
一种不同厚度的厚壁铝合金结构件的电弧增材制造工艺.pdf

小云****66


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种不同厚度的厚壁铝合金结构件的电弧增材制造工艺.pdf
本发明公开了一种厚壁铝合金结构件的电弧增材制造工艺,包括步骤:将焊接母材基板表面经磨砂处理、丙酮清洗去除表面氧化膜和油污,烘干上述基板和焊丝,通过Robotstudio软件在线编程规划增材制造过程中电弧摆动轨迹,在所述基板左右对称留余量后用夹具固定装夹,设置焊接工艺参数,在保护气体氛围中运行机器人,使其按照上述电弧摆动轨迹运行,得到不同壁厚的铝合金结构件。上述工艺有效避免传统减材制造的资源浪费,简化制造工序,相较无摆动的加工过程更简单、快捷,提高生产效率,节约生产成本。

厚壁结构件电弧增材制造成形方法及工艺.docx
厚壁结构件电弧增材制造成形方法及工艺随着制造技术的不断发展和创新,电弧增材制造技术(ArcAdditiveManufacturing,AAM)逐渐被广泛应用于建筑、航空、能源、医疗等领域的生产过程。电弧增材制造技术能够在建造过程中得到更多的自由度和精确度,不仅可以快速制造出具有复杂结构的零部件,还能够节省成本和提高制造质量。厚壁结构件制造中,传统的材料加工方式往往会遭遇到许多问题。例如,传统的切削加工方式会产生大量的热量和金属屑,造成材料内部的应力集中和变形,从而影响制造或使用的性能。而电弧增材制造技术却

铝合金结构件激光电弧复合增材制造工艺分析.docx
铝合金结构件激光电弧复合增材制造工艺分析铝合金结构件激光电弧复合增材制造工艺分析摘要:随着先进制造技术的不断发展,激光电弧复合增材制造工艺作为一种新兴的快速成型技术,被广泛应用于各个领域。本文针对铝合金结构件的激光电弧复合增材制造工艺进行了深入分析,包括工艺流程、影响因素、优势与局限性、应用前景等方面进行了详细探讨。关键词:铝合金结构件;激光电弧复合增材制造;工艺分析;应用前景一、引言铝合金结构件广泛应用于航空、汽车、船舶等领域,对材料的性能和结构的精度要求较高。传统的铝合金结构件制造工艺存在一些缺陷,如
一种高效多工位电弧增材制造铝合金结构件的方法.pdf
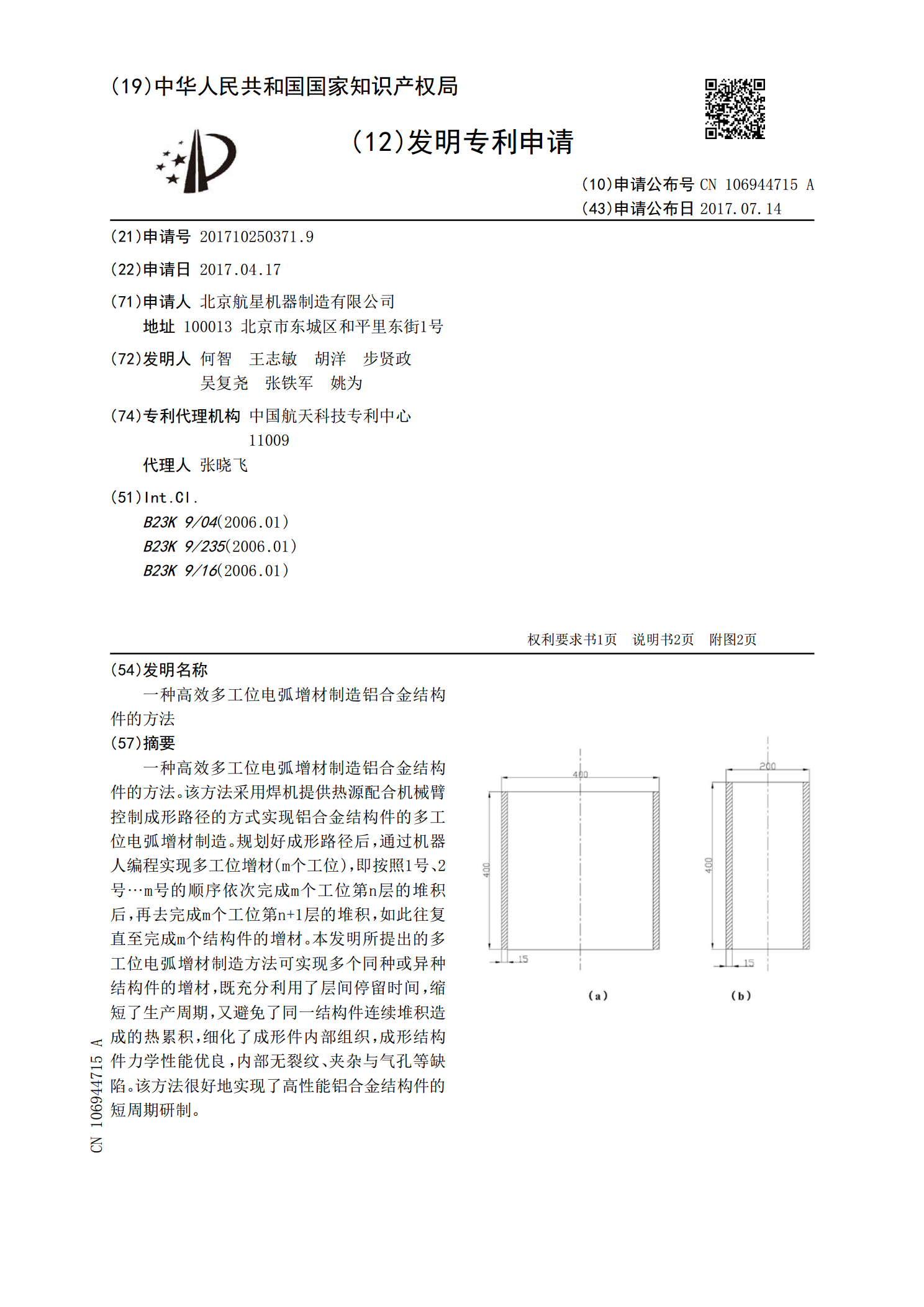
一种高效多工位电弧增材制造铝合金结构件的方法。该方法采用焊机提供热源配合机械臂控制成形路径的方式实现铝合金结构件的多工位电弧增材制造。规划好成形路径后,通过机器人编程实现多工位增材(m个工位),即按照1号、2号…m号的顺序依次完成m个工位第n层的堆积后,再去完成m个工位第n+1层的堆积,如此往复直至完成m个结构件的增材。本发明所提出的多工位电弧增材制造方法可实现多个同种或异种结构件的增材,既充分利用了层间停留时间,缩短了生产周期,又避免了同一结构件连续堆积造成的热累积,细化了成形件内部组织,成形结构件力学

电弧增材制造工艺及其应用.docx
电弧增材制造工艺及其应用1.电弧增材制造工艺概述电弧增材制造(ElectronBeamAdditiveManufacturing,EBAM)是一种通过电弧加热熔化金属丝或粉末并逐层堆积成形的新型制造技术。它具有速度快、材料利用率高、成本低、精度高等优点,被认为是未来制造业的重要发展方向。电弧增材制造的基本原理是将电极(通常为钨丝)放置在工件上方,然后在两电极之间产生电弧,使金属丝或粉末在电弧高温下熔化并沉积在工件表面。随着电弧的不断移动,金属丝或粉末被逐层堆积,最终形成所需的三维结构。由于电弧温度高达几千