
一种防皱装置及防皱贴片的贴片方法.pdf

霞英****娘子


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种防皱装置及防皱贴片的贴片方法.pdf
本发明涉及电池制造技术领域,公开了一种防皱装置及防皱贴片的贴片方法,其中防皱装置包括:转动辊,所述转动辊转动连接于机架上,且所述转动辊滚动抵接于极片带的涂膜区;防皱结构,所述防皱结构包括第一防皱结构和第二防皱结构,所述第一防皱结构和所述第二防皱结构分别沿所述转动辊的周向绕设于所述转动辊的两端,所述第一防皱结构和所述第二防皱结构能够增大所述转动辊的直径,且所述第一防皱结构和所述第二防皱结构分别滚动抵接于所述极片带两端的留箔区。通过上述结构,该防皱装置能够防止极片留箔区打皱而受损,有利于提高生产极片的质量。
一种补水祛皱的微针贴片及其制备方法.pdf
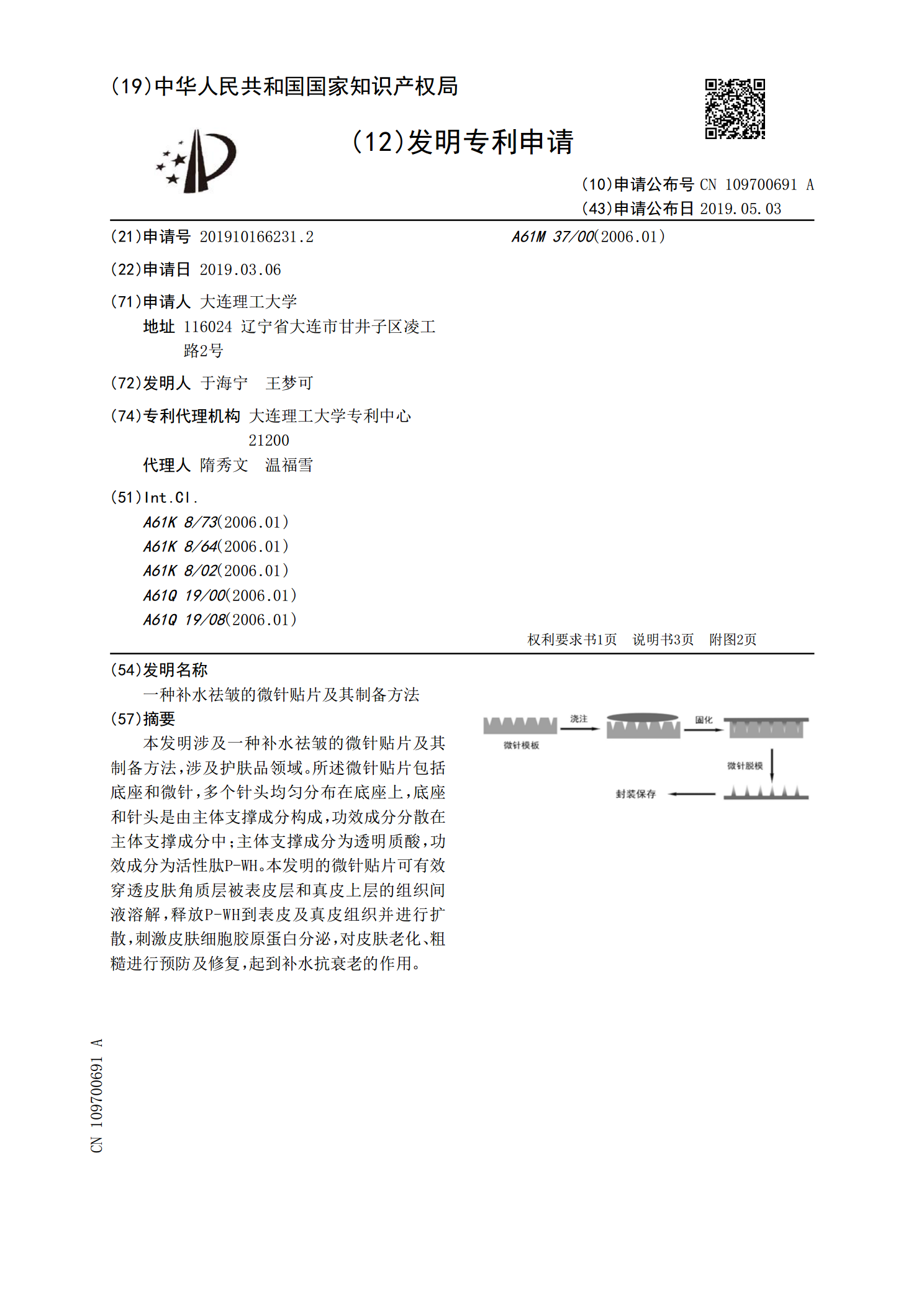
本发明涉及一种补水祛皱的微针贴片及其制备方法,涉及护肤品领域。所述微针贴片包括底座和微针,多个针头均匀分布在底座上,底座和针头是由主体支撑成分构成,功效成分分散在主体支撑成分中;主体支撑成分为透明质酸,功效成分为活性肽P?WH。本发明的微针贴片可有效穿透皮肤角质层被表皮层和真皮上层的组织间液溶解,释放P?WH到表皮及真皮组织并进行扩散,刺激皮肤细胞胶原蛋白分泌,对皮肤老化、粗糙进行预防及修复,起到补水抗衰老的作用。

防皱去皱有哪些方法.docx
防皱去皱有哪些方法防皱去皱的有效方法防皱去皱的有效方法1、多吃水果除皱平时多吃瓜果蔬菜对皮肤有最自然的滋润,除皱效果,比如水果、蔬菜去皱丝瓜,香蕉、橘子、西瓜皮、西红柿、草莓等。同时又可制成面膜敷面,能使脸面光洁,皱纹舒展。当然用生活偏方来改善脸上皱纹的话需要一定的时间,要耐心等待。防皱去皱的有效方法2、多按摩、提拉疲劳肌肤提拉和平展的按摩动作可以使因为疲劳而松弛下来的皮肤紧致起来,时刻保持皮肤的弹性,长期下来,皱纹就不会那么容易爬上你的脸了。在日常中多做这三个动作,有利于除皱,供大家参考。a、坐在椅子上

一种双向防皱板装置.pdf
本发明公开了一种双向防皱板装置,包括底座、所述底座上方的机架、与所述机架连接的推进装置以及所述推进装置上方的防皱装置,所述推进装置包括贯穿所述机架设在所述底座上端的滑道和横移油缸,所述防皱装置包括设在所述横移油缸上方的轴向推进油缸、与所述轴向推进油缸连接的防皱板装置以及设在所述机架上与所述防皱板装置配合的防皱板升降斜面,本发明的有益效果是结构简单,可以有效防止左向和右向弯管时弯头内侧起皱,通过推进装置与防皱装置的配合,可以使防皱装置紧贴弯头内侧,给弯头一个支撑力,保证了弯头的质量。

一种雨披防皱裁剪装置.pdf
发明涉及雨披制造技术领域,具体的公开了一种雨披防皱裁剪装置,包括工作台、第一传动辊和第二传动辊,工作台的上表面固定设置有门型的支撑架,支撑架下表面固定安装有电机,电机的输出轴连接有偏心轮,支撑架的内侧开设有竖直的滑动槽,切割刀架的两端滑动嵌套在滑动槽的内部,切割刀架的底部固定设置有切割刀,切割刀架的两端下表面通过第一弹簧弹性连接在滑动槽的内底部;支撑架的两侧在工作台上设置有第一传动辊和第二传动辊,第一传动辊和第二传动辊均包括上传动辊和下传动辊,上传动辊和下传动辊有两组并转动设置在工作台内部。发明优点:结构