
数控关节轴承外球面范成磨床的探讨.docx

Do****76


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

数控关节轴承外球面范成磨床的探讨.docx
数控关节轴承外球面范成磨床的探讨【摘要】当前在进行关节轴承外球面磨削加工过程中很多都是使用切入磨削来做加工的但是因为使用切入磨削加工后的关节轴承外球面其表面仍然很是粗糙这使得关节轴承外球面质量不符合使用要求。基于此本文对数控关节轴承外球面范成磨床的问题作探讨。【关键词】数控关节轴承;外球面;范成磨床当前角接触轴承和关节轴承的内圈外球面进行磨削加工时一般都是使用切入磨削的方式来加工的但是切入磨削的缺点是加工过于粗糙使得加工后的关节轴承外球面不符合使用标准在

数控外球面滚道磨床.pdf
一种数控外球面滚道磨床,包括床身,所述床身的顶面设有导轨,一水平滑台在水平移动机构驱动下沿床身导轨作水平进给运动,水平滑台上设有分度装置和尾架,分度装置的箱体顶部设有砂轮修整器,床身的后侧设有立柱,立柱的侧面设有导轨,一垂直滑动台在垂直移动机构驱动下沿立柱的侧面导轨作垂直进给运动,垂直滑动台上固定有包括砂轮的磨头,立柱的顶面上设有两组定滑轮,垂直滑动台的顶部连接两条链条,两条链条分别通过两组定滑轮连接一配重块。本发明结构简单,适用于大批量星形套磨削,成型修整轮具有较高的定心精度和高速回转精度,保

基于球面范成原理的关节轴承内球面珩磨法.docx
基于球面范成原理的关节轴承内球面珩磨法基于球面范成原理的关节轴承内球面珩磨法摘要:关节轴承是一种常用于机械传动和运动系统中的关键元件。为了改善其性能,球面珩磨作为一种重要的加工方法被广泛应用于关节轴承的内球面加工中。本文将介绍基于球面范成原理的关节轴承内球面珩磨法的原理、工艺和应用。关键词:球面范成原理;关节轴承;内球面珩磨法1.引言关节轴承是一种用于承受高负荷和复杂运动的传动元件,其内球面的加工质量对其使用寿命和运行性能具有重要影响。传统的内球面加工方法包括滚压、铣削和珩磨等。其中,球面珩磨因其能够提供
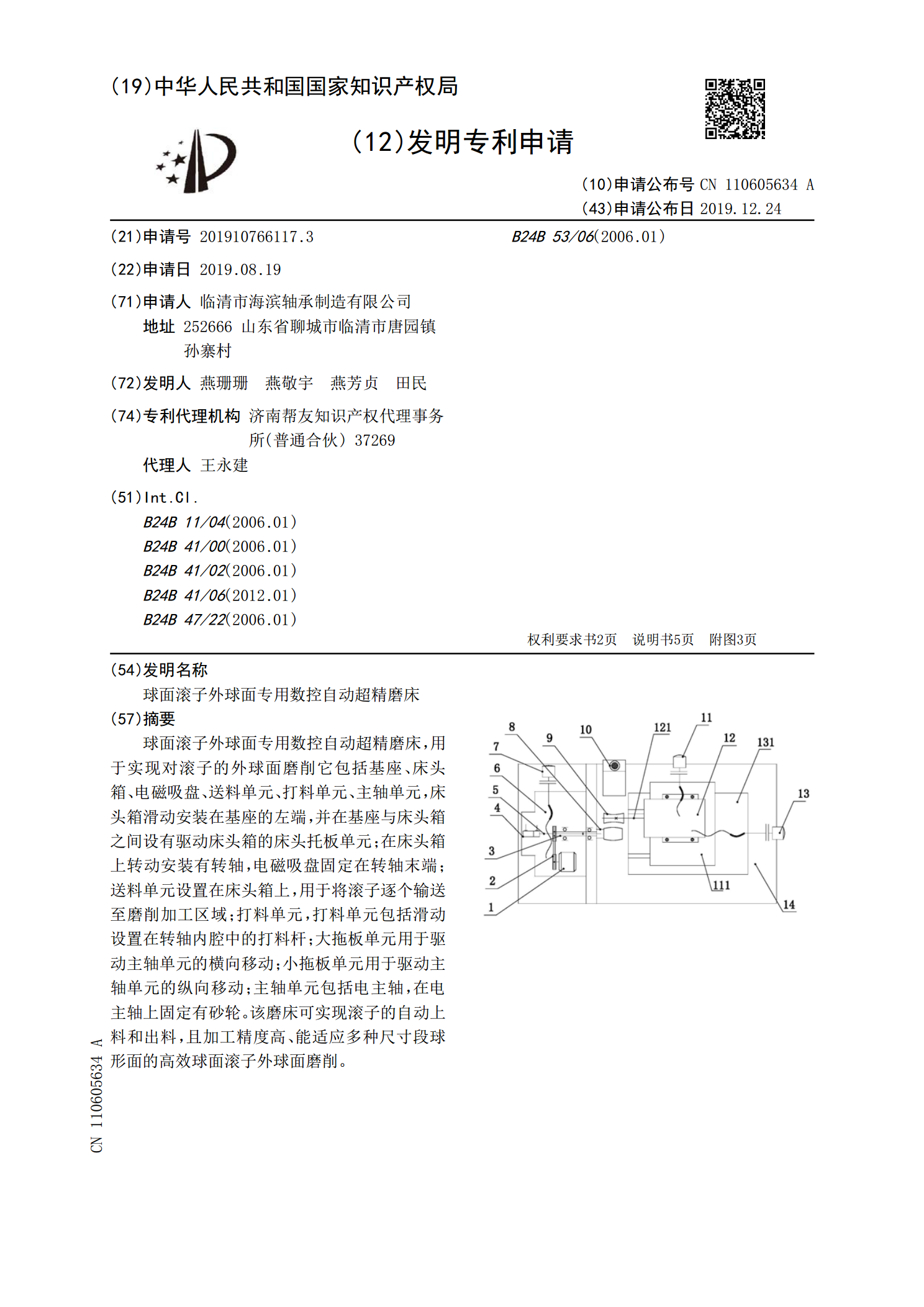
球面滚子外球面专用数控自动超精磨床.pdf
球面滚子外球面专用数控自动超精磨床,用于实现对滚子的外球面磨削它包括基座、床头箱、电磁吸盘、送料单元、打料单元、主轴单元,床头箱滑动安装在基座的左端,并在基座与床头箱之间设有驱动床头箱的床头托板单元;在床头箱上转动安装有转轴,电磁吸盘固定在转轴末端;送料单元设置在床头箱上,用于将滚子逐个输送至磨削加工区域;打料单元,打料单元包括滑动设置在转轴内腔中的打料杆;大拖板单元用于驱动主轴单元的横向移动;小拖板单元用于驱动主轴单元的纵向移动;主轴单元包括电主轴,在电主轴上固定有砂轮。该磨床可实现滚子的自动上料和出料

数控球面滚子磨床.pdf
本发明提供了数控球面滚子磨床,其使得工件磨削过程中,磨削精度高。其包括床身、电机,其特征在于:所述电机支承于电机座,所述电机座位于所述床身的外侧,所述电机的输出端连接动压砂轮主轴的输入端。