
偏心内圈、偏心轴承的加工方法及偏心轴承、偏心夹具.pdf

猫巷****奕声


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
偏心内圈、偏心轴承的加工方法及偏心轴承、偏心夹具.pdf
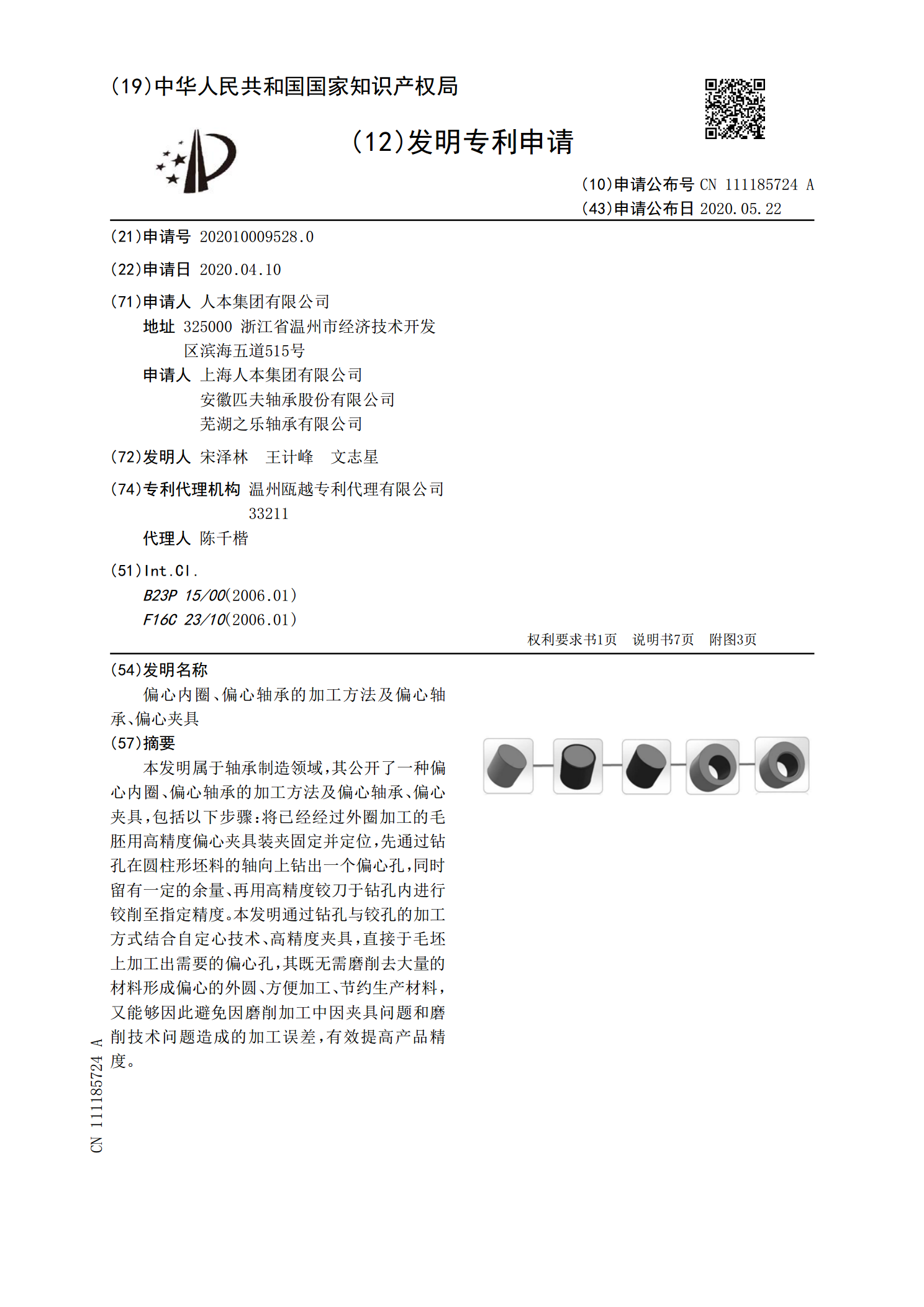
本发明属于轴承制造领域,其公开了一种偏心内圈、偏心轴承的加工方法及偏心轴承、偏心夹具,包括以下步骤:将已经经过外圈加工的毛胚用高精度偏心夹具装夹固定并定位,先通过钻孔在圆柱形坯料的轴向上钻出一个偏心孔,同时留有一定的余量、再用高精度铰刀于钻孔内进行铰削至指定精度。本发明通过钻孔与铰孔的加工方式结合自定心技术、高精度夹具,直接于毛坯上加工出需要的偏心孔,其既无需磨削去大量的材料形成偏心的外圆、方便加工、节约生产材料,又能够因此避免因磨削加工中因夹具问题和磨削技术问题造成的加工误差,有效提高产品精度。

滑动轴承偏心瓦块的加工方法.pdf
本发明滑动轴承偏心瓦块的加工方法涉及机械加工领域,具体涉及滑动轴承偏心瓦块的加工方法,包括以下步骤:准备整圆毛坯料;一次装夹完成粗车外圆和内孔,以保证内、外圆同心度和表面粗糙度,在整圆料的轴向尺寸留13‑15mm的工艺卡头,用于车削时卡盘卡爪夹持工件;粗车外圆、内孔及两端面,保留工艺卡头;脱氢处理,由于钢的冶炼过程中不可避免地存在残余氢离子,随着时间的推移,氢离子不断分解成氢气从钢材中析出,析出氢气的一部分集结于瓦块钢体与合金的结合部位造成鼓包现象,为预防钢体中氢气的析出,保证钢体与合金的结合质量,本发明

偏心轴承磨加工用夹具优化设计.pptx
汇报人:CONTENTS夹具优化设计概述夹具在偏心轴承磨加工中的重要性夹具优化设计的目标夹具优化设计的基本原则夹具结构优化设计夹具结构设计要点夹具结构改进方案夹具结构优化实例分析夹具材料优化选择夹具常用材料及其特点夹具材料的优化选择标准新型夹具材料的选用及展望夹具制造工艺改进夹具制造工艺现状分析夹具制造工艺改进措施夹具制造工艺改进实例夹具使用性能提升夹具使用性能的影响因素提升夹具使用性能的措施夹具使用性能提升实例分析夹具优化设计效果评估夹具优化设计效果评估方法夹具优化设计经济效益评估夹具优化设计社会效益评

偏心轴承磨加工用夹具优化设计.docx
偏心轴承磨加工用夹具优化设计标题:偏心轴承磨加工用夹具优化设计摘要:本论文主要研究了偏心轴承磨加工用夹具的优化设计。通过分析夹具在偏心轴承磨加工过程中的工作原理和特点,结合夹具设计的基本原则,提出了一种新型的夹具设计方案。通过优化设计夹具结构和参数,提高了夹具的刚度和稳定性,并提高了加工效率和加工质量。本研究对于提高偏心轴承磨加工的精度和效率具有一定的指导意义。关键词:偏心轴承;磨加工;夹具;优化设计;刚度;稳定性1.引言偏心轴承在工程应用中具有重要的作用,其磨加工过程对于产品质量和加工效率的影响至关重要

滑动轴承偏心瓦块的加工方法.pdf
本发明滑动轴承偏心瓦块的加工方法涉及机械加工领域,具体涉及滑动轴承偏心瓦块的加工方法,包括以下步骤:准备整圆毛坯料,一次装夹完成粗车外圆和内孔,以保证内、外圆同心度和表面粗糙度,在整圆料的轴向尺寸留13‑15mm的工艺卡头,用于车削时卡盘卡爪夹持工件;粗车外圆、内孔及两端面,保留工艺卡头;脱氢处理,由于钢的冶炼过程中不可避免地存在残余氢离子,随着时间的推移,氢离子不断分解成氢气从钢材中析出,析出氢气的一部分集结于瓦块钢体与合金的结合部位造成鼓包现象,为预防钢体中氢气的析出,保证钢体与合金的结合质量;本发明