
座便器坯体高压成型机用模型内部活块脱离装置.pdf

努力****凌芹


1/10

2/10

3/10

4/10
5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

座便器坯体高压成型机用模型内部活块脱离装置.pdf
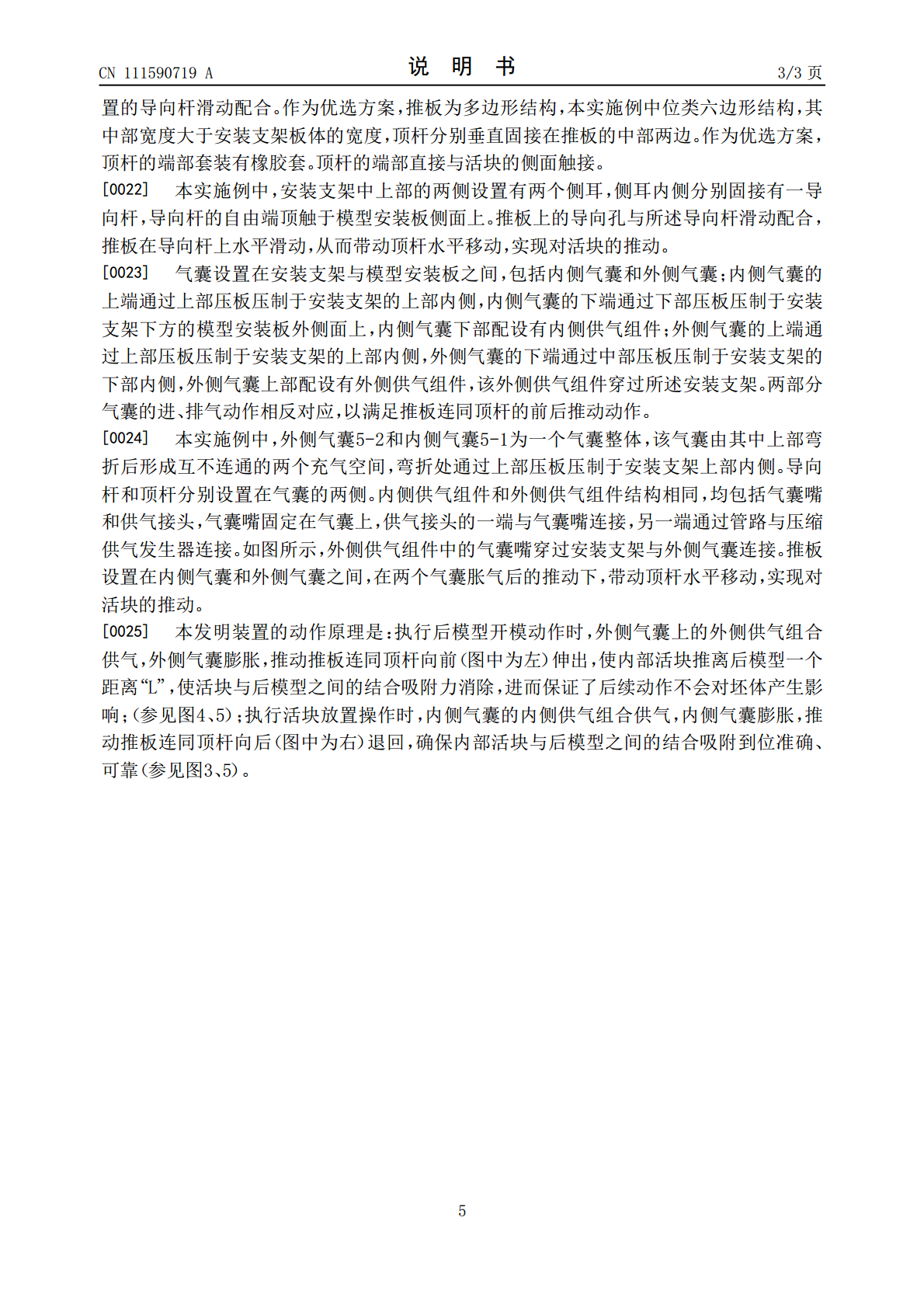
一种座便器坯体高压成型机用模型内部活块脱离装置,安装支架装在模型安装板的外侧面上;推板设在安装支架内侧,推板两侧有顶杆,顶杆插装在预留孔中,端部与内部滑块顶触;气囊设置在安装支架与模型安装板之间,内侧气囊上端压于安装支架上部内侧,内侧气囊下端压于模型安装板外侧面上,内侧气囊配有内侧供气组件;外侧气囊上端压于安装支架上部内侧,外侧气囊下端压于安装支架下部内侧,外侧气囊配有外侧供气组件。本发明解决活块脱离不良造成的坯体变形和破损的问题,提高坯体成型合格率。
座便器高压成型机机内开合模装置.pdf
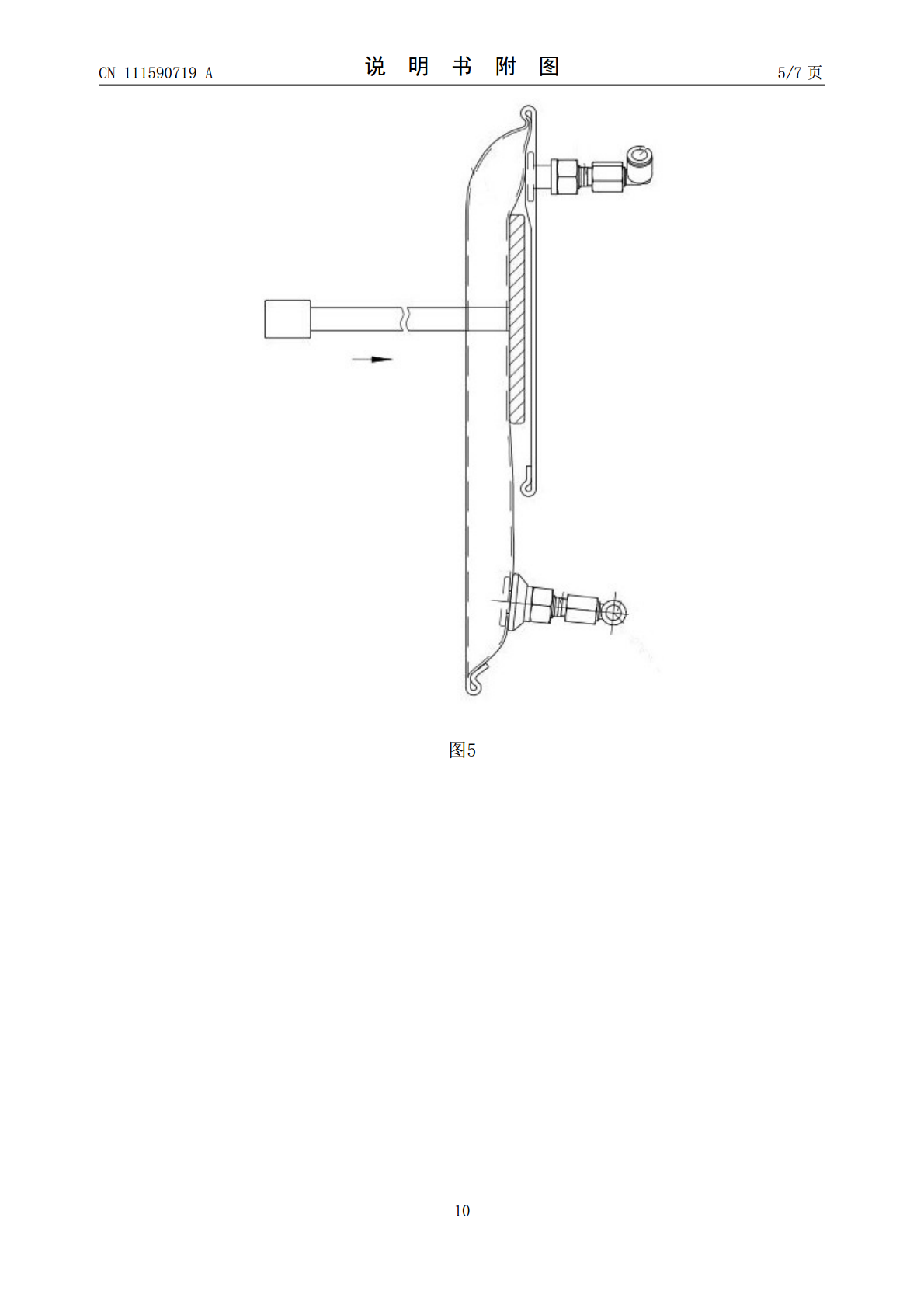
一种座便器高压成型机机内开合模装置,包括模具框底座,模具框;模具框底座与液压缸连接;还包括驱动机构、移动吊装机构;主动链轮套装在驱动电机输出端;主动链轮与从动链轮连接传动,从动链轮和同步齿轮同轴;同步齿轮的上下分设有上齿条和下齿条;模型吊板包括左模型吊板和右模型吊板;两个模型吊板分别用L型螺杆架吊装,L型螺杆架的横杆分别与上齿条和下齿条连接;模具框底座上有线性轨道,左模型吊板和右模型吊板上有滑块;滑块分别与线性轨道滑动配合。本装置占地面积较小,结构简单,安装维修方便,减少工作环节,提高效率,外形美观,能有
高压成型机的行走取坯车装置.pdf
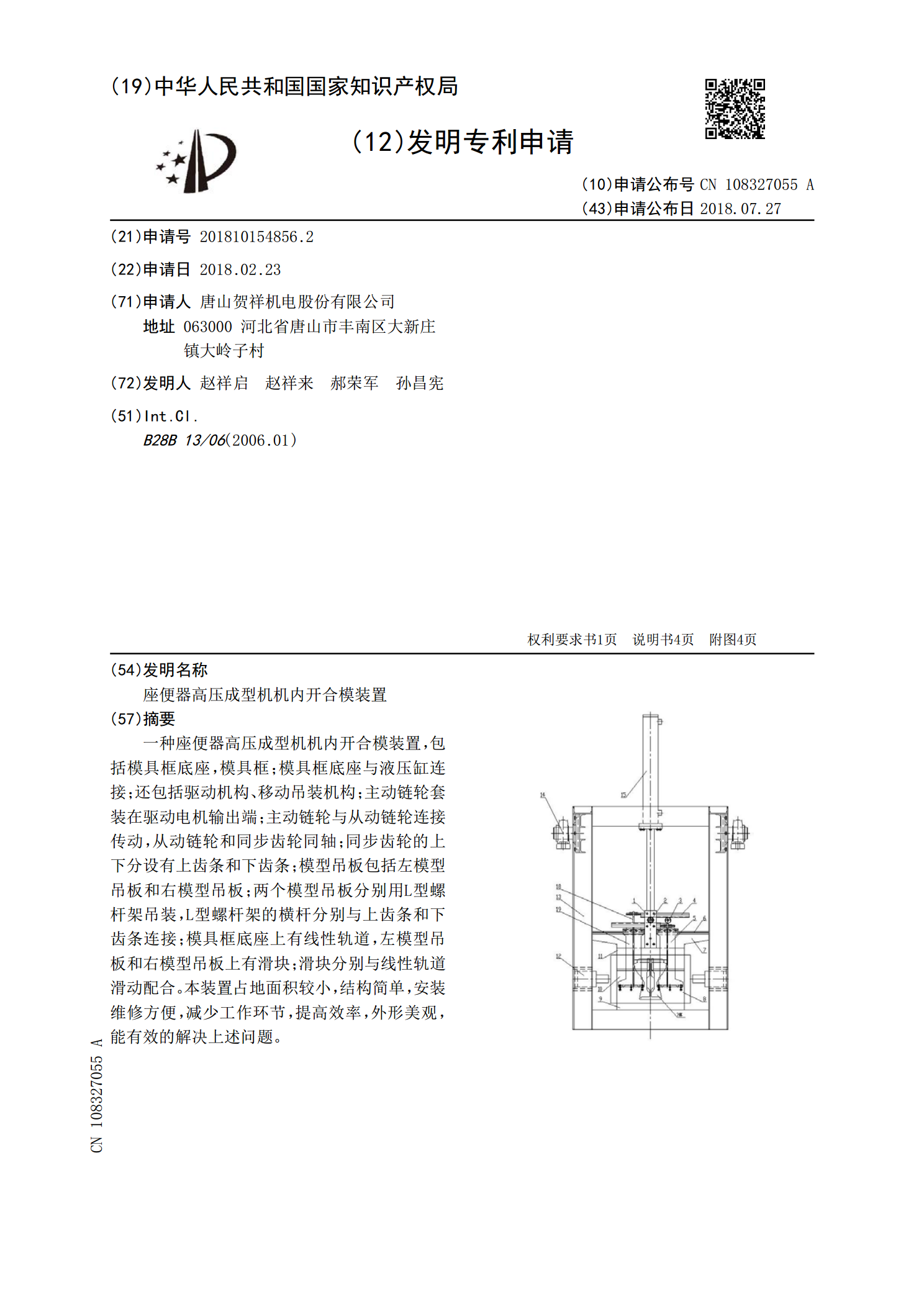
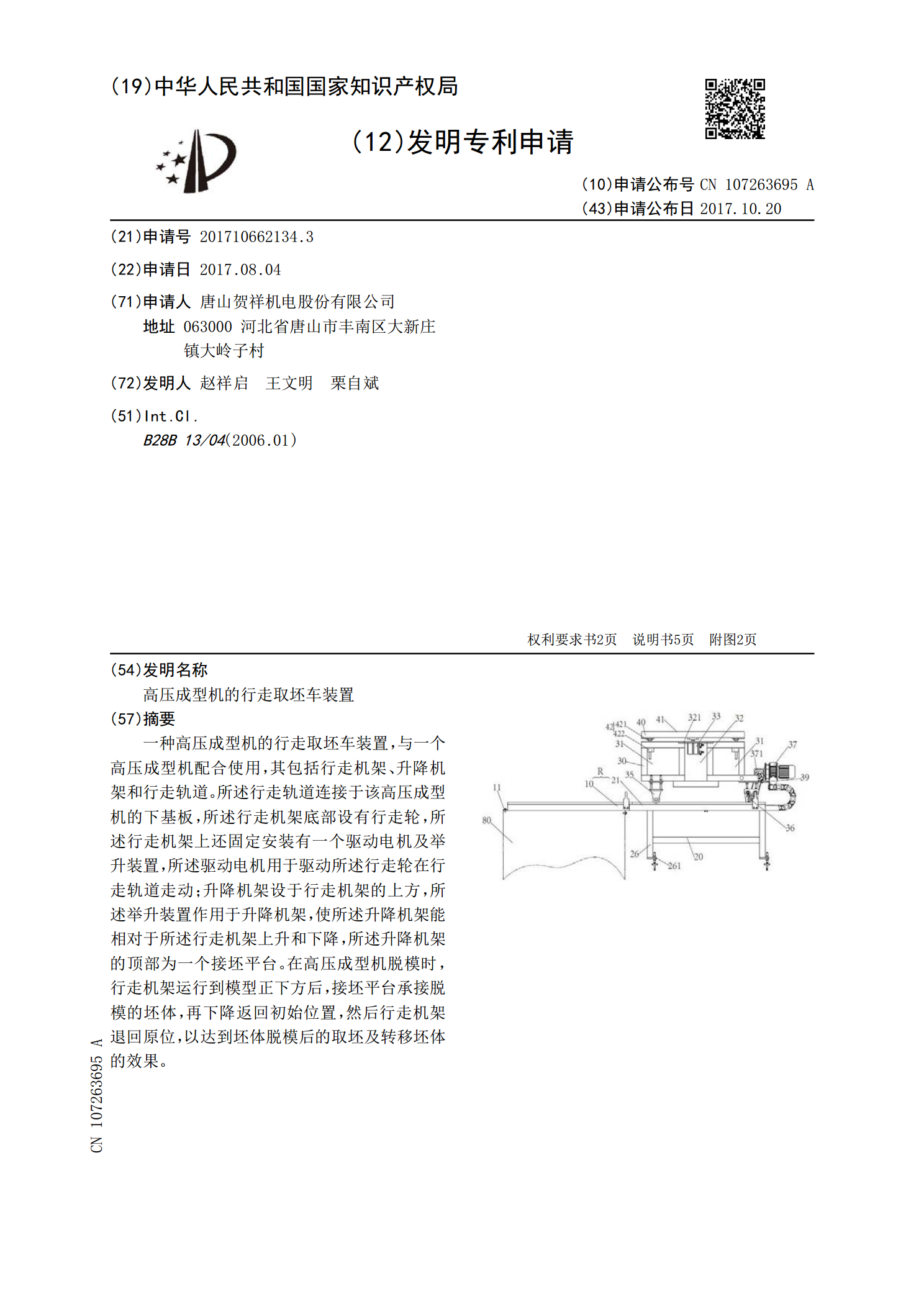
一种高压成型机的行走取坯车装置,与一个高压成型机配合使用,其包括行走机架、升降机架和行走轨道。所述行走轨道连接于该高压成型机的下基板,所述行走机架底部设有行走轮,所述行走机架上还固定安装有一个驱动电机及举升装置,所述驱动电机用于驱动所述行走轮在行走轨道走动;升降机架设于行走机架的上方,所述举升装置作用于升降机架,使所述升降机架能相对于所述行走机架上升和下降,所述升降机架的顶部为一个接坯平台。在高压成型机脱模时,行走机架运行到模型正下方后,接坯平台承接脱模的坯体,再下降返回初始位置,然后行走机架退回原位,以

带自动刹车机构的座便器提升成型机翻坯车行走装置.pdf
本发明涉及一种带自动刹车机构的座便器提升成型机翻坯车行走装置,它包括控制器,控制器电连接驱动装置,驱动装置固定设置在翻坯车底部中间位置,驱动装置的端部连接两传动轴的一端,两传动轴的另一端外侧分别通过键连接滑动单元,且使得滑动单元与传动轴能够同时转动、相对滑动,滑动单元连接一能够控制其在转动轴上滑动的控制机构,滑动单元上均间隔设置若干凸起,两传动轴的另一端内侧套设连接连接轴的一端,连接轴的另一端穿过滑动单元套设连接安装轴的一端,安装轴的另一端通过轴承座固定连接翻坯车的底部内侧,安装轴上固定套设轮组,轮组上均
活块式泵体连接装置.pdf
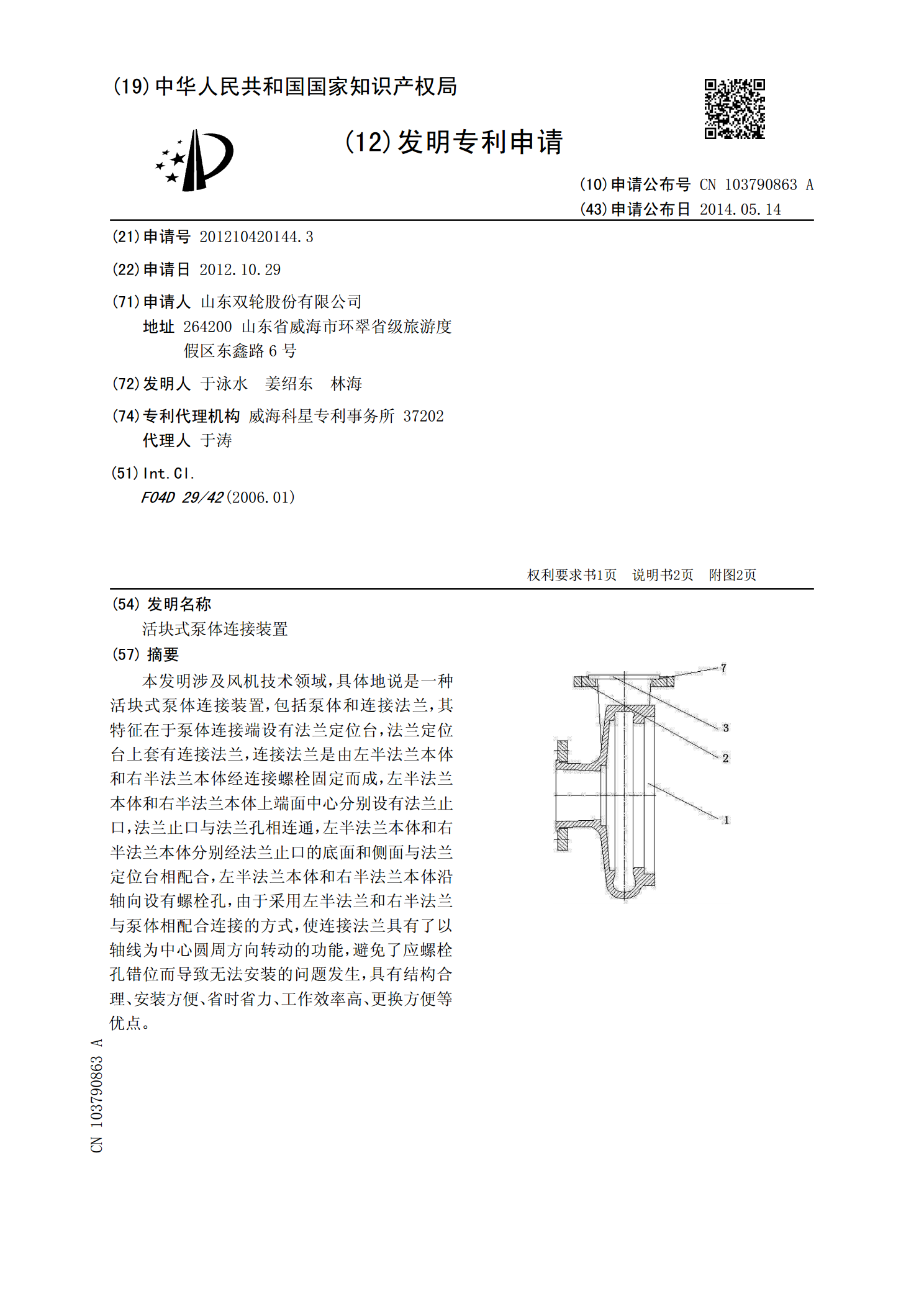
本发明涉及风机技术领域,具体地说是一种活块式泵体连接装置,包括泵体和连接法兰,其特征在于泵体连接端设有法兰定位台,法兰定位台上套有连接法兰,连接法兰是由左半法兰本体和右半法兰本体经连接螺栓固定而成,左半法兰本体和右半法兰本体上端面中心分别设有法兰止口,法兰止口与法兰孔相连通,左半法兰本体和右半法兰本体分别经法兰止口的底面和侧面与法兰定位台相配合,左半法兰本体和右半法兰本体沿轴向设有螺栓孔,由于采用左半法兰和右半法兰与泵体相配合连接的方式,使连接法兰具有了以轴线为中心圆周方向转动的功能,避免了应螺栓孔错位而