
一种采用推流式缺氧池的低碳源污水生物脱氮系统及方法.pdf

小长****6淑


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种采用推流式缺氧池的低碳源污水生物脱氮系统及方法.pdf
本发明属于水环境保护领域,具体提供了一种采用推流式缺氧池的低碳源城镇污水生物脱氮系统及方法,属于活性污泥与生物膜工艺的集成。该方法是针对传统基于缺氧‑好氧生物脱氮工艺的重要改进,将缺氧池改造为推流式反应池,并且分隔为三~四段,在缺氧反应器内投加弹性填料以维持高的污泥浓度,且缺氧池采用较长的水力停留时间。缺氧池实际上是将三~四个完全混合反应器串联构成的推流反应方式。本方法适用于对传统生物脱氮工艺的改进(脱氮原理是基于缺氧反硝化‑好氧硝化联用),对污水碳氮比的需求可以低至3.0~3.2而能够维持传统工艺的脱氮

基于缺氧池氨氮吸附的低碳源污水A/A/O生物脱氮除磷系统及方法.pdf
本发明公开了一种基于缺氧池氨氮吸附的低碳源污水A/A/O生物脱氮除磷系统及方法,涉及水环境保护领域,该方法是针对传统A/A/O工艺的改进,重要的改进有四点:(1)采用在系统内增加粉末状吸附剂,促进污泥和吸附剂对氨氮的吸附,同时促进污泥的沉降。(2)缺氧池后立即沉淀出水,仅仅对回流的污泥进行好氧处理。(3)缩短沉淀时间。(4)延长污泥龄。当原水碳氮比满足一定要求时,在缺氧池内硝酸盐几乎彻底被消耗,有机碳源大部分被消耗,而残留的主要污染指标即氨氮。因为氨氮被大部分吸附在污泥与吸附剂上,在回流过程设置好氧曝气,
一种低碳氮比污水的药剂联用脱氮系统及方法.pdf
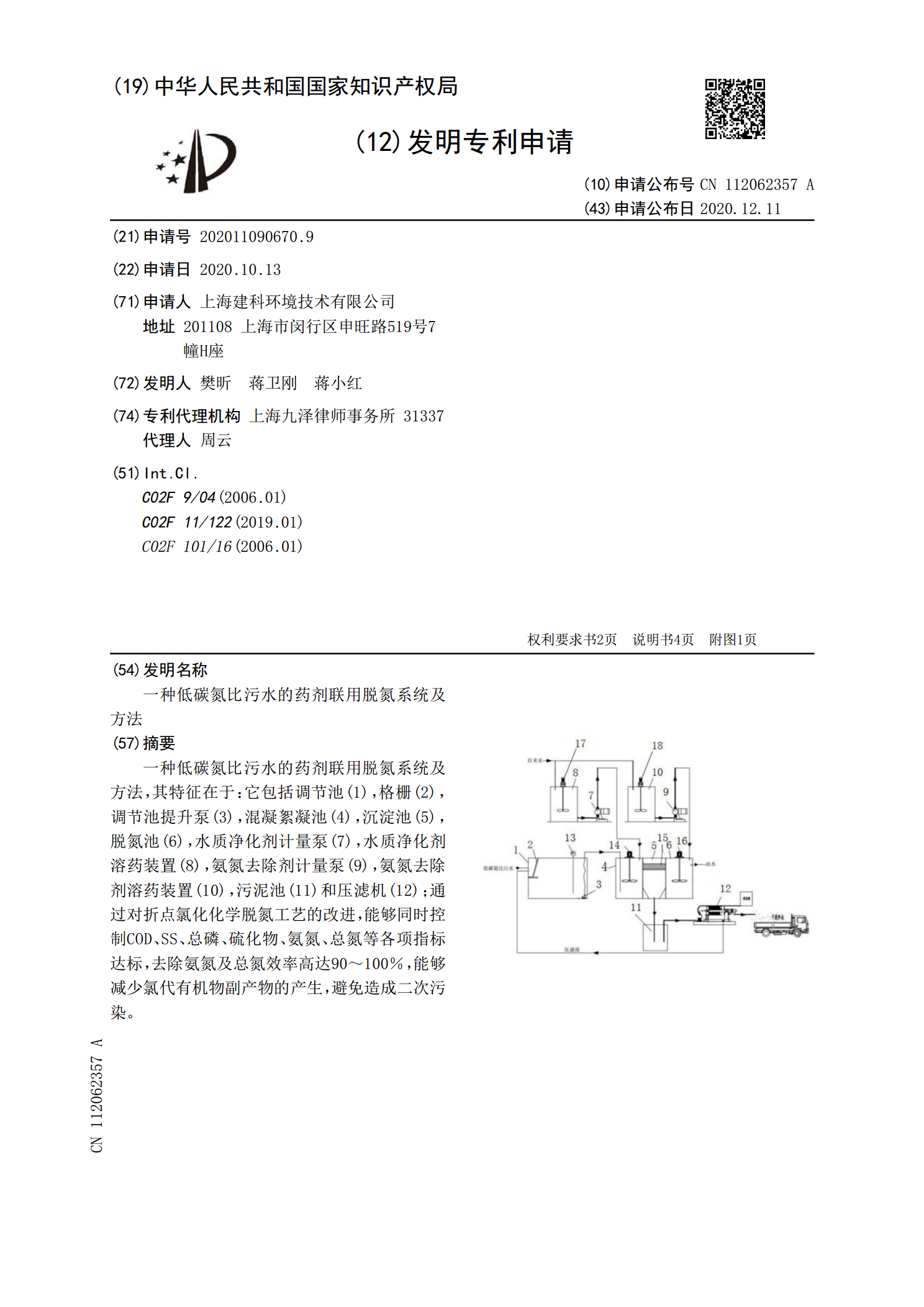
一种低碳氮比污水的药剂联用脱氮系统及方法,其特征在于:它包括调节池(1),格栅(2),调节池提升泵(3),混凝絮凝池(4),沉淀池(5),脱氮池(6),水质净化剂计量泵(7),水质净化剂溶药装置(8),氨氮去除剂计量泵(9),氨氮去除剂溶药装置(10),污泥池(11)和压滤机(12);通过对折点氯化化学脱氮工艺的改进,能够同时控制COD、SS、总磷、硫化物、氨氮、总氮等各项指标达标,去除氨氮及总氮效率高达90~100%,能够减少氯代有机物副产物的产生,避免造成二次污染。

人工缓释碳源处理低碳氮比污水的脱氮效果研究.docx
人工缓释碳源处理低碳氮比污水的脱氮效果研究随着人们对环境问题的越来越重视,水污染治理逐渐成为社会公众关注的焦点。在污水处理中,除了需要去除污水中的有害物质以外,还需要对其中的氮、磷等营养物质进行处理,以防止其对环境造成进一步的污染。本文就人工缓释碳源处理低碳氮比污水的脱氮效果展开研究。一、低碳氮比污水脱氮机制分析低碳氮比污水是指污水中的氮固定量低于碳固定量的情况。在处理这类污水时,若直接加入硝化反应剂或反硝化反应剂,会导致无法实现脱氮效果,而且会浪费大量的化学剂。因此,需要通过其他方法促进污水的脱氮。根据
一种用于污水脱氮的碳源制备方法及其应用.pdf
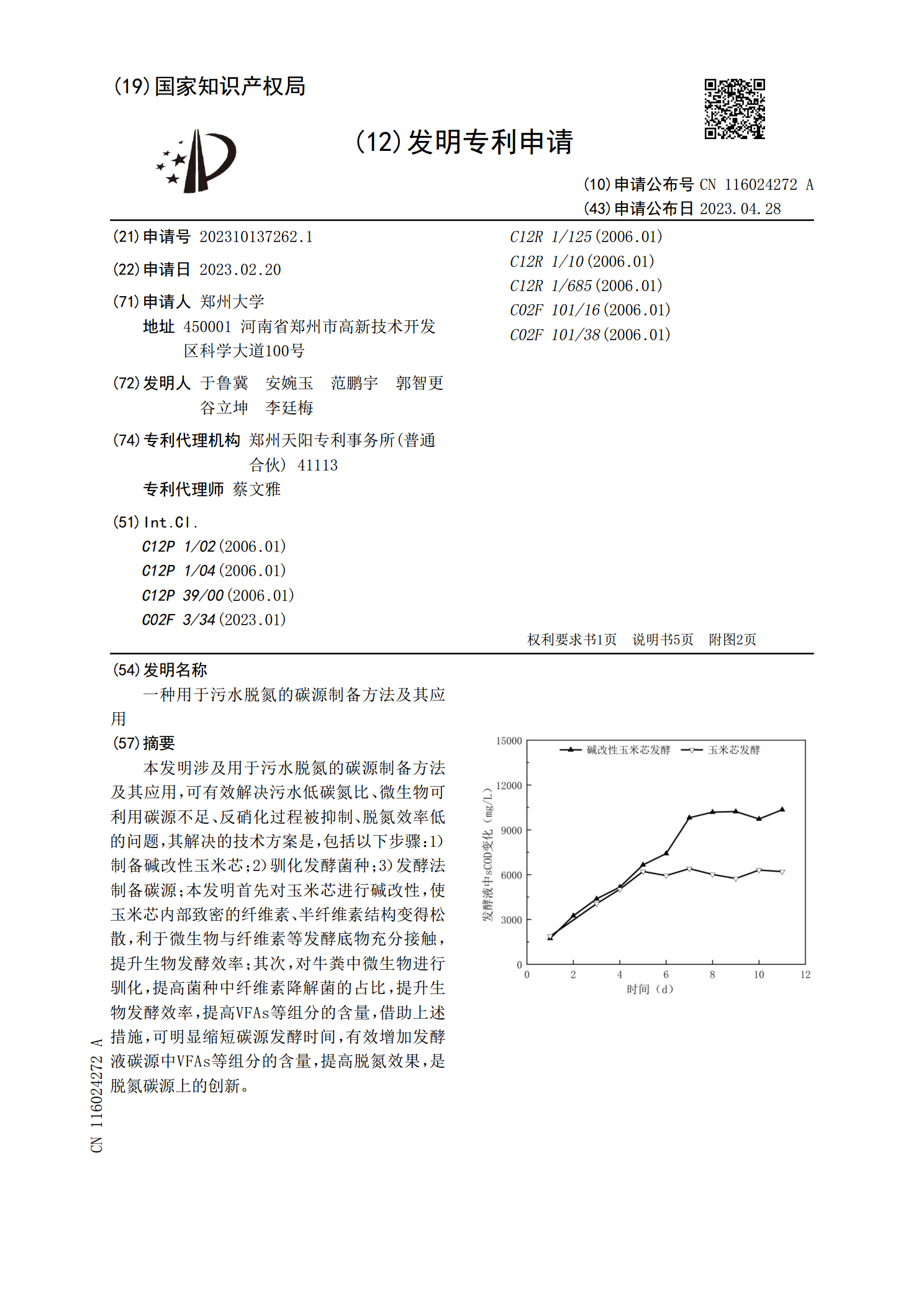
本发明涉及用于污水脱氮的碳源制备方法及其应用,可有效解决污水低碳氮比、微生物可利用碳源不足、反硝化过程被抑制、脱氮效率低的问题,其解决的技术方案是,包括以下步骤:1)制备碱改性玉米芯;2)驯化发酵菌种;3)发酵法制备碳源;本发明首先对玉米芯进行碱改性,使玉米芯内部致密的纤维素、半纤维素结构变得松散,利于微生物与纤维素等发酵底物充分接触,提升生物发酵效率;其次,对牛粪中微生物进行驯化,提高菌种中纤维素降解菌的占比,提升生物发酵效率,提高VFAs等组分的含量,借助上述措施,可明显缩短碳源发酵时间,有效增加发酵