
一种热冲压模面清理吹扫方法及装置.pdf

长春****主a


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种热冲压模面清理吹扫方法及装置.pdf
本发明提供一种热冲压模面清理吹扫方法及装置,涉及冲压技术领域,解决了现有的冲压生产中容易产生冲压碎屑在模面残留的问题。一种热冲压模面清理吹扫方法及装置,其特征在于:热冲压模面清理吹扫装置包括:上模、气体汇流排,所述上模顶端内部安装有上推杆,且上推杆与上模之间通过复位弹簧复位固定相连接。本方法通过控制系统的控制策略进行有效地吹扫清理模面,通过吹扫时间和顺序地控制,达到清洁模面的作用。可以有效地维持热冲压模面的清洁,保证模具冲压时不会有杂质残留在模面对冲压件或模面造成损伤。
一种热吹扫捕集仪及热吹扫捕集方法.pdf
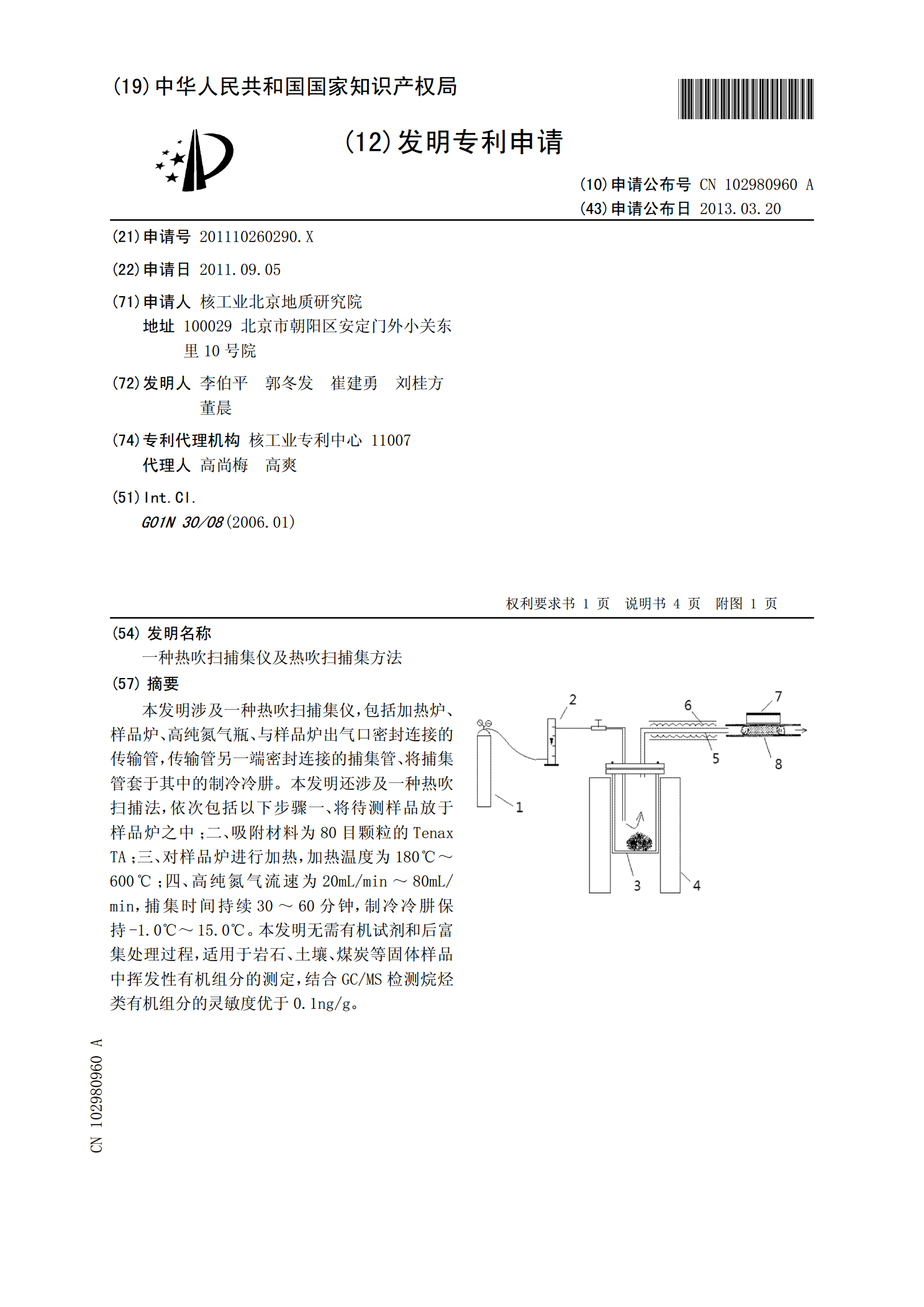
本发明涉及一种热吹扫捕集仪,包括加热炉、样品炉、高纯氮气瓶、与样品炉出气口密封连接的传输管,传输管另一端密封连接的捕集管、将捕集管套于其中的制冷冷肼。本发明还涉及一种热吹扫捕法,依次包括以下步骤一、将待测样品放于样品炉之中;二、吸附材料为80目颗粒的Tenax?TA;三、对样品炉进行加热,加热温度为180℃~600℃;四、高纯氮气流速为20mL/min~80mL/min,捕集时间持续30~60分钟,制冷冷肼保持-1.0℃~15.0℃。本发明无需有机试剂和后富集处理过程,适用于岩石、土壤、煤炭等固体样品中挥
一种燃料电池吹扫装置及其吹扫方法.pdf
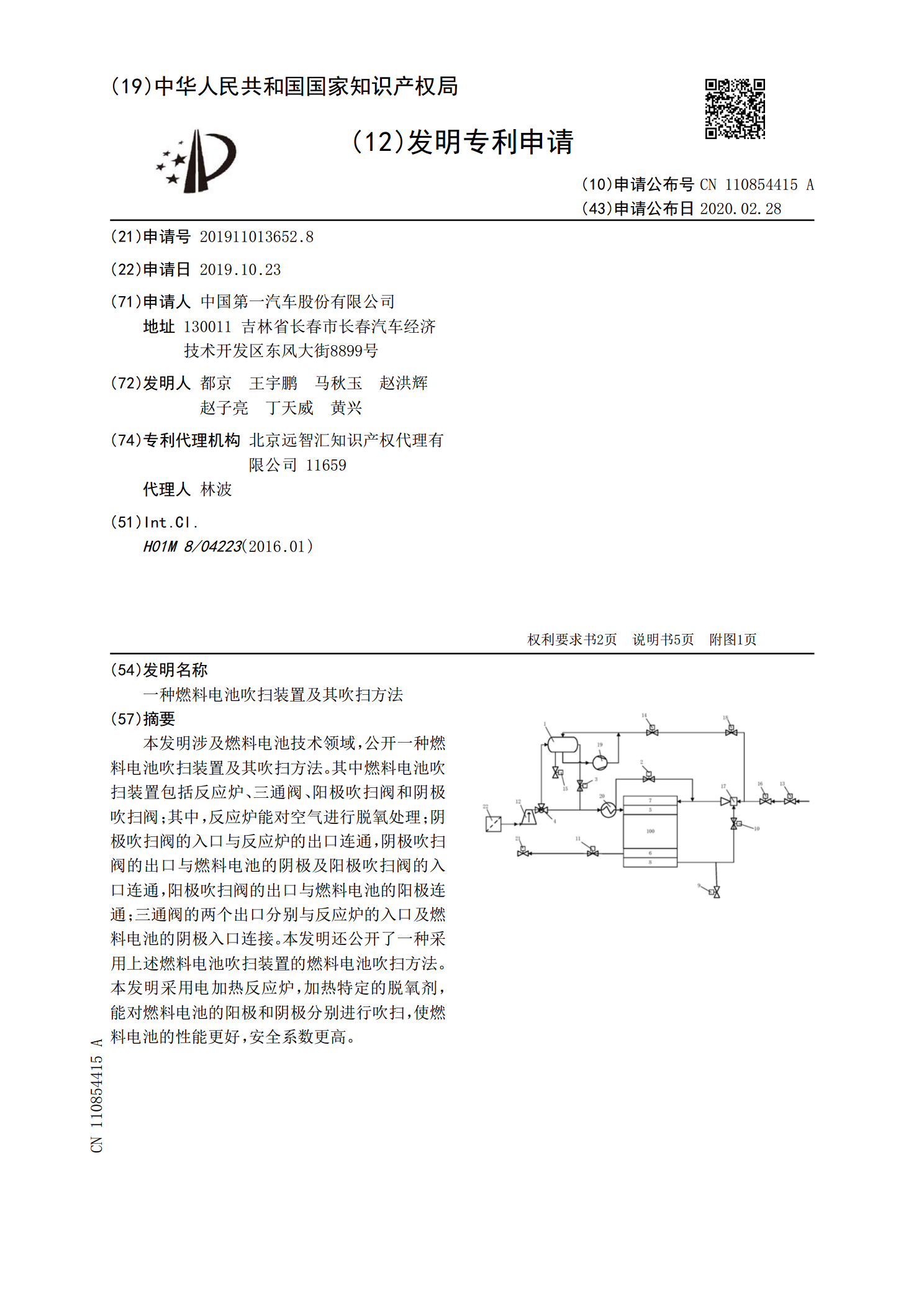
本发明涉及燃料电池技术领域,公开一种燃料电池吹扫装置及其吹扫方法。其中燃料电池吹扫装置包括反应炉、三通阀、阳极吹扫阀和阴极吹扫阀;其中,反应炉能对空气进行脱氧处理;阴极吹扫阀的入口与反应炉的出口连通,阴极吹扫阀的出口与燃料电池的阴极及阳极吹扫阀的入口连通,阳极吹扫阀的出口与燃料电池的阳极连通;三通阀的两个出口分别与反应炉的入口及燃料电池的阴极入口连接。本发明还公开了一种采用上述燃料电池吹扫装置的燃料电池吹扫方法。本发明采用电加热反应炉,加热特定的脱氧剂,能对燃料电池的阳极和阴极分别进行吹扫,使燃料电池的性
一种热风炉气体管道吹扫装置及吹扫方法.pdf
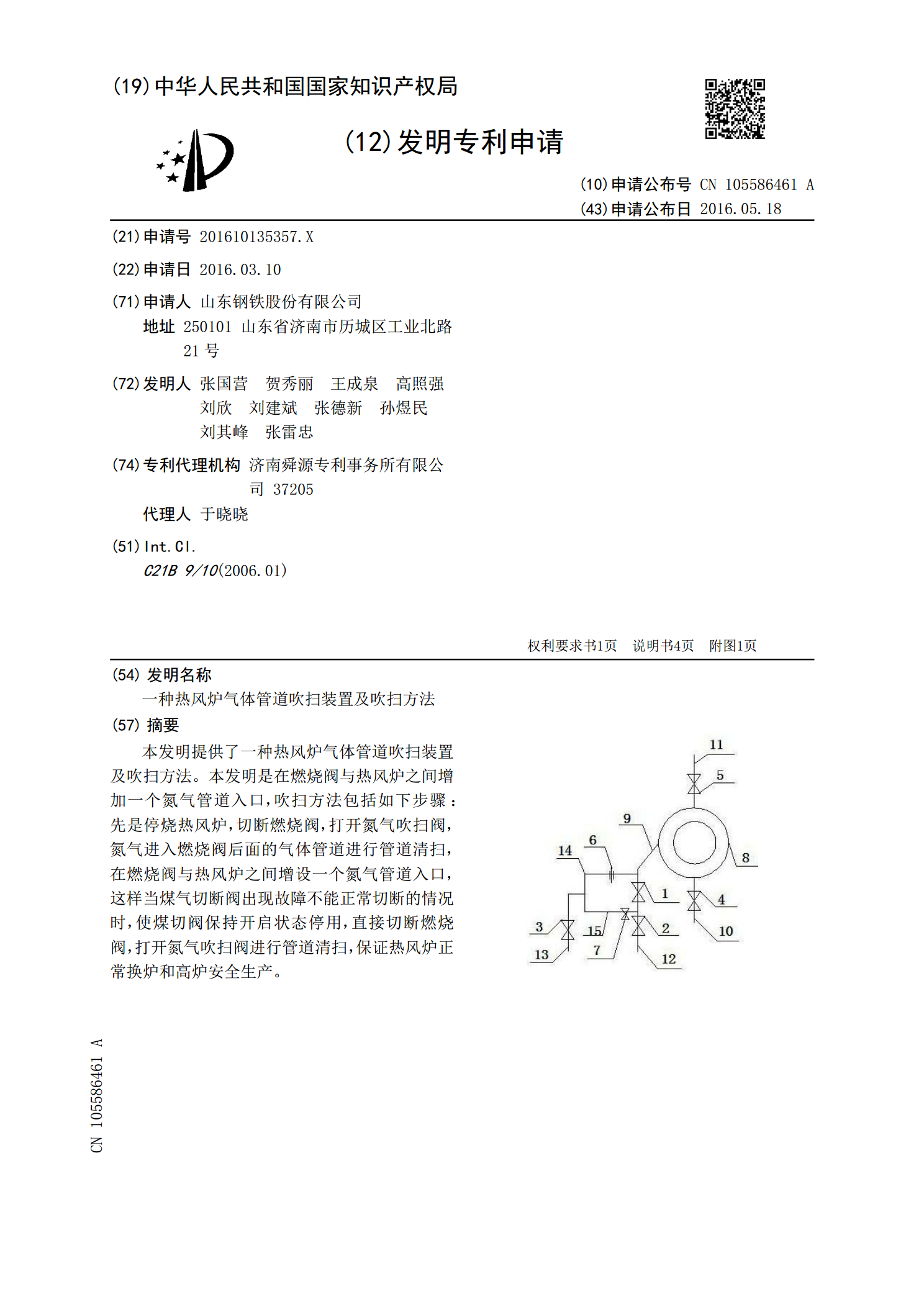
本发明提供了一种热风炉气体管道吹扫装置及吹扫方法。本发明是在燃烧阀与热风炉之间增加一个氮气管道入口,吹扫方法包括如下步骤:先是停烧热风炉,切断燃烧阀,打开氮气吹扫阀,氮气进入燃烧阀后面的气体管道进行管道清扫,在燃烧阀与热风炉之间增设一个氮气管道入口,这样当煤气切断阀出现故障不能正常切断的情况时,使煤切阀保持开启状态停用,直接切断燃烧阀,打开氮气吹扫阀进行管道清扫,保证热风炉正常换炉和高炉安全生产。
一种燃气轮机弹性吹扫装置及弹性吹扫方法.pdf
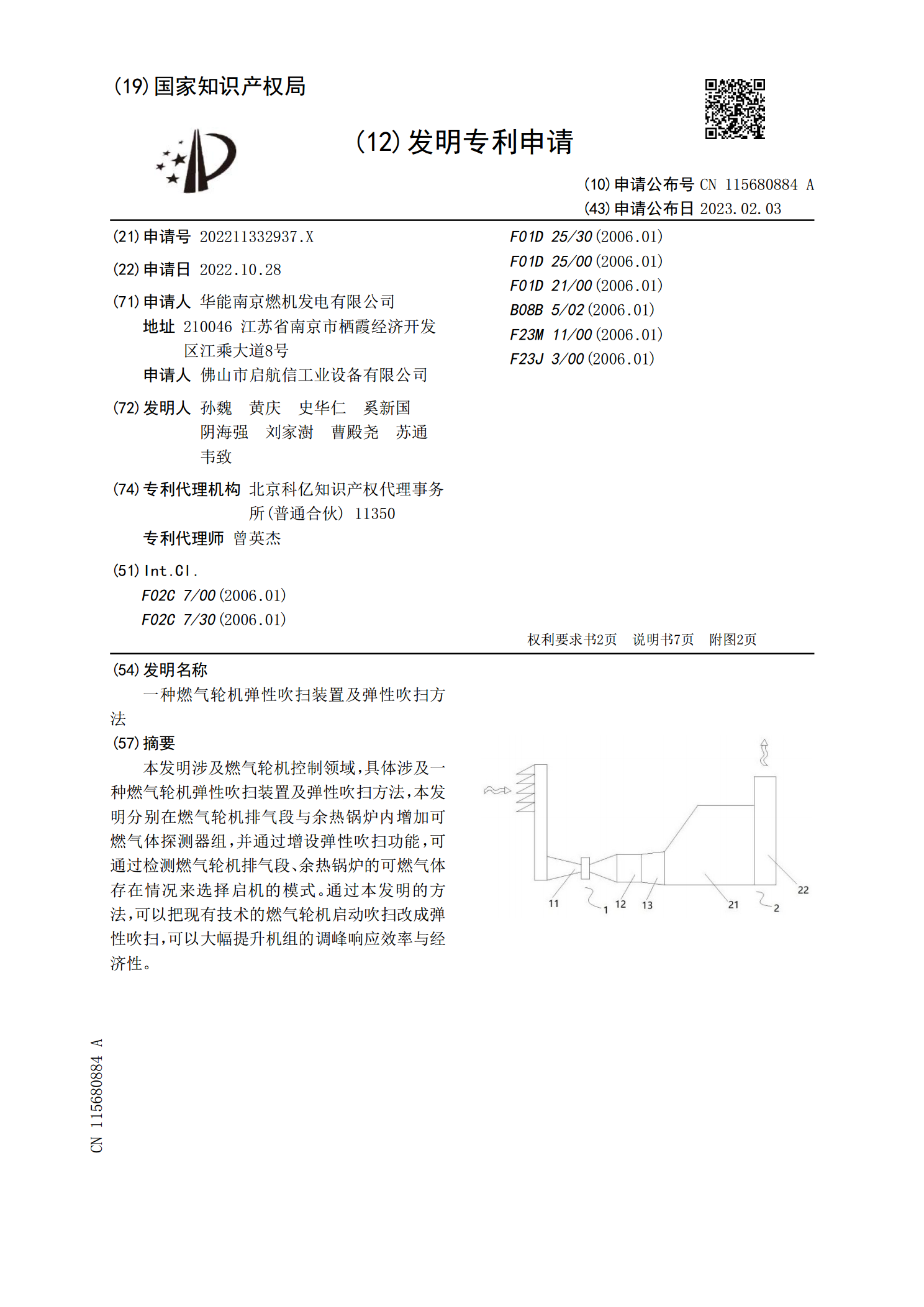
本发明涉及燃气轮机控制领域,具体涉及一种燃气轮机弹性吹扫装置及弹性吹扫方法,本发明分别在燃气轮机排气段与余热锅炉内增加可燃气体探测器组,并通过增设弹性吹扫功能,可通过检测燃气轮机排气段、余热锅炉的可燃气体存在情况来选择启机的模式。通过本发明的方法,可以把现有技术的燃气轮机启动吹扫改成弹性吹扫,可以大幅提升机组的调峰响应效率与经济性。