
一种同轴双焦点激光-TIG电弧复合焊接方法.pdf

绮兰****文章


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种同轴双焦点激光-TIG电弧复合焊接方法.pdf
本发明公开了一种同轴双焦点激光‑TIG电弧复合焊接方法,包括:将激光器设置在待焊接工件上方,将TIG电弧焊枪设置在焊接工件一侧;调整所述双焦点镜头的透镜间距离,调整所述TIG电弧焊枪的位置,使所述TIG电弧焊枪的钨极端点距离焊接平面的高度为1~4mm,所述激光器出射光束轴线与所述电弧焊枪的钨极尖端水平间距为1~4mm;同时开启所述激光器和所述TIG电弧焊枪进行焊接;其中,所述激光器功率设定为1000~5000W,所述TIG电弧焊枪的电弧电流设定为80~400A,本发明将焊枪电弧与同轴双焦点热源组合排布在焊
激光-旋转电弧复合焊接系统及其复合焊接方法.pdf
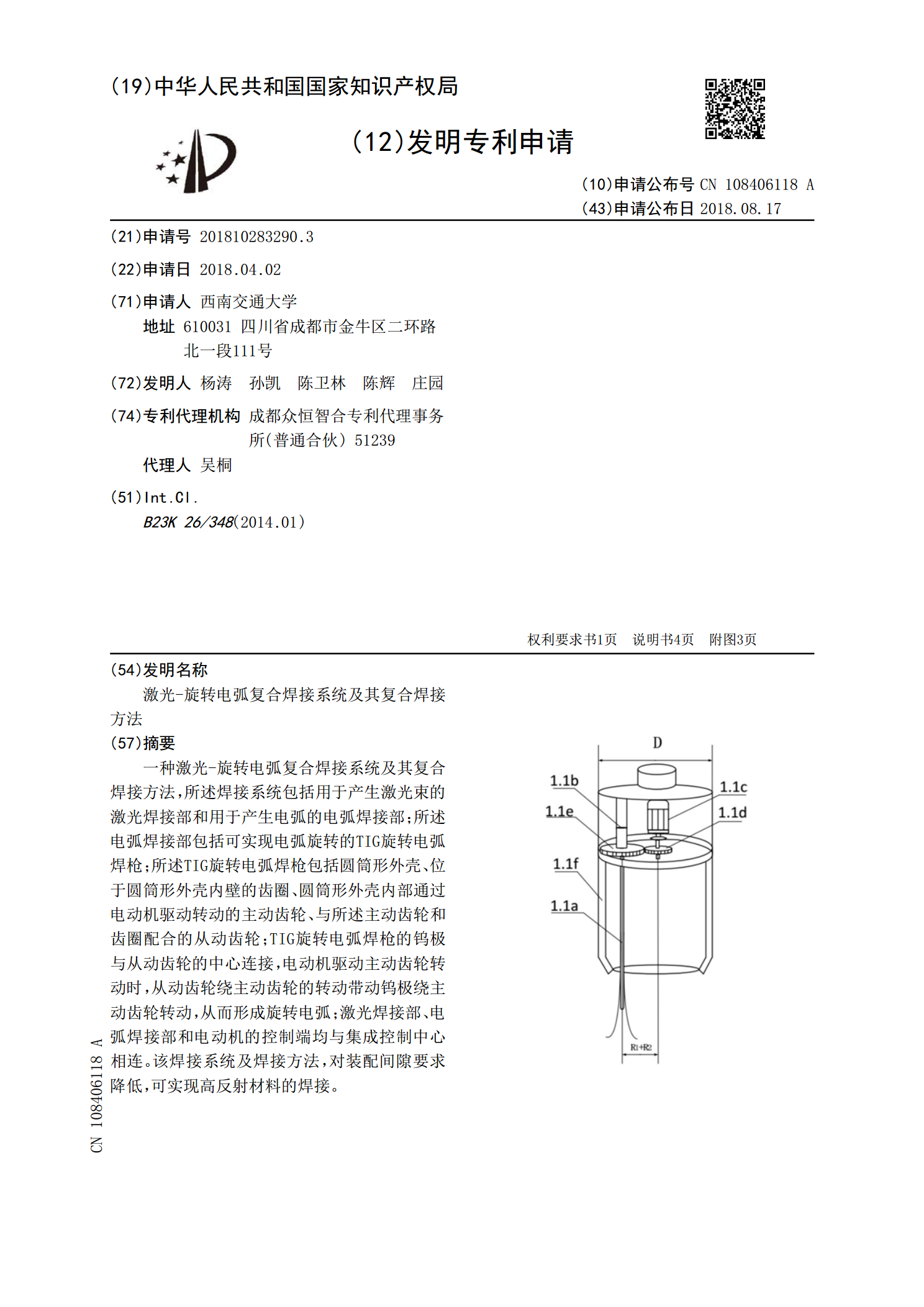
一种激光‑旋转电弧复合焊接系统及其复合焊接方法,所述焊接系统包括用于产生激光束的激光焊接部和用于产生电弧的电弧焊接部;所述电弧焊接部包括可实现电弧旋转的TIG旋转电弧焊枪;所述TIG旋转电弧焊枪包括圆筒形外壳、位于圆筒形外壳内壁的齿圈、圆筒形外壳内部通过电动机驱动转动的主动齿轮、与所述主动齿轮和齿圈配合的从动齿轮;TIG旋转电弧焊枪的钨极与从动齿轮的中心连接,电动机驱动主动齿轮转动时,从动齿轮绕主动齿轮的转动带动钨极绕主动齿轮转动,从而形成旋转电弧;激光焊接部、电弧焊接部和电动机的控制端均与集成控制中心相

等离子-TIG电弧耦合复合焊接装置.pdf
本发明公开了一种等离子‑TIG电弧耦合复合焊接装置,包括焊枪、机座和调节机构;调节机构包括固定板、第一位移组件、第二位移组件和伸缩组件;伸缩组件设置在机座和固定板之间;第一位移组件包括第一滑动杆和第一滑动套,两个第一滑动杆平行设置在固定板的下方,两个第一滑动套上分别套接有一个第一滑动套;第二位移组件包括第二滑动杆和第二滑动套,第二滑动套的两端分别与两个第一滑动套固定连接,且与第一滑动杆垂直,第二滑动套上套接有两个第二滑动套,整体可以使得焊枪进行复杂的移动,可以使得物体的焊接更加复杂,大大提高了装置整体焊接
一种厚板超高功率激光-深熔TIG复合焊接方法.pdf
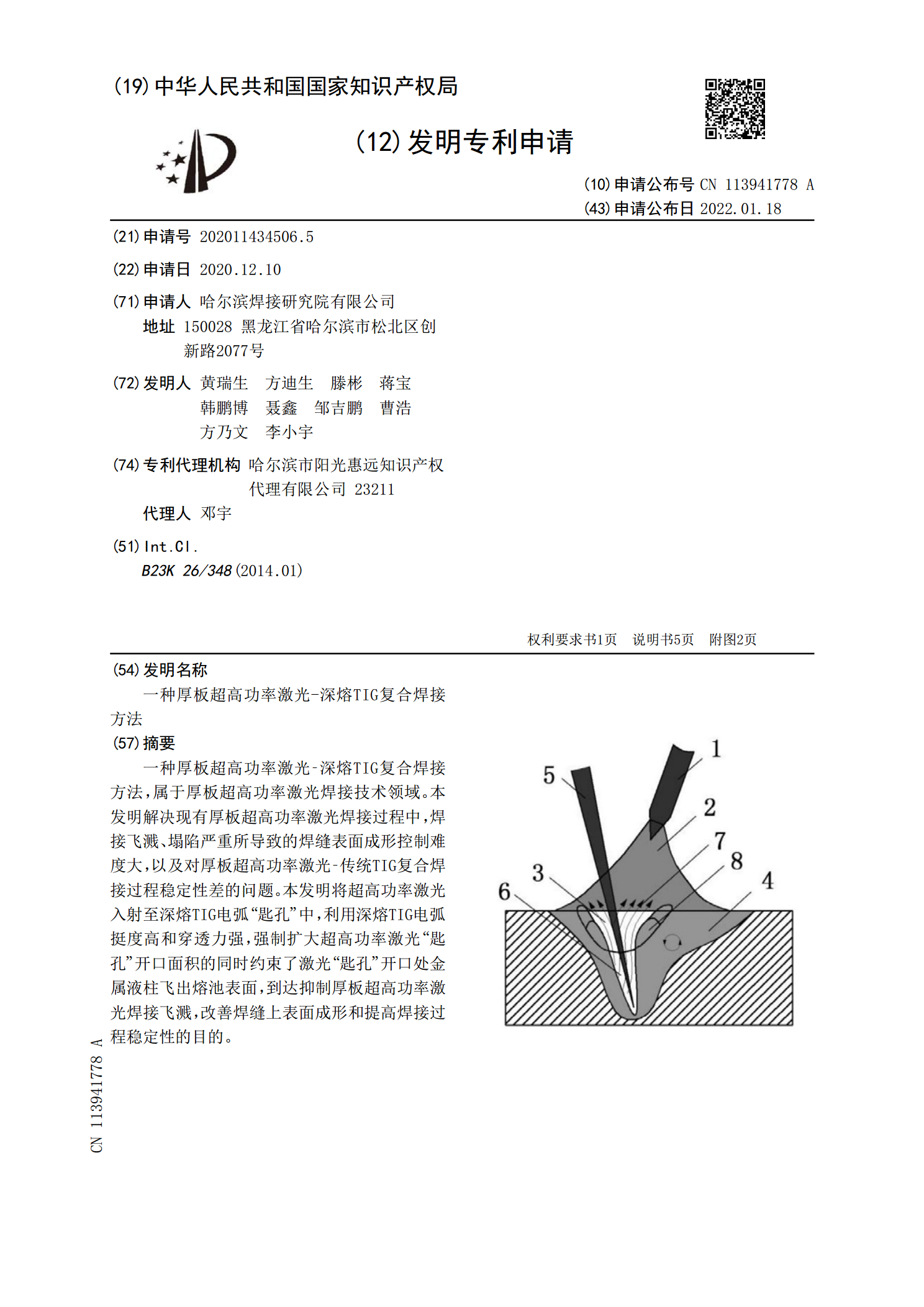
一种厚板超高功率激光‑深熔TIG复合焊接方法,属于厚板超高功率激光焊接技术领域。本发明解决现有厚板超高功率激光焊接过程中,焊接飞溅、塌陷严重所导致的焊缝表面成形控制难度大,以及对厚板超高功率激光‑传统TIG复合焊接过程稳定性差的问题。本发明将超高功率激光入射至深熔TIG电弧“匙孔”中,利用深熔TIG电弧挺度高和穿透力强,强制扩大超高功率激光“匙孔”开口面积的同时约束了激光“匙孔”开口处金属液柱飞出熔池表面,到达抑制厚板超高功率激光焊接飞溅,改善焊缝上表面成形和提高焊接过程稳定性的目的。

一种环缝激光-TIG复合焊接装置及使用方法.pdf
一种环缝激光‑TIG复合焊接装置及使用方法,焊接激光头置于环焊缝母材12点方向的正上方,垂直向下发射激光束,第一TIG焊枪设置在环焊缝母材下方,并与第一TIG电源的负极电连通,第一TIG电源的正极与环焊缝母材电连通;第二TIG焊枪设置在激光束的前方,并与第二TIG电源的负极电连通,第二TIG电源的正极与环焊缝母材电连通;焊丝位于第二TIG焊枪的前方,且焊丝与热丝电源的正极电连通,热丝电源的负极与第二TIG焊枪电连通。本发明利用两把TIG焊枪和热丝电源产生多个不同位置、不同作用的电弧,不仅能够高效熔化焊丝,