
一种两步法石墨压延装置及压延方法.pdf

冬易****娘子


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种两步法石墨压延装置及压延方法.pdf
本发明属于材料制备技术领域,具体涉及两步法石墨压延装置及压延方法。本发明包括主压延结构,主压延结构包括石墨放卷轴、盖膜放卷轴、主压延上辊、盖膜收卷轴、第一离型膜放卷轴和主压延下辊,还包括增设的二次压延贴合机构,二次贴合压延结构包括二次贴合压延上辊、石墨收卷轴、第一离型膜收卷、二次贴合压延下辊、第二离型膜放卷轴及第二伺服电机,二次贴合压延上辊安装在主压延结构的出料端,主压延结构安装在安装架上,二次贴合压延上辊与二次贴合压延下辊的间隙通过过辊及第二伺服电机控制,第二离型膜放卷轴和第一离型膜收卷固定安装在收料端

一种石墨压延膜除尘装置.pdf
本实用新型涉及一种石墨压延膜除尘装置,包括工作台,所述工作台的外部固定连接有压延机本体,所述工作台的外部设置有除尘结构,所述除尘结构的内部设置有石墨压延离型膜卷筒。该石墨压延膜除尘装置,通过设置第一固定架和限位块,方便安装放置石墨压延离型膜卷筒,并使得石墨压延离型膜卷筒便于安装拆卸,通过设置第二固定架、限位杆、安装块、螺纹杆、粘性滚轮和除尘风机,方便可以在石墨压延离型膜进入压延机内部之前,对其进行很好的除尘处理,避免压延完成后,石墨与离型膜之间会存在灰尘等细颗粒杂质,提高产品的质量,通过设置第三固定架、第
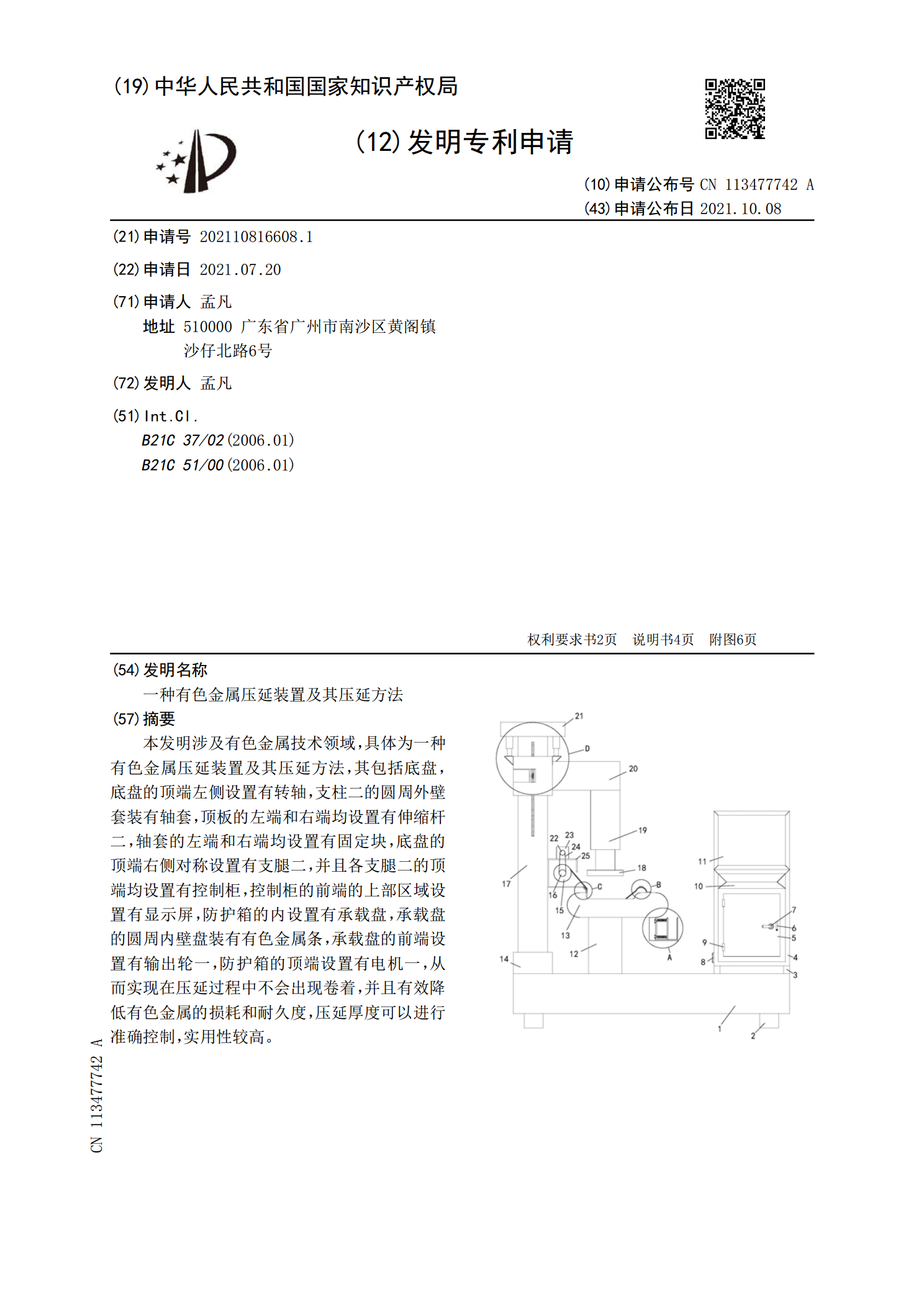
一种有色金属压延装置及其压延方法.pdf
本发明涉及有色金属技术领域,具体为一种有色金属压延装置及其压延方法,其包括底盘,底盘的顶端左侧设置有转轴,支柱二的圆周外壁套装有轴套,顶板的左端和右端均设置有伸缩杆二,轴套的左端和右端均设置有固定块,底盘的顶端右侧对称设置有支腿二,并且各支腿二的顶端均设置有控制柜,控制柜的前端的上部区域设置有显示屏,防护箱的内设置有承载盘,承载盘的圆周内壁盘装有有色金属条,承载盘的前端设置有输出轮一,防护箱的顶端设置有电机一,从而实现在压延过程中不会出现卷着,并且有效降低有色金属的损耗和耐久度,压延厚度可以进行准确控制,
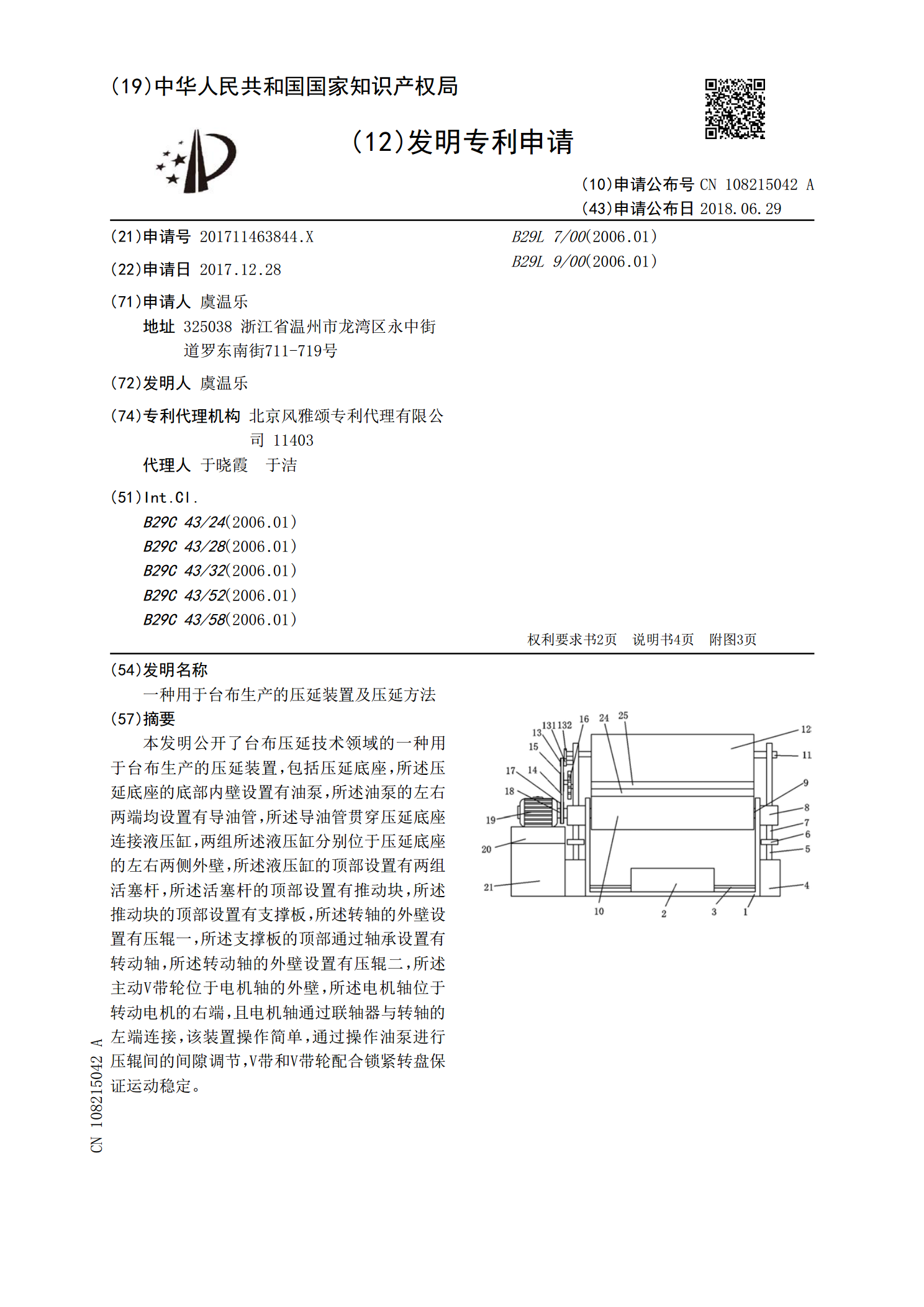
一种用于台布生产的压延装置及压延方法.pdf
本发明公开了台布压延技术领域的一种用于台布生产的压延装置,包括压延底座,所述压延底座的底部内壁设置有油泵,所述油泵的左右两端均设置有导油管,所述导油管贯穿压延底座连接液压缸,两组所述液压缸分别位于压延底座的左右两侧外壁,所述液压缸的顶部设置有两组活塞杆,所述活塞杆的顶部设置有推动块,所述推动块的顶部设置有支撑板,所述转轴的外壁设置有压辊一,所述支撑板的顶部通过轴承设置有转动轴,所述转动轴的外壁设置有压辊二,所述主动V带轮位于电机轴的外壁,所述电机轴位于转动电机的右端,且电机轴通过联轴器与转轴的左端连接,该

一种石墨烯散热膜真空压延装置.pdf
本发明公开了一种石墨烯散热膜真空压延装置,本发明通过压延结构解决了上、下辊之间距离无法调节的问题;通过主支撑杆A、副支撑杆A、第三支撑杆、第四支撑杆形成连杆机构,利用主电动推杆、副电动推杆的伸缩提供动力,带动上压辊与下压辊之间的距离发生变化;通过主动齿轮、第一传动齿轮、第二传动齿轮、第三传动齿轮、第四传动齿轮、第五传动齿轮的齿轮传动,配合连杆机构的工作,保证压延工作的顺利进行。通过第一过渡机、第二过渡机配合压延结构进行运输,避免进料输送机、出料输送机与压延结构因高度差而影响石墨烯散热膜的运输;通过真空系统