
不锈钢焊管短管直焊缝自动标注机构.pdf

邻家****ng

1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

不锈钢焊管短管直焊缝自动标注机构.pdf
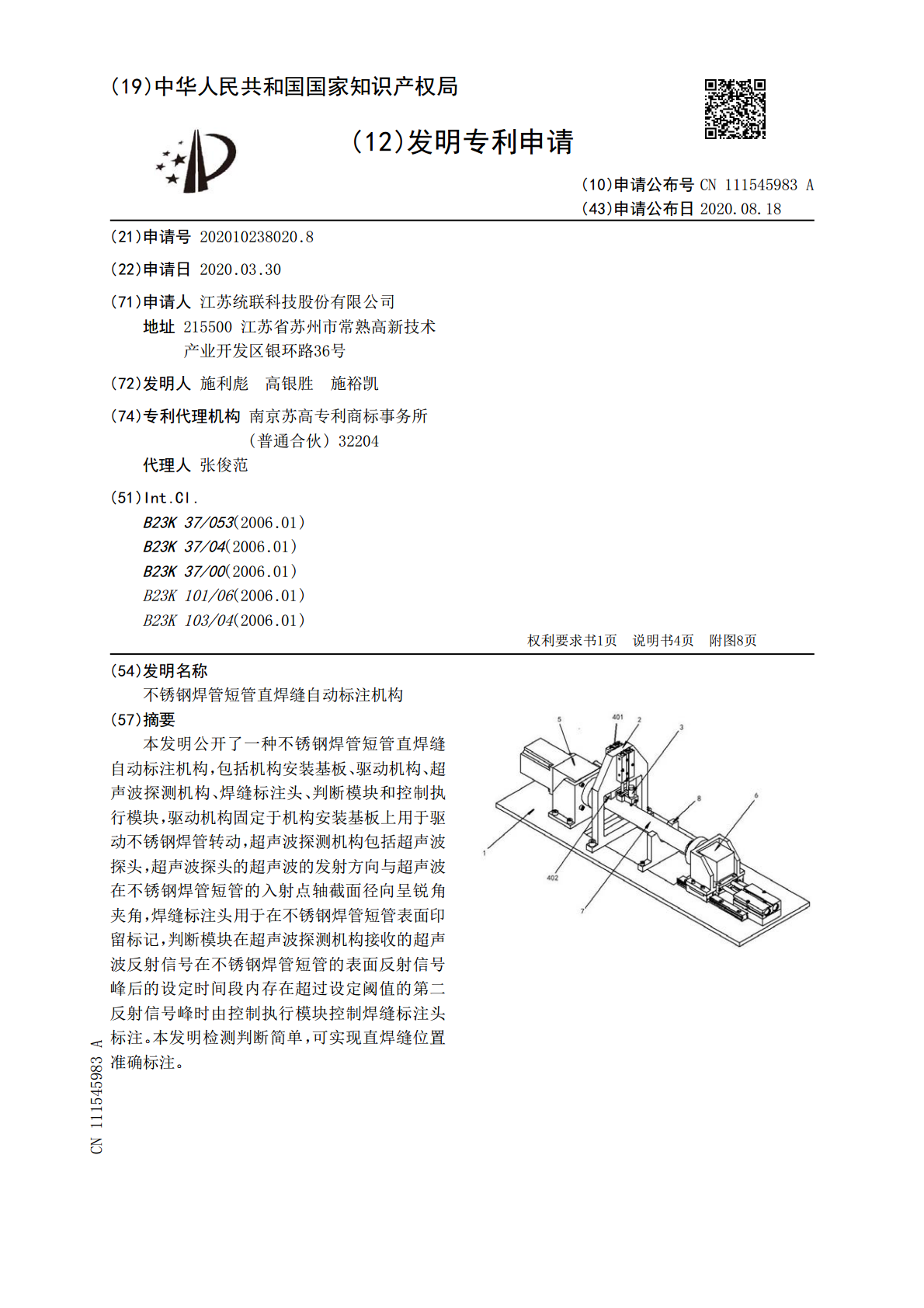
本发明公开了一种不锈钢焊管短管直焊缝自动标注机构,包括机构安装基板、驱动机构、超声波探测机构、焊缝标注头、判断模块和控制执行模块,驱动机构固定于机构安装基板上用于驱动不锈钢焊管转动,超声波探测机构包括超声波探头,超声波探头的超声波的发射方向与超声波在不锈钢焊管短管的入射点轴截面径向呈锐角夹角,焊缝标注头用于在不锈钢焊管短管表面印留标记,判断模块在超声波探测机构接收的超声波反射信号在不锈钢焊管短管的表面反射信号峰后的设定时间段内存在超过设定阈值的第二反射信号峰时由控制执行模块控制焊缝标注头标注。本发明检测判

直缝焊管短成型工艺.docx
直缝焊管短成型工艺直缝焊管短成型工艺摘要:直缝焊管是一种常见的金属制品,广泛应用于石油、天然气、化工、电力、建筑等领域。本文主要介绍了直缝焊管的短成型工艺,包括管坯预制、成型、焊接等环节。通过详细分析和实验验证,总结出了优化直缝焊管短成型工艺的关键要点,旨在为焊管生产企业提供参考和借鉴。关键词:直缝焊管、短成型、管坯预制、成型、焊接1.引言直缝焊管是将热轧或冷轧卷板经过预成型和成型机械设备加工后进行高频焊接而成的管材。其制造工艺复杂,生产线长,工艺环节多。其中,短成型是直缝焊管生产线中的关键一环,对最终成

提高埋弧直缝焊管焊缝韧性的方法.docx
提高埋弧直缝焊管焊缝韧性的方法提高埋弧直缝焊管焊缝韧性的方法摘要:埋弧直缝焊管是一种常见的管道连接方式,但焊缝的韧性是决定管道安全性和使用寿命的重要因素。本文针对埋弧直缝焊管焊缝韧性不高的问题,从焊接材料的选择、焊接工艺参数的优化、热处理技术及焊缝改性等方面探讨了提高焊缝韧性的方法。引言:埋弧直缝焊管由于其焊接工艺简单、生产效率高等优点,在各个领域得到了广泛应用。然而,焊缝的韧性是决定管道抗外力作用能力、抗裂纹能力以及抗腐蚀能力的重要因素,因此提高焊缝韧性成为了焊管质量提升的关键任务。一、焊接材料的选择1

大型直缝焊管焊缝自动检测方法研究的任务书.docx
大型直缝焊管焊缝自动检测方法研究的任务书任务书题目:大型直缝焊管焊缝自动检测方法研究一、研究目的和意义近年来,国内外对焊接质量的要求越来越高,不断推动着焊接技术和焊接检测技术的发展。而直缝焊管在石油、化工、热力等行业中广泛使用,其焊接质量的稳定性尤为重要。传统的焊缝检测方法存在局限性,难以满足高要求的焊缝质量检测。因此,本研究旨在探讨一种更加高效、精准、自动化的大型直缝焊管焊缝检测方法,为优化直缝焊管生产工艺、提高生产效率和质量保障水平奠定技术基础。二、研究内容和方法1.分析现有检测方法的特点和不足,明确

不锈钢焊管-【不锈钢焊管厂家】.docx
不锈钢焊接钢管简称不锈钢焊管,常用钢材或钢带经过机组和模具卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域尤其是在换热设备用管、装饰管、中低压流体管等方面代替了无缝钢管。线规(AWG)直线结构根数/线径(mm)厚度(mm)平均外径(mm)20℃时导体直流电阻(Ω/km)包装长度(m)厂家1037×0.430