多个拍打辊,或者将加热的脱盐水以鼓泡的形式加入进水洗槽内,或者在水洗槽内设置隔板、喷淋;(3)通过改变纤维丝束的走丝方式提高丝束与水的相对运动;(4)控制丝道宽度,以此增加纤维丝束与水的接触面积;本发明优点是碳纤维原丝水洗效率高,溶剂残留量低。
碳纤维喷丝组件及干喷湿纺制备碳纤维原丝的方法.pdf
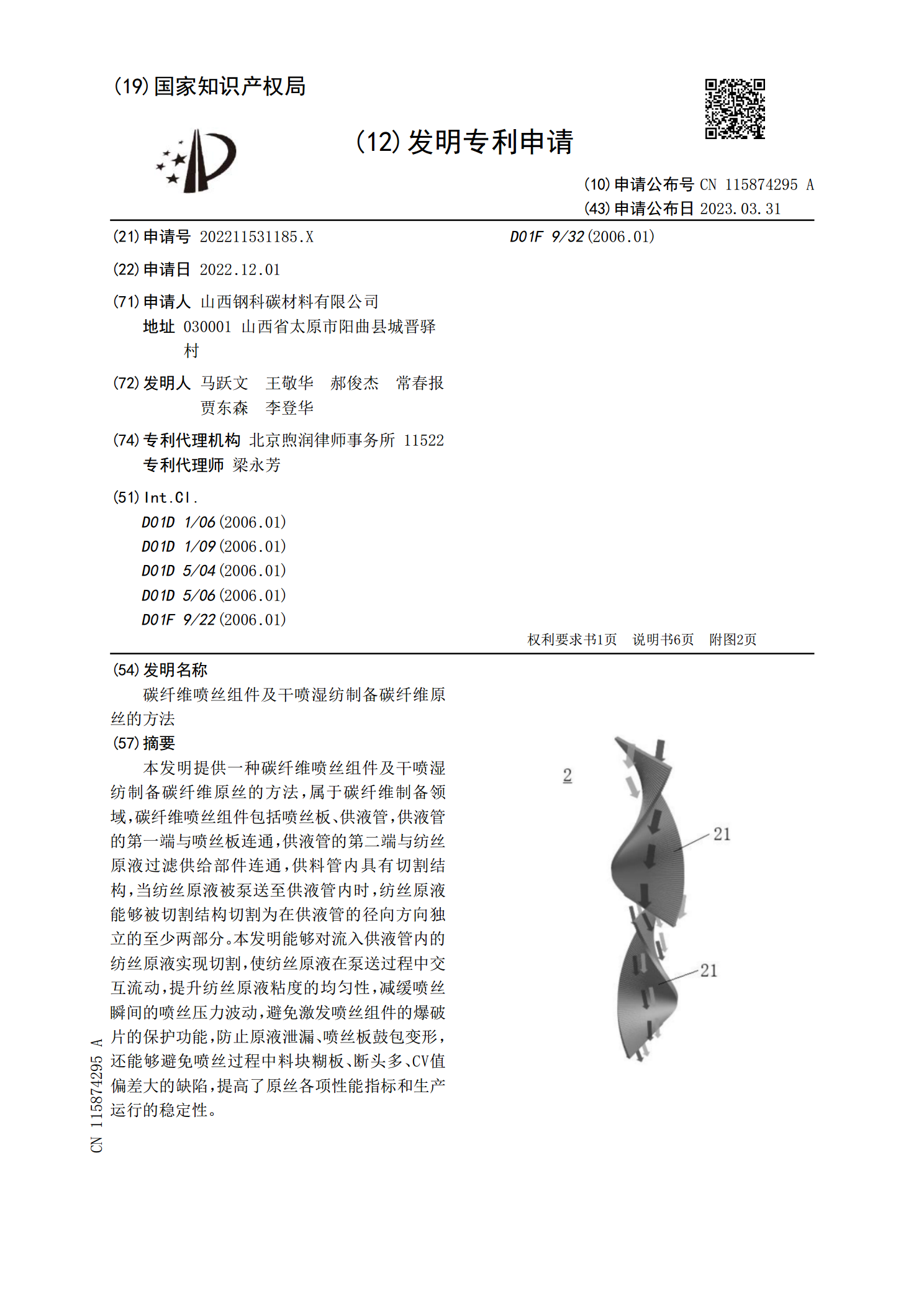
本发明提供一种碳纤维喷丝组件及干喷湿纺制备碳纤维原丝的方法,属于碳纤维制备领域,碳纤维喷丝组件包括喷丝板、供液管,供液管的第一端与喷丝板连通,供液管的第二端与纺丝原液过滤供给部件连通,供料管内具有切割结构,当纺丝原液被泵送至供液管内时,纺丝原液能够被切割结构切割为在供液管的径向方向独立的至少两部分。本发明能够对流入供液管内的纺丝原液实现切割,使纺丝原液在泵送过程中交互流动,提升纺丝原液粘度的均匀性,减缓喷丝瞬间的喷丝压力波动,避免激发喷丝组件的爆破片的保护功能,防止原液泄漏、喷丝板鼓包变形,还能够避免喷丝