
控制装袋机撒料措施.docx

Ch****91

1/5

2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

控制装袋机撒料措施.docx
控制装袋机撒料措施【摘要】通过装袋机工艺过程和控制系统的组成及工作原理结合其撒料故障现象进行了分析;得出故障原因并论述了处理方法;提出生产中对于装袋机调节维护应该注意的事项。【关键词】装袋机;PCL;真空度大庆炼化公司聚丙烯厂库房管理二部的聚丙烯粒料包装采用的是哈博实提供的型号为CE10163-1200/1400的全自动包装码垛机组对聚丙烯装置的正常运行有着重要作用。自投产以来装袋机多次出现撒料的故障严重影响包装生产线线的正常生产。一、装袋机工艺
控制装袋机撒料措施.docx
控制装袋机撒料措施【摘要】通过装袋机工艺过程和控制系统的组成及工作原理结合其撒料故障现象进行了分析;得出故障原因并论述了处理方法;提出生产中对于装袋机调节维护应该注意的事项。【关键词】装袋机;PCL;真空度大庆炼化公司聚丙烯厂库房管理二部的聚丙烯粒料包装采用的是哈博实提供的型号为CE10163-1200/1400的全自动包装码垛机组对聚丙烯装置的正常运行有着重要作用。自投产以来装袋机多次出现撒料的故障严重影响包装生产线线的正常生产。一、装袋机工艺

糕点撒料机.pdf
本发明公开了一种糕点撒料机,包括开关、气管、气缸外管、气缸内管、储料槽、滑轮、滑杆、上固定盘、下固定盘、出料孔板、挡板。出料孔板用不锈钢管连接有支撑架,支撑架四周用不锈钢板连接作为挡板,在顶部的不锈钢方管上安装两个圆柱钢管作为滑道、在滑轮上用两块耐摩擦方块作为储料槽的滑轮、储料槽呈倒三角型,用钉连接气缸内管。本发明能够均匀的将物料洒落在产品表面,节省了人力,提高了生产能力,增加了产量;减少人员操作,避免了人员接触污染,保证了产品质量;以气体为动力,节约能源,增加了经济效益。

一种撒料机.pdf
本发明公开了一种撒料机,它包括设置在伸缩臂内的第一伸缩连接杆,其自由端上部垂直的固定有支撑架,所述支撑架的两端上部固定有滑套座其内套装有滑动杆,所述滑动杆的两端分别设有第一安装墙板,左端的所述滑套座的上部安装在第一液压推杆的一端,另一端与固定在所述滑动杆中部的安装座的上部连接,所述支撑架下部前端设有左端带有进料口的箱体,所述箱体左右两侧的侧壁之间设有通过电机带动旋转的转轴且其上设有螺旋叶片,所述箱体的底部设有活动挡板,所述活动挡板前端固定有第二伸缩连接杆,所述箱体的上部设有安装座,所述安装座上设有与所述第
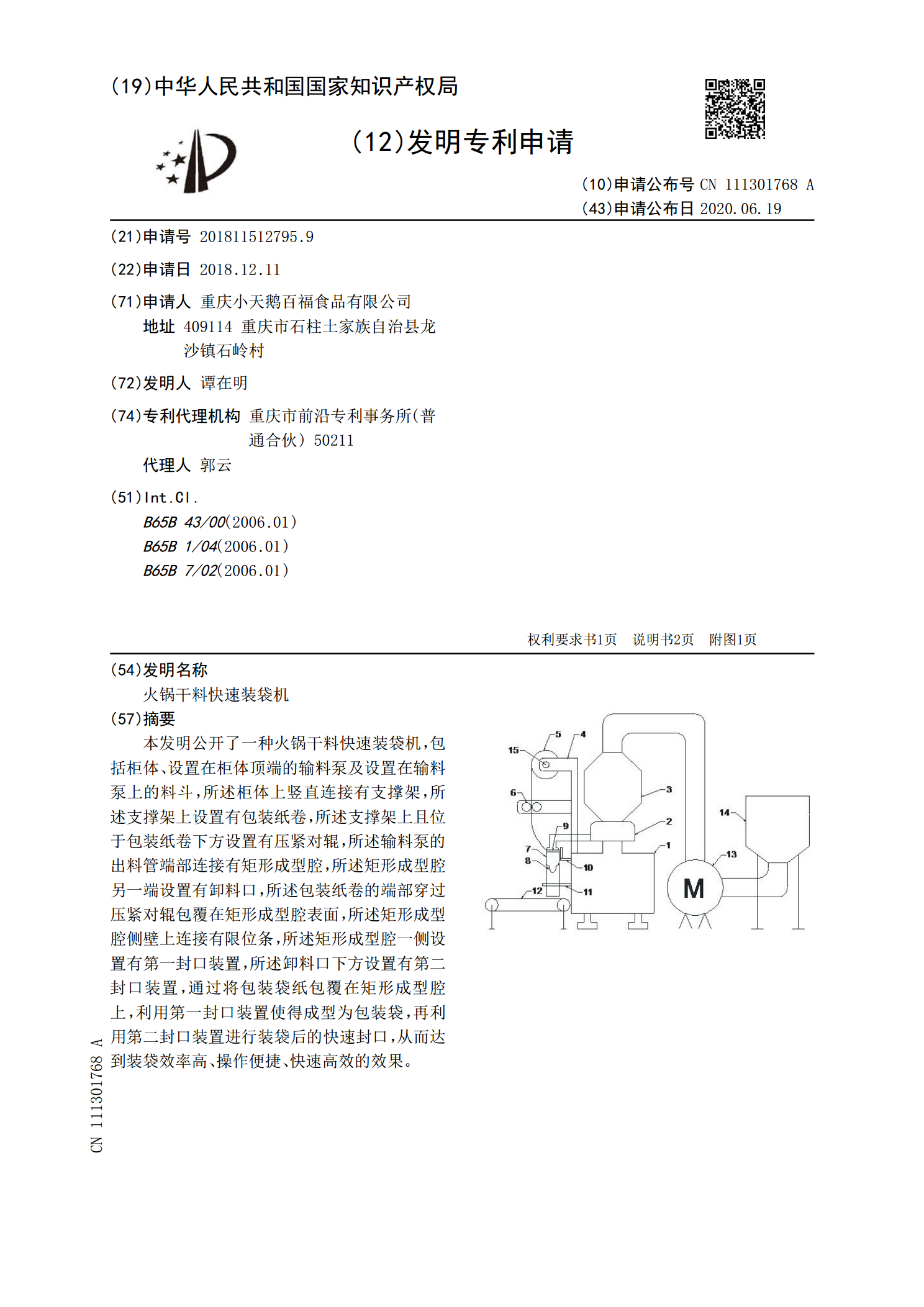
火锅干料快速装袋机.pdf
本发明公开了一种火锅干料快速装袋机,包括柜体、设置在柜体顶端的输料泵及设置在输料泵上的料斗,所述柜体上竖直连接有支撑架,所述支撑架上设置有包装纸卷,所述支撑架上且位于包装纸卷下方设置有压紧对辊,所述输料泵的出料管端部连接有矩形成型腔,所述矩形成型腔另一端设置有卸料口,所述包装纸卷的端部穿过压紧对辊包覆在矩形成型腔表面,所述矩形成型腔侧壁上连接有限位条,所述矩形成型腔一侧设置有第一封口装置,所述卸料口下方设置有第二封口装置,通过将包装袋纸包覆在矩形成型腔上,利用第一封口装置使得成型为包装袋,再利用第二封口装