
一种激光切割自动寻边方法、系统及设备.pdf

论文****轩吖


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种激光切割自动寻边方法、系统及设备.pdf
本发明提出的一种激光切割自动寻边方法、系统及设备,具有自动定位和寻边功能,在进行激光切割之前,预设板材尺寸、留边尺寸、寻边速度、跟随高度;在待加工板材上选定临边的定位点P1、P2和P3,切割头从P1点开始寻第1点边距、从P2点开始寻第2点边距、从P3点开始寻第3点边距,寻边结束后根据三点定位计算出切割起始点O;定位结果自动计算待加工板材的偏转角度,使切割图形轨迹和待加工板材吻合;设置好加工条件等,即可开始切割板材。本发明能够快速、安全、高效提升校对板材的时间,有效的避免划伤板材和对人体造成伤害。

一种自动化激光切割设备及切割方法.pdf
本发明公开了一种自动化激光切割设备,包括工作台,所述工作台的上侧设有顶板,所述顶板的下侧固定连接设有多个支撑杆,多个所述支撑杆的下侧和工作台固定连接设置,所述顶板的下侧固定连接设有数控中心,所述数控中心的下侧固定连接设有多个机械臂,多个所述机械臂的远离数控中心的一侧固定连接设有激光发射器,所述工作台内设有多个空腔,多个所述空腔上侧设有多个连接孔,所述工作台上侧设有多个连接杆。本发明提供多种不同的支撑方式以及支撑方法,完成对被加工物料的支撑,减少工作台和物料直接接触而被激光伤害的现象发生,提高整体的使用寿命
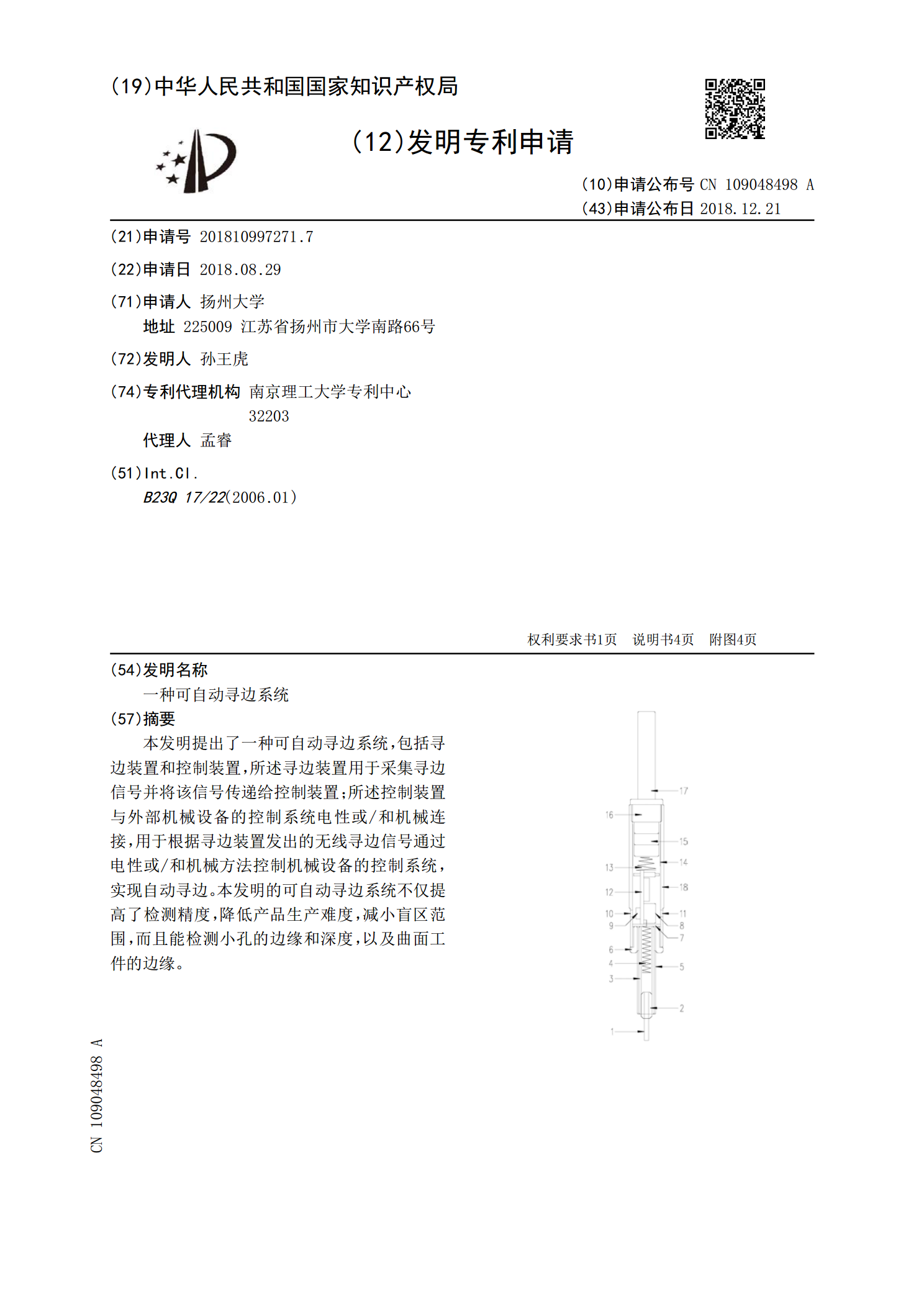
一种可自动寻边系统.pdf
本发明提出了一种可自动寻边系统,包括寻边装置和控制装置,所述寻边装置用于采集寻边信号并将该信号传递给控制装置;所述控制装置与外部机械设备的控制系统电性或/和机械连接,用于根据寻边装置发出的无线寻边信号通过电性或/和机械方法控制机械设备的控制系统,实现自动寻边。本发明的可自动寻边系统不仅提高了检测精度,降低产品生产难度,减小盲区范围,而且能检测小孔的边缘和深度,以及曲面工件的边缘。
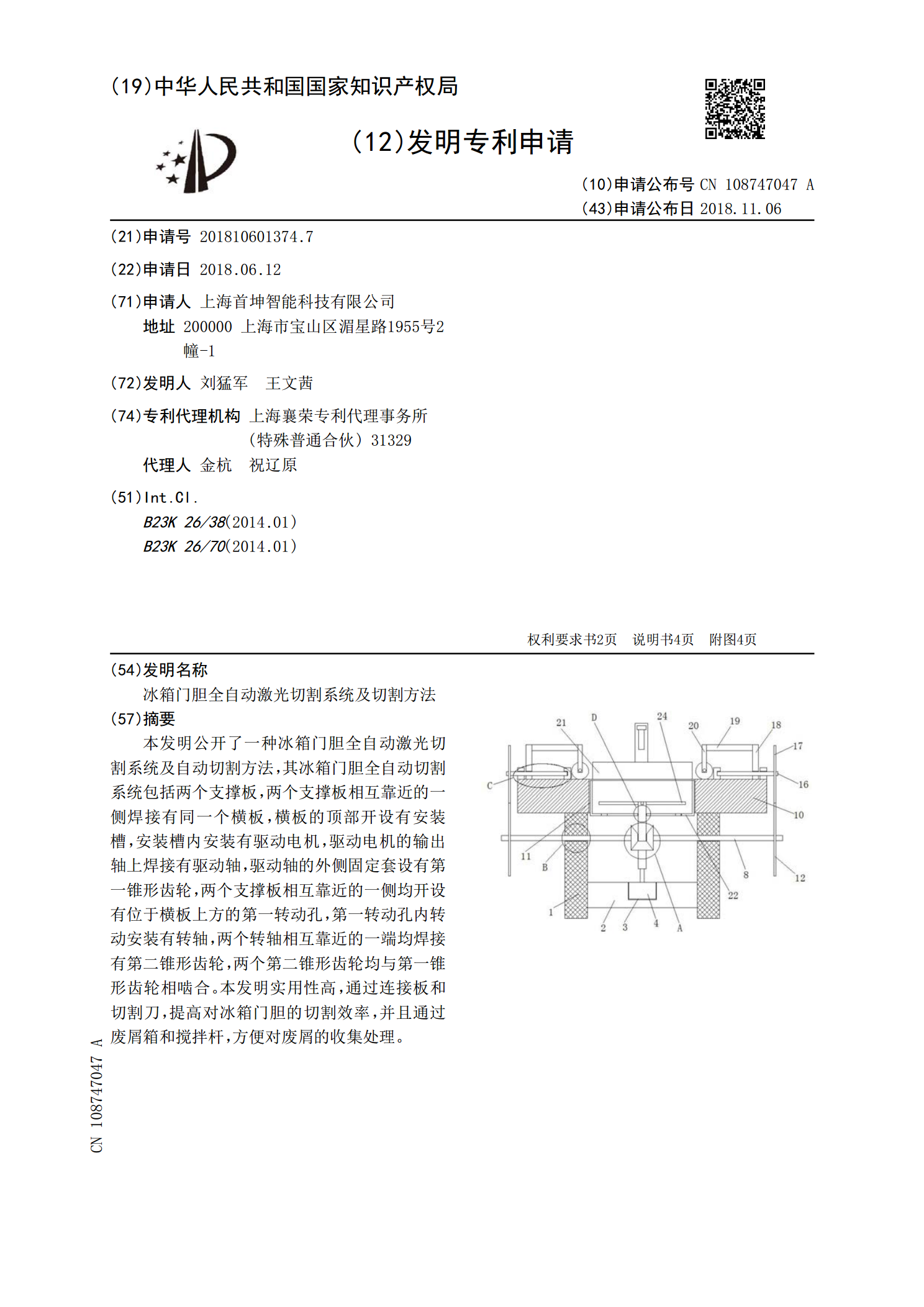
冰箱门胆全自动激光切割系统及切割方法.pdf
本发明公开了一种冰箱门胆全自动激光切割系统及自动切割方法,其冰箱门胆全自动切割系统包括两个支撑板,两个支撑板相互靠近的一侧焊接有同一个横板,横板的顶部开设有安装槽,安装槽内安装有驱动电机,驱动电机的输出轴上焊接有驱动轴,驱动轴的外侧固定套设有第一锥形齿轮,两个支撑板相互靠近的一侧均开设有位于横板上方的第一转动孔,第一转动孔内转动安装有转轴,两个转轴相互靠近的一端均焊接有第二锥形齿轮,两个第二锥形齿轮均与第一锥形齿轮相啮合。本发明实用性高,通过连接板和切割刀,提高对冰箱门胆的切割效率,并且通过废屑箱和搅拌杆
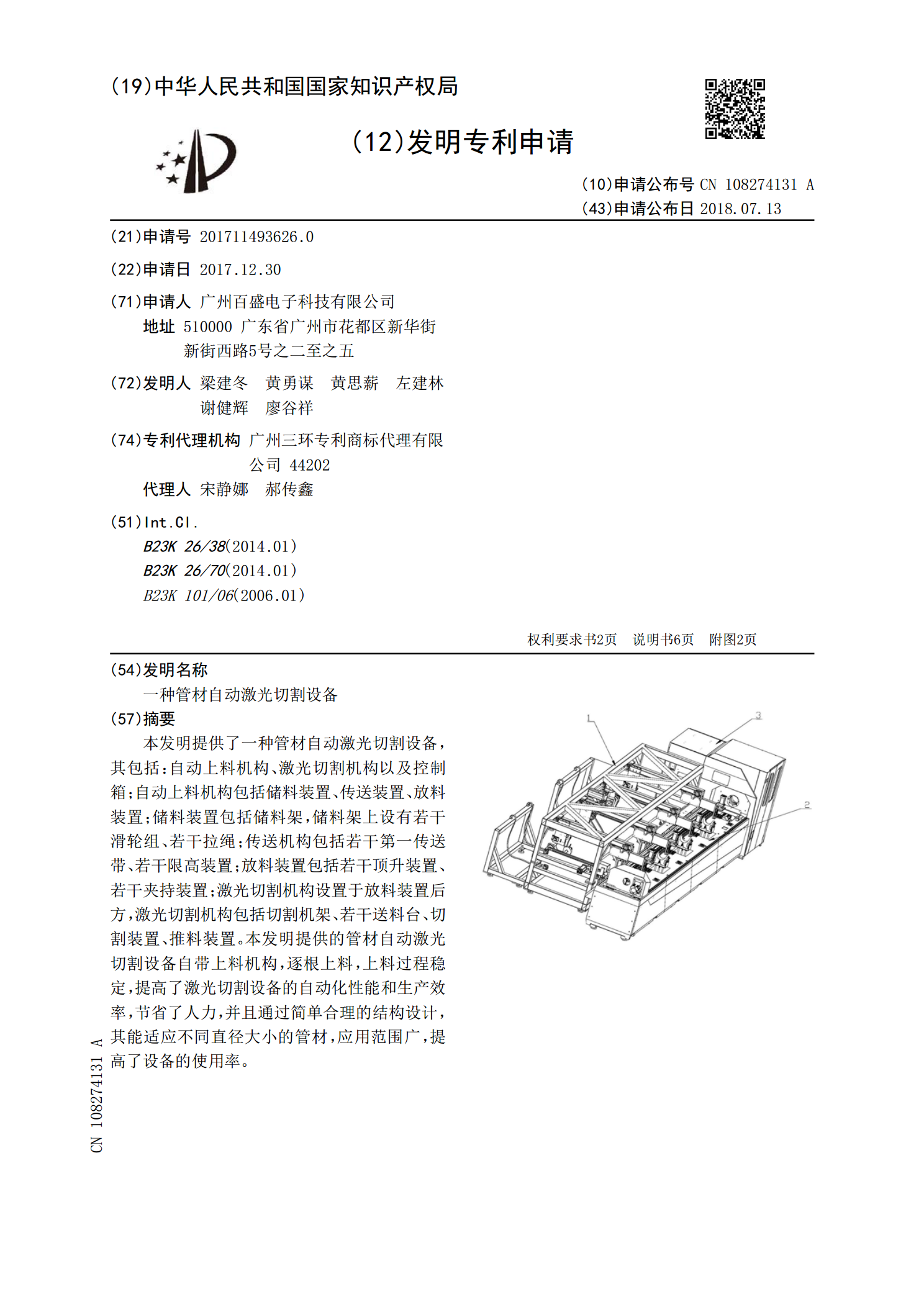
一种管材自动激光切割设备.pdf
本发明提供了一种管材自动激光切割设备,其包括:自动上料机构、激光切割机构以及控制箱;自动上料机构包括储料装置、传送装置、放料装置;储料装置包括储料架,储料架上设有若干滑轮组、若干拉绳;传送机构包括若干第一传送带、若干限高装置;放料装置包括若干顶升装置、若干夹持装置;激光切割机构设置于放料装置后方,激光切割机构包括切割机架、若干送料台、切割装置、推料装置。本发明提供的管材自动激光切割设备自带上料机构,逐根上料,上料过程稳定,提高了激光切割设备的自动化性能和生产效率,节省了人力,并且通过简单合理的结构设计,其