
一种带料放料预警装置.pdf

雨巷****凝海


1/8

2/8

3/8

4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种带料放料预警装置.pdf
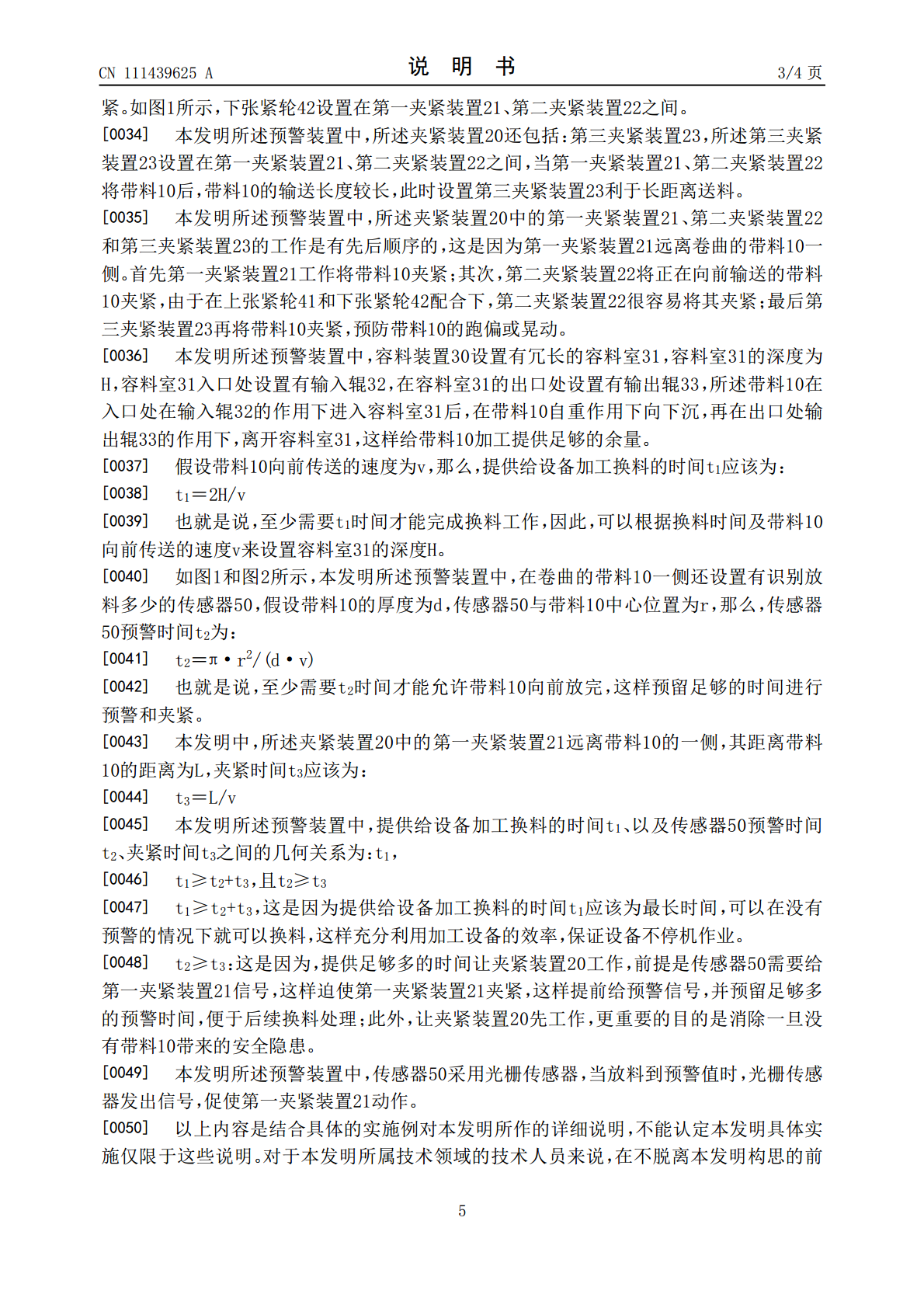
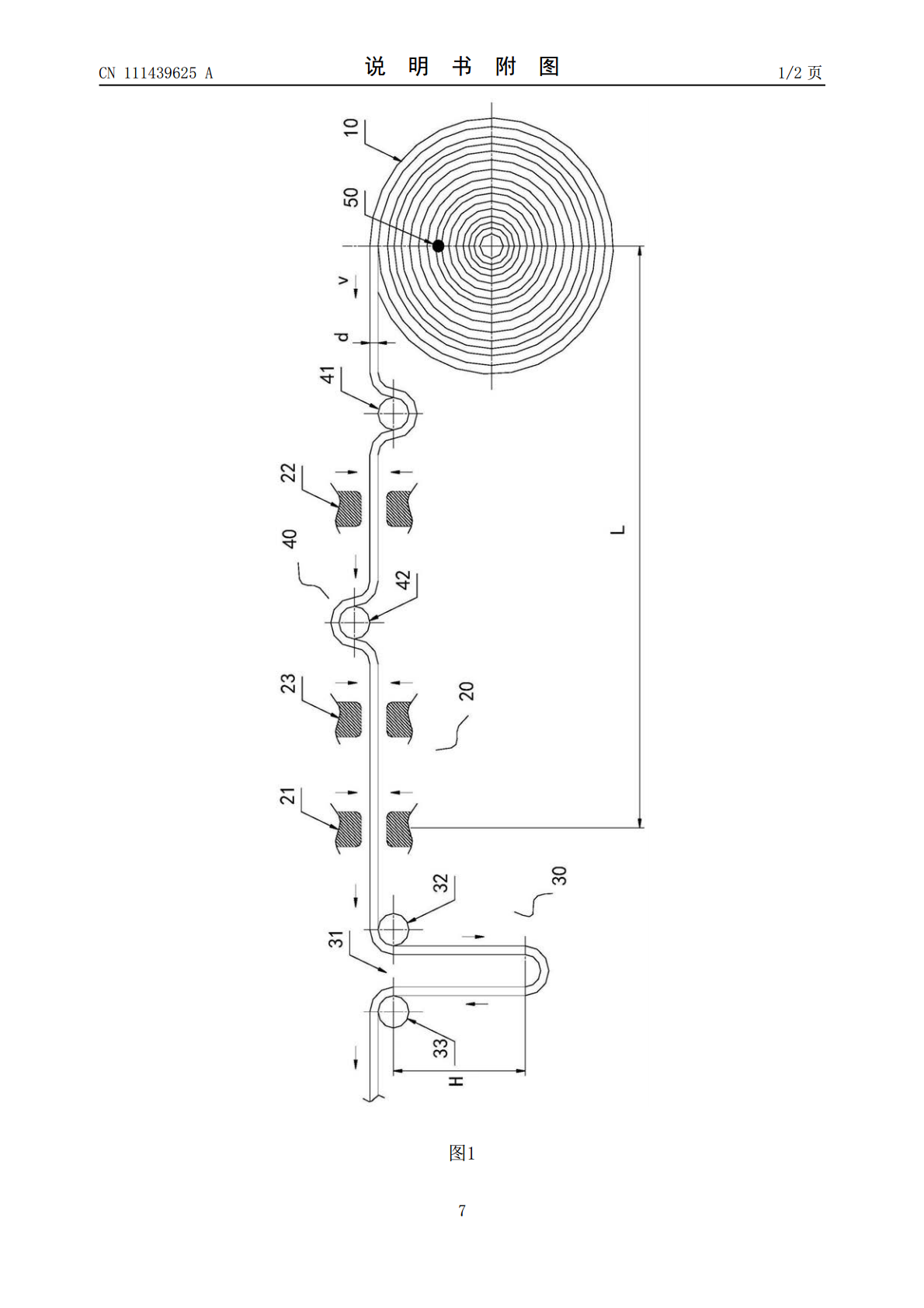
本发明涉及一种带料放料预警装置,设置在卷曲的带料放料方向的一侧,所述在放料方向的带料上,设置有夹紧装置、容料装置和张力装置,所述容料装置设置在靠近加工设备一侧,在带料一侧还设置有识别放料多少的传感器,传感器识别放料到预警值后,将信号传送给夹紧装置,夹紧装置将带料夹紧。本发明所述预警装置,在卷曲的带料一侧设置有识别放料多少的传感器,传感器识别放料到预警值后,将信号传送给夹紧装置,夹紧装置将带料夹紧,预防其松脱,进而起到防护的作用。通过设置容料室预留足够的时间提供换料,通过控制容料室、传感器位置、夹紧装置位置

一种旋转接料放料装置.pdf
本发明公开了一种旋转接料放料装置,该装置包括支撑架、分别固定在支撑架上端面下方和上方的电机和带座轴承、可呈完全打开和完全闭合两种状态的接料放料盘;所述电机的轴穿过支撑架与带座轴承的内圈固连;所述接料放料盘通过在盘体中心设置的中心轴可旋转地固设在带座轴承内圈的外侧面上。所述接料放料盘包括圆环状的盘体和盘底,盘底通过定位环支撑;所述盘体沿圆周方向均匀设有至少一个接料放料格,所述盘底沿圆周方向均匀设有与接料放料格数量和尺寸相同的放料口,盘底相对盘体的转动可构成完全打开和完全闭合两种状态。本发明能够降低劳动强度、

卷料放料装置.pdf
本发明公开了一种卷料放料装置,包括放料机架、用于承托料盘的承托组件及用于牵引控制承托组件竖直高度的驱动组件,放料机架具有两个支撑立柱,两个支撑立柱之间形成用于容置料盘的空间,承托组件包括分别套设在两个支撑柱上的滑动块及分别固定在滑动块上用于料盘转动安装其上的安装座,驱动组件牵引控制安装在两个支撑立柱上的两组滑动块在支撑立柱上同步上下滑动,滑动块在相对的两侧安装有滚轮与支撑立柱相应的外侧壁形成滚动摩擦。本发明采用了套设滑动块安装在支撑立柱上,并在滑动块与支撑立柱之间采用滚轮接触方式而非摩擦方式,省去了滑轨、
一种饲料料塔自动放料接料装置.pdf
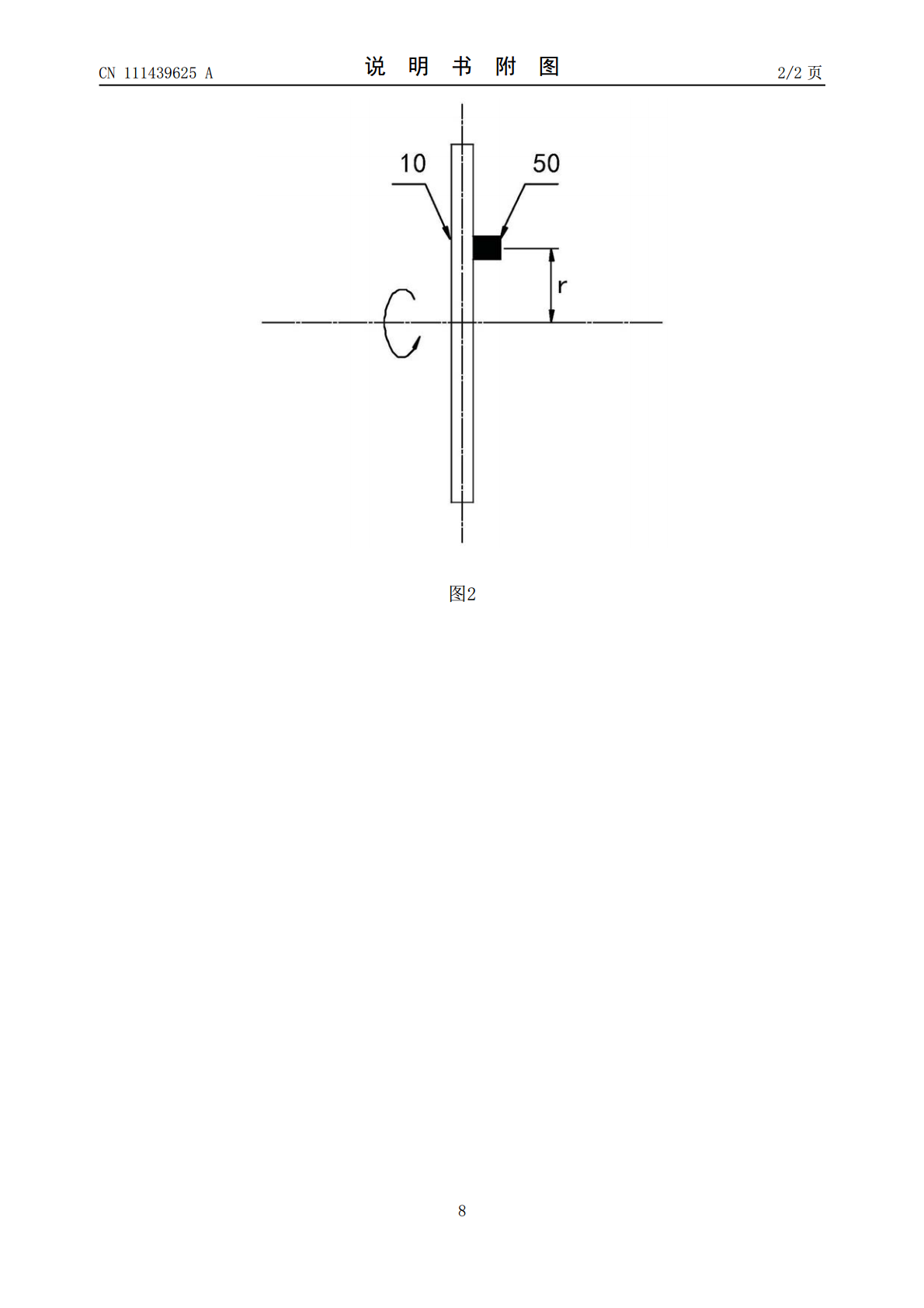
本发明涉及饲料转移设备技术领域,具体的说是一种饲料料塔自动放料接料装置,包括储料仓,储料仓的底端支撑有多个支撑腿,储料仓的底端连接有出料斗,出料斗的底端设有接料机构,接料机构的底端连接有移动机构,移动机构上设有抬升机构,出料斗的内部设有开关机构,出料斗和接料机构之间设有密封机构;通过抬升机构的设置方便将接料机构对接到出料斗,之后触发开关机构打开出料斗的开关输送移动,最终通过接料机构将物料输送到原理出料斗的较高位置的排出口,方便带轮子的容器取料,且控量方便,控制物料通道的开关随着装置的撤出自动复位闭合,无需
一种散料运输罐车放料装置.pdf
本发明涉及散料运输罐车辅助装置,特别是一种散料运输罐车放料装置。运输罐车下部设置有水平出料装置,放料装置包括转动装置、提升装置和开启装置,开启装置纵向贯穿运输罐车厢体、覆盖于水平出料装置上方,提升装置和转动装置设置于开启装置轴向的中段上方;转动装置包括转动轮、转动轴和齿轮,转动轮通过转动轴与齿轮连接,可带动齿轮转动;提升装置包括齿条和提升摇杆,齿轮与齿条传动相连,齿轮转动可带动齿条上下运动,提升摇杆为两组对称长条形连接件,设置于齿条下方;开启装置包括挡料板、放料板和导向件。本发明的放料装置为独立开启,实现