
一种钢质隔热防火门生产装置及工艺.pdf

努力****甲寅


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钢质隔热防火门生产装置及工艺.pdf
本发明公开了一种钢质隔热防火门生产装置及工艺,包括加工台,所述加工台顶部的顶部固定安装有固定架,所述固定架的右侧设置有储液箱,所述储液箱的顶部并位于固定架右侧的上方固定安装有抽液泵,所述抽液泵的进液管与储液箱连通,所述抽液泵的出液管连通有排液管,所述排液管的底部连通有喷头,所述固定架的顶部通过防护罩固定安装有电动伸缩杆。本发明通过将喷头设置成旋转式,在防火门加工的过程中可手动对喷头的喷洒方向进行调节,喷洒的更加均匀,不会出现残留,进而提高防火门表面的喷涂质量,增加美观,而防火门在加工台通过挡板可对其进行遮
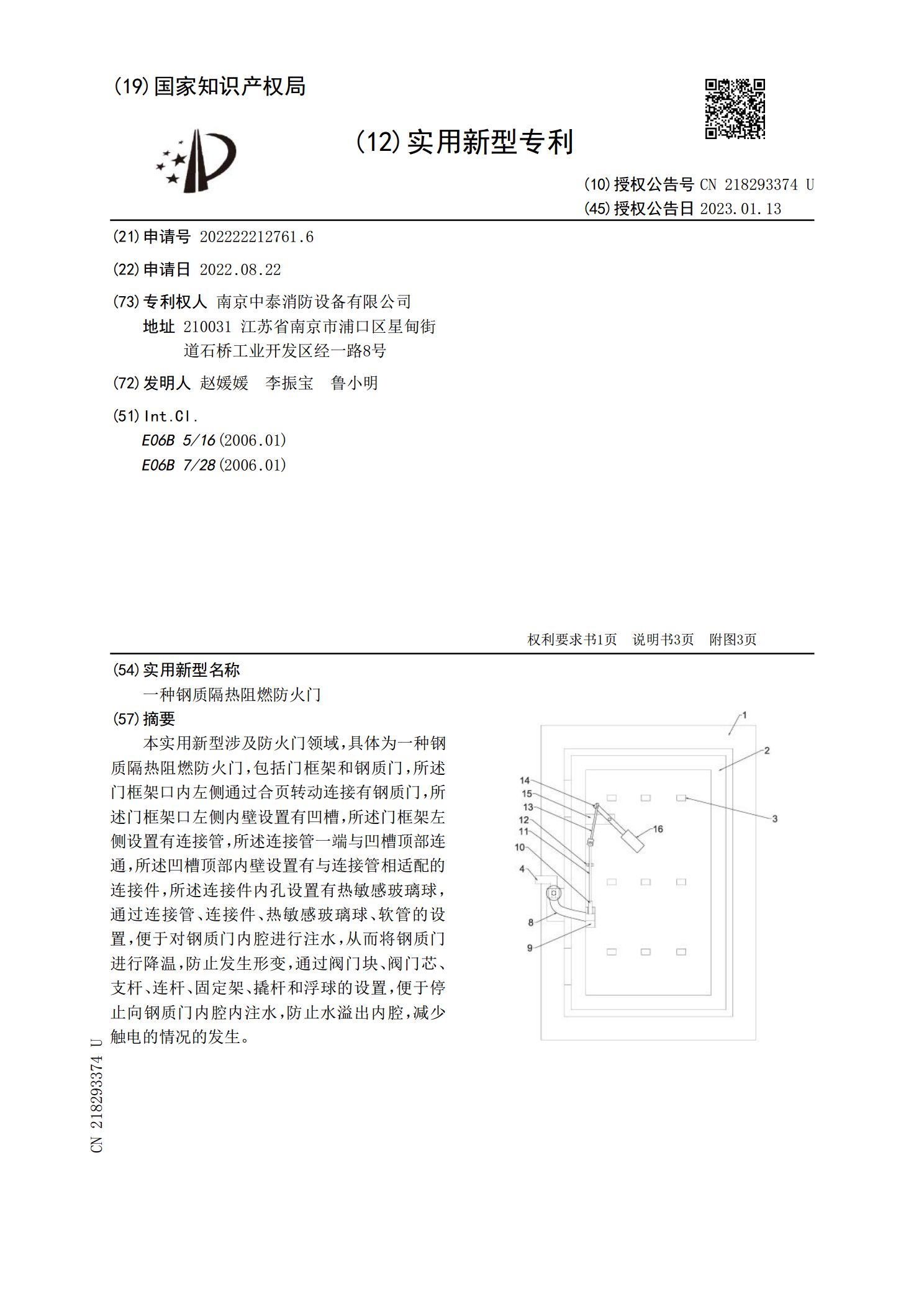
一种钢质隔热阻燃防火门.pdf
本实用新型涉及防火门领域,具体为一种钢质隔热阻燃防火门,包括门框架和钢质门,所述门框架口内左侧通过合页转动连接有钢质门,所述门框架口左侧内壁设置有凹槽,所述门框架左侧设置有连接管,所述连接管一端与凹槽顶部连通,所述凹槽顶部内壁设置有与连接管相适配的连接件,所述连接件内孔设置有热敏感玻璃球,通过连接管、连接件、热敏感玻璃球、软管的设置,便于对钢质门内腔进行注水,从而将钢质门进行降温,防止发生形变,通过阀门块、阀门芯、支杆、连杆、固定架、撬杆和浮球的设置,便于停止向钢质门内腔内注水,防止水溢出内腔,减少触电的
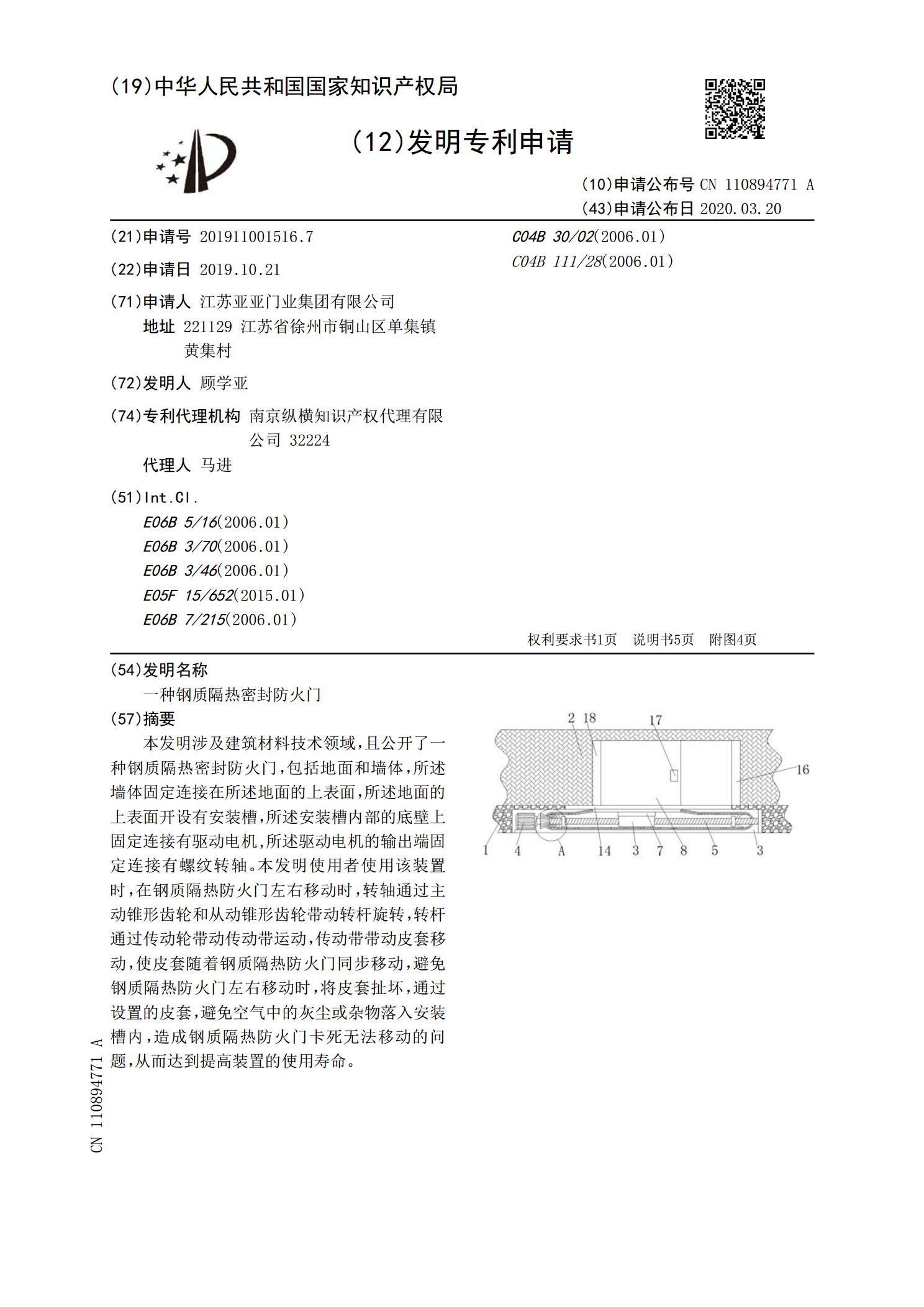
一种钢质隔热密封防火门.pdf
本发明涉及建筑材料技术领域,且公开了一种钢质隔热密封防火门,包括地面和墙体,所述墙体固定连接在所述地面的上表面,所述地面的上表面开设有安装槽,所述安装槽内部的底壁上固定连接有驱动电机,所述驱动电机的输出端固定连接有螺纹转轴。本发明使用者使用该装置时,在钢质隔热防火门左右移动时,转轴通过主动锥形齿轮和从动锥形齿轮带动转杆旋转,转杆通过传动轮带动传动带运动,传动带带动皮套移动,使皮套随着钢质隔热防火门同步移动,避免钢质隔热防火门左右移动时,将皮套扯坏,通过设置的皮套,避免空气中的灰尘或杂物落入安装槽内,造成钢

钢质防火门生产工艺.docx
深圳市泓任建设控股有限公司钢质防火门生产工艺1、钢质防火门生产工艺流程1.1门框生产工艺流程图:选材剪板冲孔喷塑粉折弯焊衬板焊框喷前处理标识入库组装铰链粘防火胶条1.2门扇生产工艺流程图:选材剪板冲孔折弯烘干喷塑喷前处理焊衬板标识入库装配焊边填料压板2、钢质防火门生产工艺标准2.1、门框生产工艺标准序号项目名称工艺标准及要求备注1选材原材料质量复检镀锌面涂层均匀,表面平整光滑无凸凹、折痕、锈迹等缺陷;板厚公差为±0.06mm材质按材质单确认,但板厚及表面质量须复检2剪板下料1、尺寸及精度按符合图纸要求制作

钢质防火门生产工艺.doc
钢质防火门生产工艺1、钢质防火门生产工艺流程1.1门框生产工艺流程图:选材剪板冲孔喷塑粉折弯焊衬板焊框喷前处理标识入库组装铰链粘防火胶条1.2门扇生产工艺流程图:选材剪板冲孔折弯烘干喷塑喷前处理焊衬板标识入库装配焊边填料压板2、钢质防火门生产工艺原则2.1、门框生产工艺原则序号项目名称工艺原则及规定备注1选材原材料质量复检镀锌面涂层均匀,表面平整光滑无凸凹、折痕、锈迹等缺陷;板厚公差为±0.06mm材质按材质单确认,但板厚及表面质量须复检2剪板下料1、尺寸及精度按符合图纸规定制作2、对角线尺寸差≤2mm;