
一种高效率矩形光斑激光熔覆方法.pdf

努力****亚捷


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高效率矩形光斑激光熔覆方法.pdf
一种高效率矩形光斑激光熔覆方法,涉及一种激光熔覆方法。本发明是要解决现有的高速激光熔覆技术的熔覆效率不高的技术问题。本发明的方法使得粉末在激光辐照区域内停留足够的时间,使其以熔化或半熔化状态进入熔池,激光的大部分能量用于熔化粉末,少部分能量用于在工件表面形成熔池,这一原理与高速激光熔覆有所区别,高速激光熔覆是令粉末焦点与激光焦点在工件上方附近汇聚,利用焦点处的高能量激光令粉末快速熔化,而本发明由于采用矩形光斑,技术路线采用的是长时间累积照射的方式令粉末熔化,过程更加温和,且熔覆效率很高。本发明应用于激光熔
一种激光熔覆方法.pdf
本发明提供一种激光熔覆方法,属于激光加工制造领域。该激光熔覆方法的特征在于,在液压支架的立柱的表面上,利用半导体激光器所发出的激光束,熔化激光熔覆用合金粉末,来形成激光熔覆层;所述半导体激光器是指以半导体材料为工作物质,利用半导体材料在能带间跃迁而发光的激光器;所述液压支架的立柱主要是以27SiMn合金钢材料为主。该激光熔覆方法,可以提高激光束的能量吸收效率高,并且,电能利用率高,从而节省了耗电量。
一种有级变光斑激光熔覆头及零件制造方法.pdf
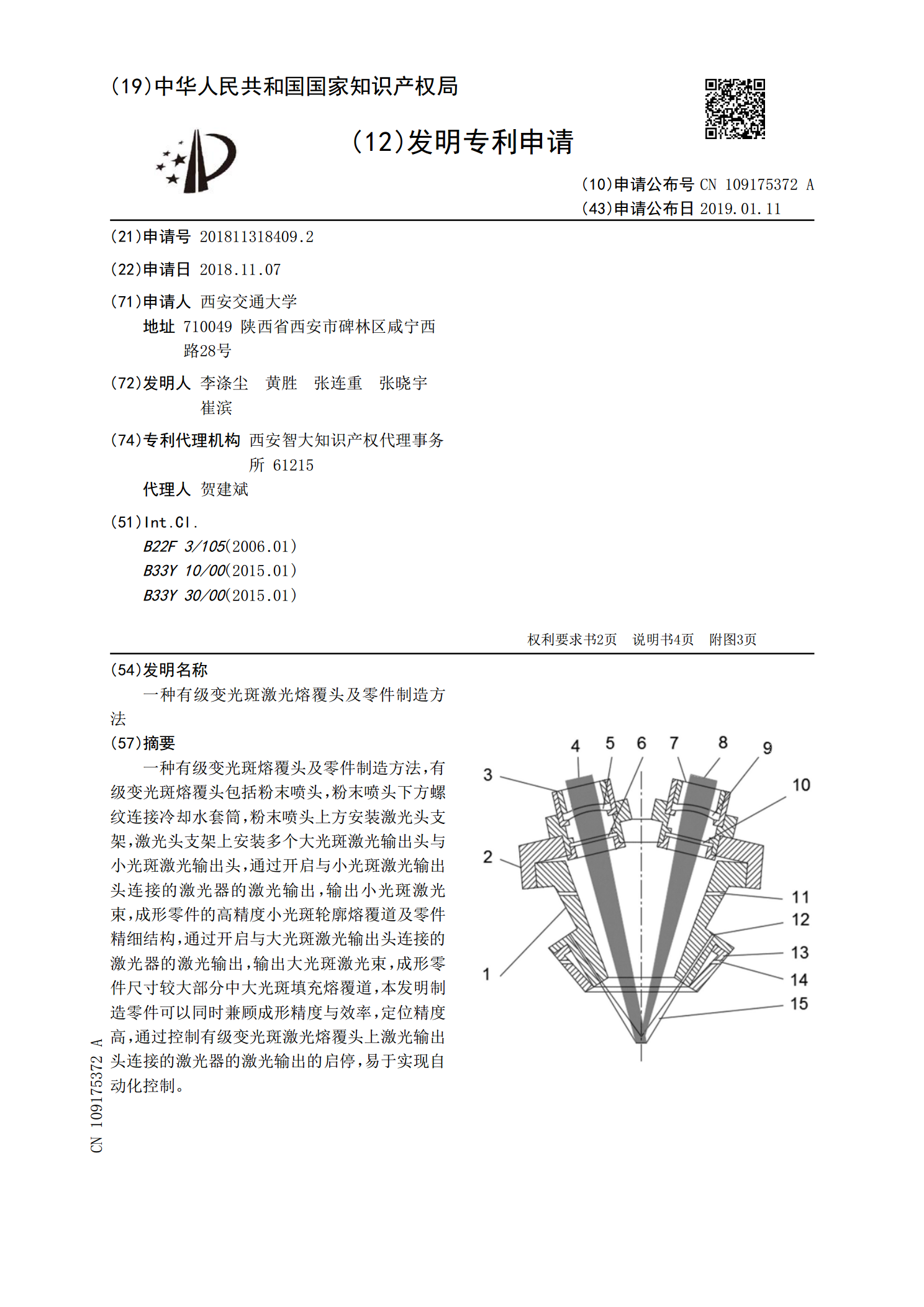
一种有级变光斑熔覆头及零件制造方法,有级变光斑熔覆头包括粉末喷头,粉末喷头下方螺纹连接冷却水套筒,粉末喷头上方安装激光头支架,激光头支架上安装多个大光斑激光输出头与小光斑激光输出头,通过开启与小光斑激光输出头连接的激光器的激光输出,输出小光斑激光束,成形零件的高精度小光斑轮廓熔覆道及零件精细结构,通过开启与大光斑激光输出头连接的激光器的激光输出,输出大光斑激光束,成形零件尺寸较大部分中大光斑填充熔覆道,本发明制造零件可以同时兼顾成形精度与效率,定位精度高,通过控制有级变光斑激光熔覆头上激光输出头连接的激光

一种针对细长轴类工件的激光熔覆装置和激光熔覆方法.pdf
本发明提出一种针对细长轴类工件的激光熔覆装置和激光熔覆方法,采用预热丝材激光熔覆,丝材在进入熔池时进行了预加热有效提高了材料对激光的吸收率,采用比普通激光熔覆的功率小50%的激光功率进行丝材熔覆,降低了工件热输入;在熔覆机床尾部设置弹性顶尖,弹性顶尖的最大行程为8mm,可保证在熔覆过程中工件受热膨胀时沿轴向可进行伸缩,避免工件受热膨胀应力过大导致的变形;熔覆操作中采用分段熔覆技术,有效避免了热量过度集中和累积,使激光熔覆过程中细长工件受热分散,有效降低了细长工件的熔覆变形。本发明所述方法促进了激光熔覆技术

激光熔覆工艺方法以及熔覆材料现状.docx
激光熔覆工艺方法以及熔覆材料现状激光熔覆技术的研究始于20世纪70年代美国AVCO公司就汽车发动机许多易磨损件进行了激光熔覆技术的研究。按熔覆材料的供给方式不同激光熔覆工艺方法分为两种:激光熔覆合金预置法和合金同步送粉法。熔覆材料的加入形式通常有粉末、丝材、板材三种其中以粉末的形式最为常用。关键词:激光熔覆工艺方法熔覆材料1.激光熔覆技术激光熔覆技术的研究始于20世纪70年代美国AVCO公司就汽车发动机许多易磨损件进行了激光熔覆技术的研究。1