
手动弯管装置的制作与使用.docx

一条****丹淑


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
手动弯管装置的制作与使用.docx
手动弯管装置的制作与使用我们在根据实际要求制作“U”型管时不外乎两种形式一是使用现在市面上用的液压弯管设备二是用气焊烘烤管材(手掰、眼看)来控制的方法。笔者在多年的实际操作过程中通过对工件制作加工和上述两种方法的使用感觉到在弯管制作加工过程中应该有一种多功能的、使用简单、携带方便的弯管设备。它就是下面介绍笔者发明的既能调节角度又能调节“U”型内径的多功能手动弯管装置。1工艺分析笔者从事钳工工作二十多年在这期间了解到目前在我国食品、医药、化工、电子等行业的
手动弯管装置的制作与使用.docx
手动弯管装置的制作与使用我们在根据实际要求制作“U”型管时不外乎两种形式一是使用现在市面上用的液压弯管设备二是用气焊烘烤管材(手掰、眼看)来控制的方法。笔者在多年的实际操作过程中通过对工件制作加工和上述两种方法的使用感觉到在弯管制作加工过程中应该有一种多功能的、使用简单、携带方便的弯管设备。它就是下面介绍笔者发明的既能调节角度又能调节“U”型内径的多功能手动弯管装置。1工艺分析笔者从事钳工工作二十多年在这期间了解到目前在我国食品、医药、化工、电子等行业的
一种手动弯管器及手动弯管装置.pdf
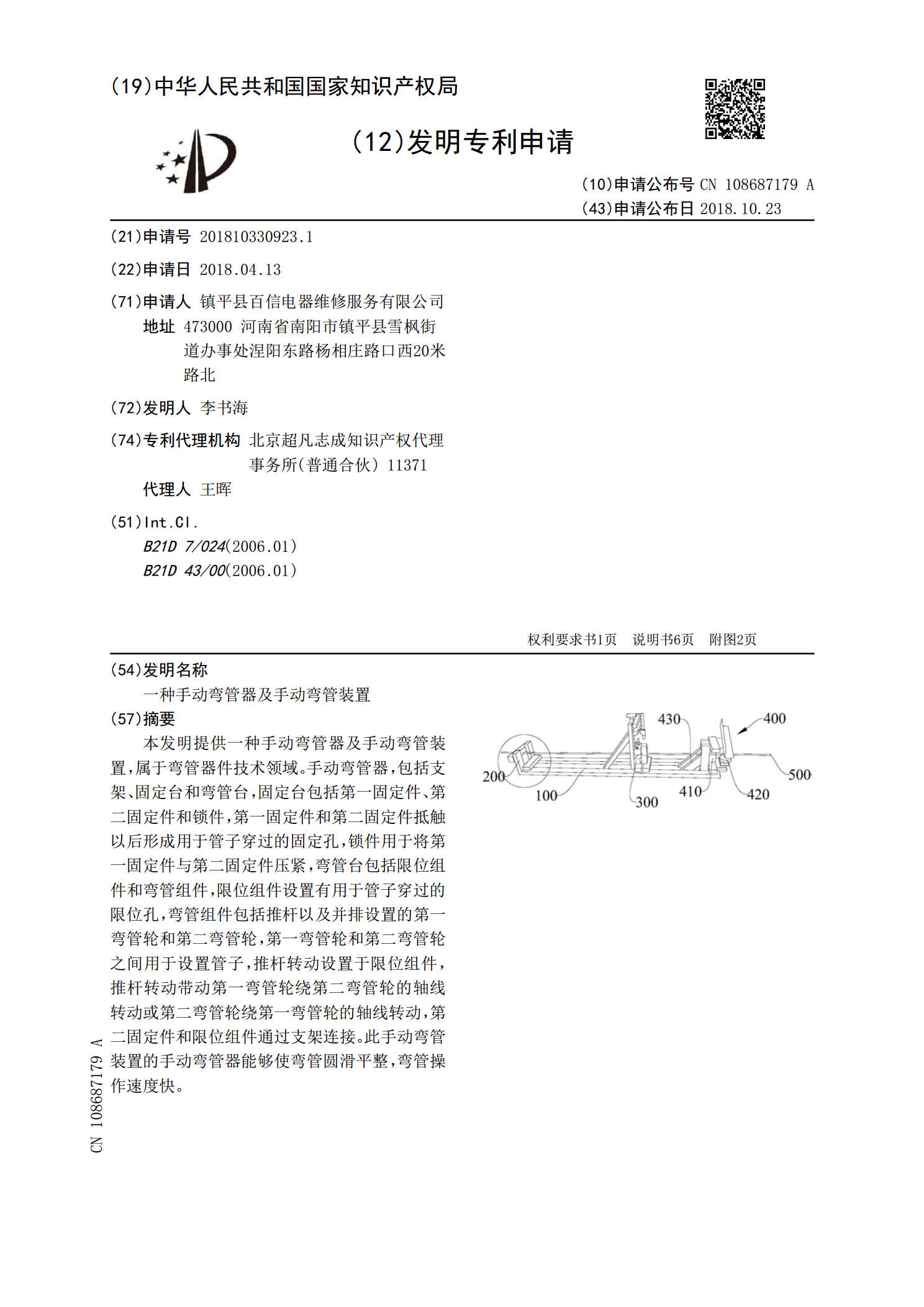
本发明提供一种手动弯管器及手动弯管装置,属于弯管器件技术领域。手动弯管器,包括支架、固定台和弯管台,固定台包括第一固定件、第二固定件和锁件,第一固定件和第二固定件抵触以后形成用于管子穿过的固定孔,锁件用于将第一固定件与第二固定件压紧,弯管台包括限位组件和弯管组件,限位组件设置有用于管子穿过的限位孔,弯管组件包括推杆以及并排设置的第一弯管轮和第二弯管轮,第一弯管轮和第二弯管轮之间用于设置管子,推杆转动设置于限位组件,推杆转动带动第一弯管轮绕第二弯管轮的轴线转动或第二弯管轮绕第一弯管轮的轴线转动,第二固定件和
手动铝材弯管装置.pdf
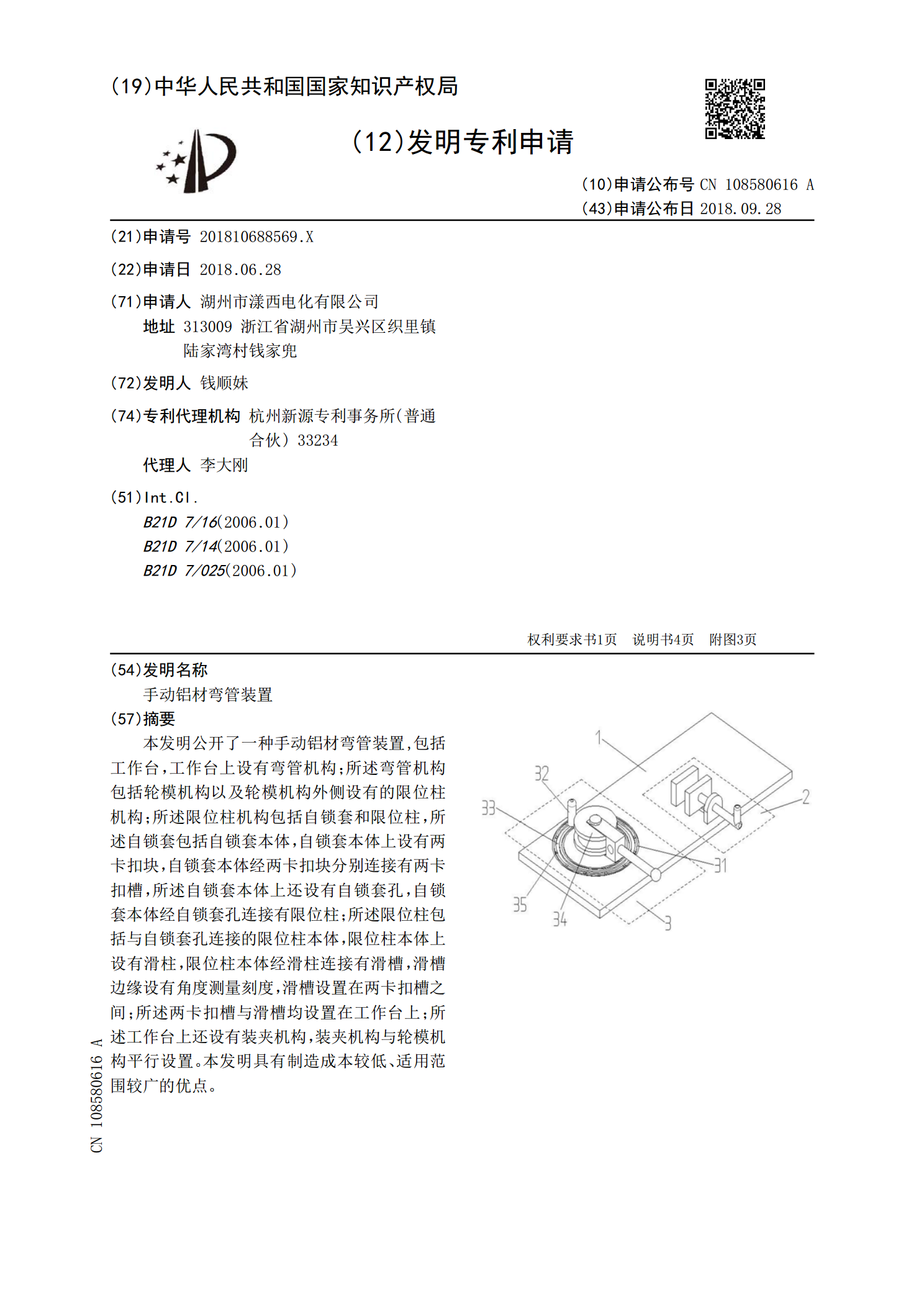
本发明公开了一种手动铝材弯管装置,包括工作台,工作台上设有弯管机构;所述弯管机构包括轮模机构以及轮模机构外侧设有的限位柱机构;所述限位柱机构包括自锁套和限位柱,所述自锁套包括自锁套本体,自锁套本体上设有两卡扣块,自锁套本体经两卡扣块分别连接有两卡扣槽,所述自锁套本体上还设有自锁套孔,自锁套本体经自锁套孔连接有限位柱;所述限位柱包括与自锁套孔连接的限位柱本体,限位柱本体上设有滑柱,限位柱本体经滑柱连接有滑槽,滑槽边缘设有角度测量刻度,滑槽设置在两卡扣槽之间;所述两卡扣槽与滑槽均设置在工作台上;所述工作台上还

手动弯管器.pdf
本发明提供一种手动弯管器,包括支架,安装在支架上的定轮和动轮,以及固定设置在定轮上的管件止动块,动轮可随支架绕定轮的轴心旋转,定轮与动轮设置在同一平面内,且定轮与动轮之间形成有管件容置空间。本发明提供的手动弯管器,其结构简单,成本低,同时具有操作简便的优点。