
一种PET瓶胚节能与传送工艺及系统.pdf

春岚****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种PET瓶胚节能与传送工艺及系统.pdf
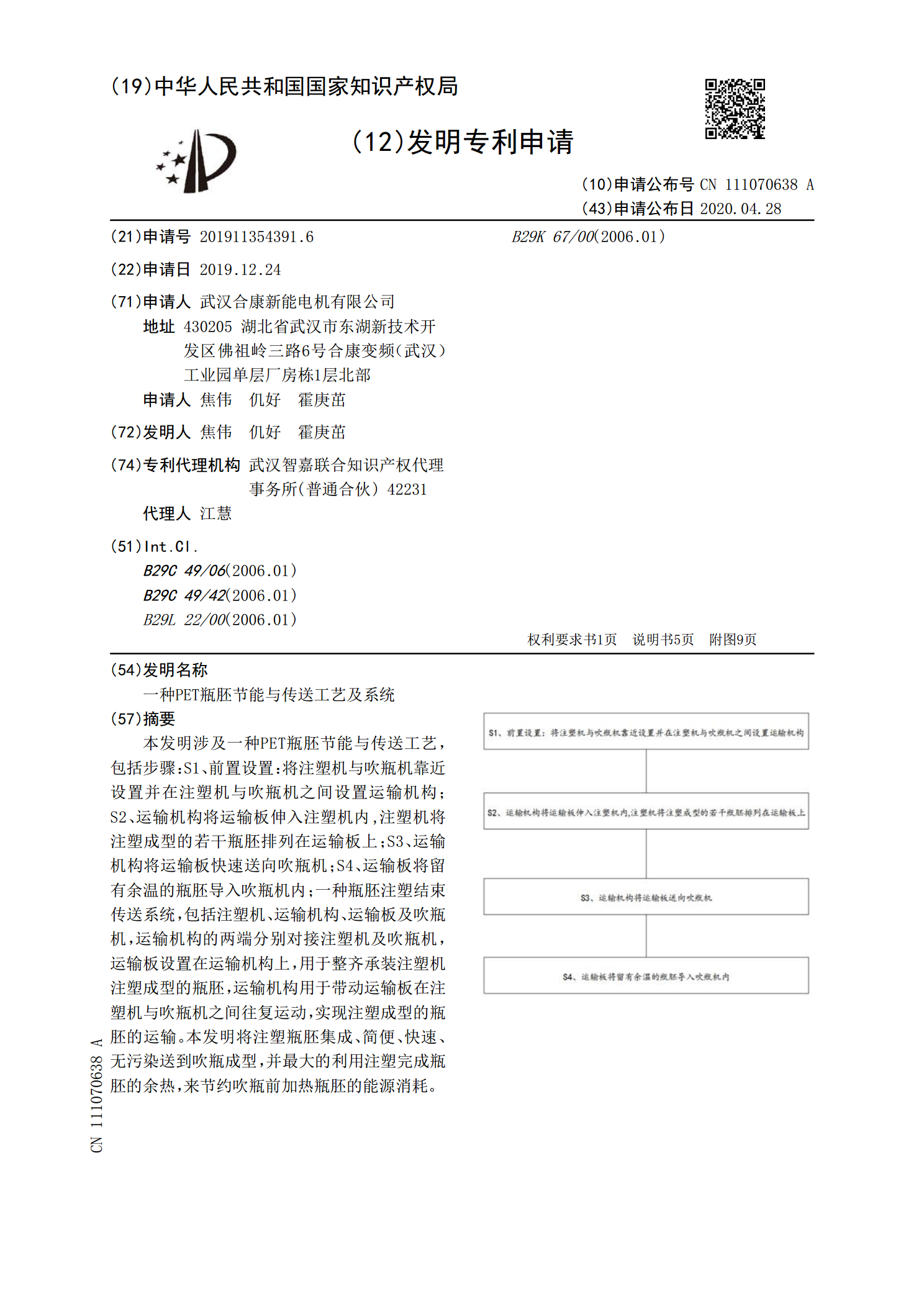
本发明涉及一种PET瓶胚节能与传送工艺,包括步骤:S1、前置设置:将注塑机与吹瓶机靠近设置并在注塑机与吹瓶机之间设置运输机构;S2、运输机构将运输板伸入注塑机内,注塑机将注塑成型的若干瓶胚排列在运输板上;S3、运输机构将运输板快速送向吹瓶机;S4、运输板将留有余温的瓶胚导入吹瓶机内;一种瓶胚注塑结束传送系统,包括注塑机、运输机构、运输板及吹瓶机,运输机构的两端分别对接注塑机及吹瓶机,运输板设置在运输机构上,用于整齐承装注塑机注塑成型的瓶胚,运输机构用于带动运输板在注塑机与吹瓶机之间往复运动,实现注塑成型的

一种吹瓶机械瓶胚传送系统.pdf
本发明公开了一种吹瓶机械瓶胚传送系统,包括:上料机、理瓶机、传送斜架和平移架四个组成部分,其中,上料机,采用上料传送带结构,在上料传送带上设置了传送板,上料传送带底部连接了传动辊,传动辊连接了传动电机,在上料机的机架上设置了透视窗,在上料机的下端设置了集料箱,集料箱采用漏斗结构,在上料机的上端连接了理瓶机,理瓶机下端设置了支撑架,本发明一种吹瓶机械瓶胚传送系统,结构紧凑,能够使得瓶胚传送平稳,避免了瓶胚出现卡住现象,为后续合模加工提供了方便。
PET瓶胚资料.ppt
1.PET瓶的應用與市場2.PET料性介紹3.PET乾燥的必要性4.PET乾燥條件5.瓶胚的模具設計注意6.瓶胚成型製程條件要求6-1.射出機成形條件6-2.瓶胚7.PET螺桿設計7-1.模具溫差設定7-2.乾燥機與除濕乾燥機溫度設定7-3.開機生產前瓶胚試模注意事項7-4.停機注意事項8.PET瓶的種類9.PET瓶製造之問題點10.瓶胚簡易檢驗10.瓶胚簡易檢驗10.瓶胚簡易檢驗11.PET瓶胚射出成型系統圖12.高產量PET瓶胚機(特殊配備)

PET瓶胚验收标准.pdf
PETPETPET塑料瓶胚进厂检验塑料瓶胚进厂检验塑料瓶胚进厂检验一外观检查首先检查并记录运输包装有无破损或污染然后目视检查随机抽取的样品记录附表所述的各种缺陷的数量二瓶口尺寸AQL=0.65随机抽取样品使用游标卡尺或合适的量规测量瓶口规格要求如下PCO969-1810-000ADET指标27.9714.2024.9427.43通过27.8413.9024.8127.30不通过28.1014.3025.0727.56ALCOA1716结晶口ADET指标29.9714.1124.9427.56通过28.22
一种PET瓶胚剪尾装置.pdf
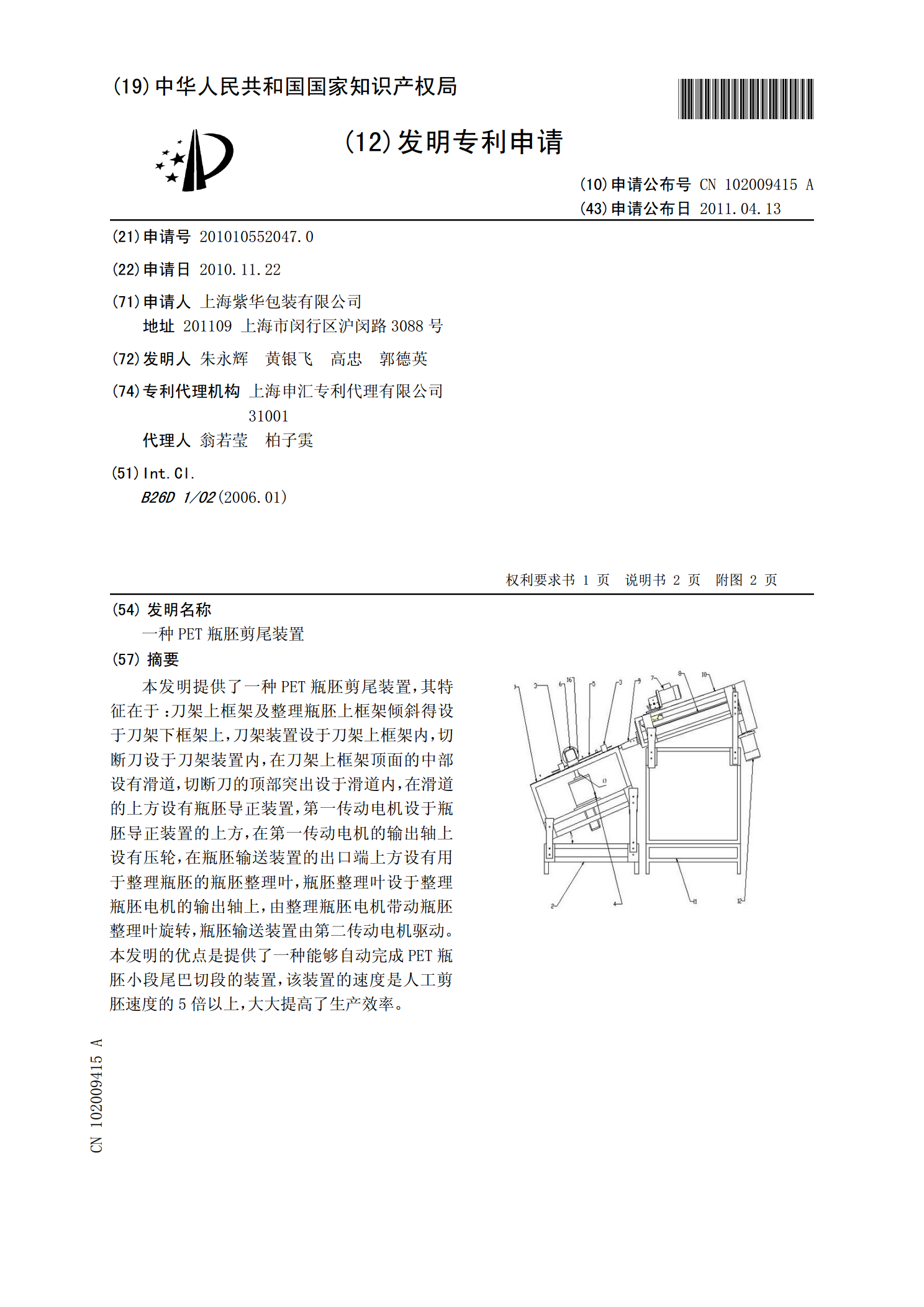
本发明提供了一种PET瓶胚剪尾装置,其特征在于:刀架上框架及整理瓶胚上框架倾斜得设于刀架下框架上,刀架装置设于刀架上框架内,切断刀设于刀架装置内,在刀架上框架顶面的中部设有滑道,切断刀的顶部突出设于滑道内,在滑道的上方设有瓶胚导正装置,第一传动电机设于瓶胚导正装置的上方,在第一传动电机的输出轴上设有压轮,在瓶胚输送装置的出口端上方设有用于整理瓶胚的瓶胚整理叶,瓶胚整理叶设于整理瓶胚电机的输出轴上,由整理瓶胚电机带动瓶胚整理叶旋转,瓶胚输送装置由第二传动电机驱动。本发明的优点是提供了一种能够自动完成PET瓶