
基于Haar小波梯度重建的多曝光焊区图像融合方法.pdf

Do****76

1/10
2/10

3/10
4/10

5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

基于Haar小波梯度重建的多曝光焊区图像融合方法.pdf
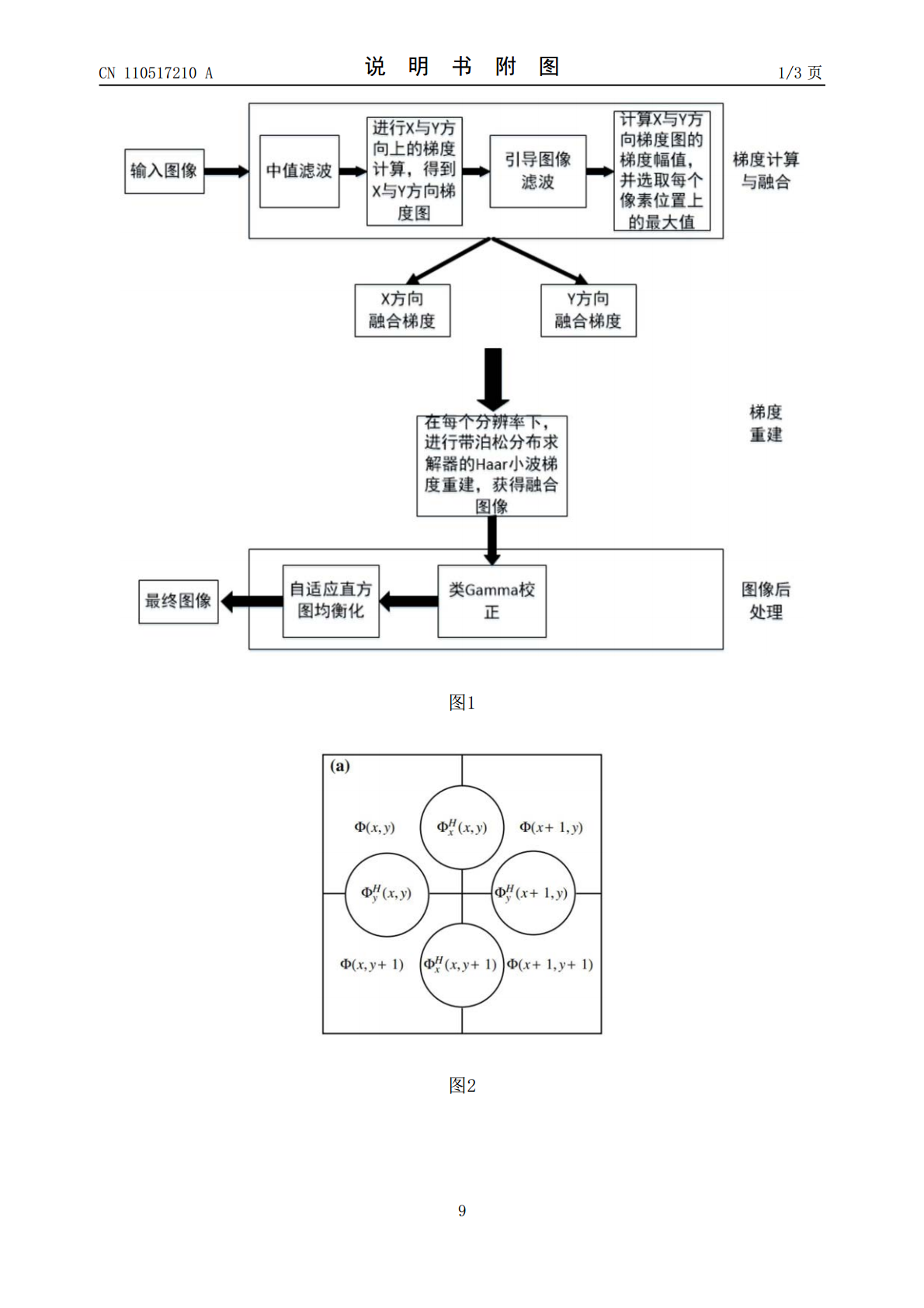
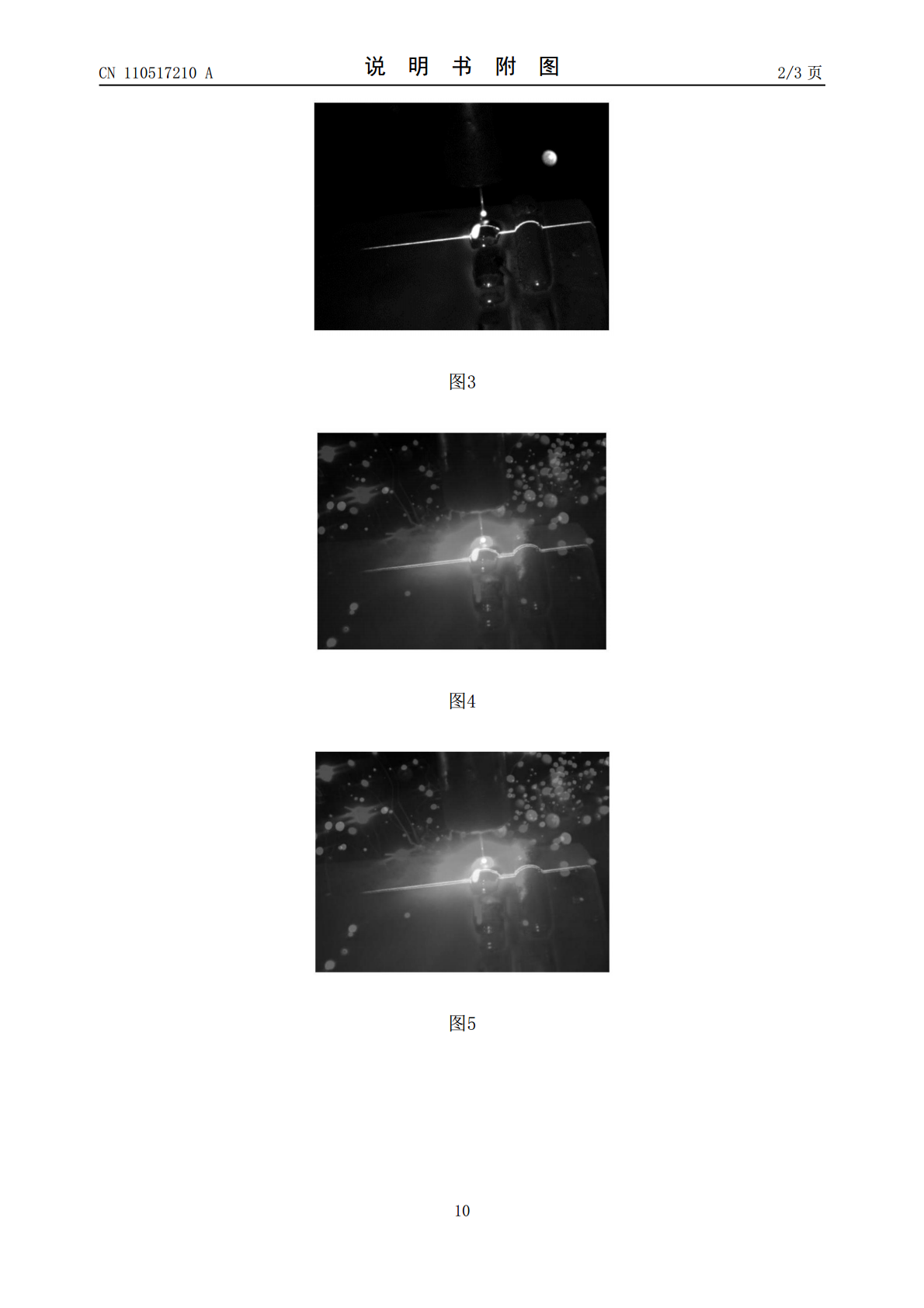
本发明提供一种焊接区域多曝光图像采集装置与图像信息融合方法,该方法用于图像融合,完整表达焊区特征,首先将多曝光图像分别进行X方向与Y方向上的梯度计算,然后分别融合所有X方向与Y方向梯度幅值最大的梯度,以融合出完全表达所有曝光序列图像信息的梯度图,接着通过Haar小波梯度重建算法重构出融合图像,最后经过类Gamma校正与自适应直方图均衡化,得到最终融合图像,通过图像能够清晰的看到比任何一张多曝光源图像更清晰更丰富的细节信息,说明了梯度信息融合重建图像在细节保留方面具有的优势,而且已经基本上消除了熔池区域强烈

基于梯度域的多曝光灰度图像融合研究.docx
基于梯度域的多曝光灰度图像融合研究基于梯度域的多曝光灰度图像融合研究摘要:多曝光灰度图像融合是数字图像处理领域的重要研究方向。本文提出了一种基于梯度域的方法,用于将多幅曝光不同的灰度图像融合为一幅高动态范围的图像。该方法利用梯度信息和曝光值之间的关系来进行融合,具有较好的图像质量和细节保留效果。实验证明,该方法在多曝光灰度图像融合中具有较高的性能和实用价值。关键词:多曝光、灰度图像融合、梯度域、动态范围、图像质量1.引言多曝光灰度图像融合是将多幅曝光不同的灰度图像融合为一幅具有较高动态范围的图像的过程。在

基于小波分析的多曝光图像融合方法.pptx
汇报人:/目录0102图像融合技术的重要性多曝光图像融合的挑战与现状小波分析在图像处理中的应用03方法概述小波变换原理多曝光图像融合流程实验目的:验证基于小波分析的多曝光图像融合方法的有效性和优越性实验环境:使用MATLAB编程语言和相关图像处理工具箱实验步骤:a.准备多曝光图像数据集b.对图像进行预处理,包括灰度化、去噪等c.使用小波变换对图像进行多尺度分解d.融合不同尺度的图像系数,生成融合后的图像e.对融合后的图像进行后处理,包括锐化、色彩平衡等a.准备多曝光图像数据集b.对图像进行预处理,包括灰度

基于小波分析的多曝光图像融合方法.docx
基于小波分析的多曝光图像融合方法小波分析是最近几十年来发展起来的一种新的数学分析工具,具有时间-频率分析和尺度分析的能力,越来越多的被应用在图像处理中。多曝光图像融合是一种广泛使用的技术,以获得高动态范围图像。本文介绍了一种基于小波分析的多曝光图像融合方法,通过融合不同曝光时间或不同场景下的图像,可以得到一个高动态范围的图像。在传统的多曝光图像融合方法中,常用的是加权平均法,该方法将不同曝光时间或不同场景下的图像,根据其亮度值大小进行加权平均。但是,这种方法存在的问题是在大幅度变化的区域很难实现自适应加权

基于曝光适度评价的多曝光图像融合方法.docx
基于曝光适度评价的多曝光图像融合方法摘要多曝光图像融合技术应用广泛,但在实际应用中有一些缺陷,例如过度或不足曝光造成的失真。因此,本文提出一种基于曝光适度评价的多曝光图像融合方法。该方法通过评估每个图像的曝光适度,并基于适度参数来实现图像融合。在实验中,该方法的融合结果与其他现有方法相比表现较好。因此,该方法具有较高的实际应用价值。关键字:多曝光图像,图像融合,曝光适度评价,适度参数AbstractMulti-exposureimagefusiontechnologyiswidelyused,butthe