
一种铝锂合金板材局部扩散连接方法.pdf

兴朝****45


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝锂合金板材局部扩散连接方法.pdf
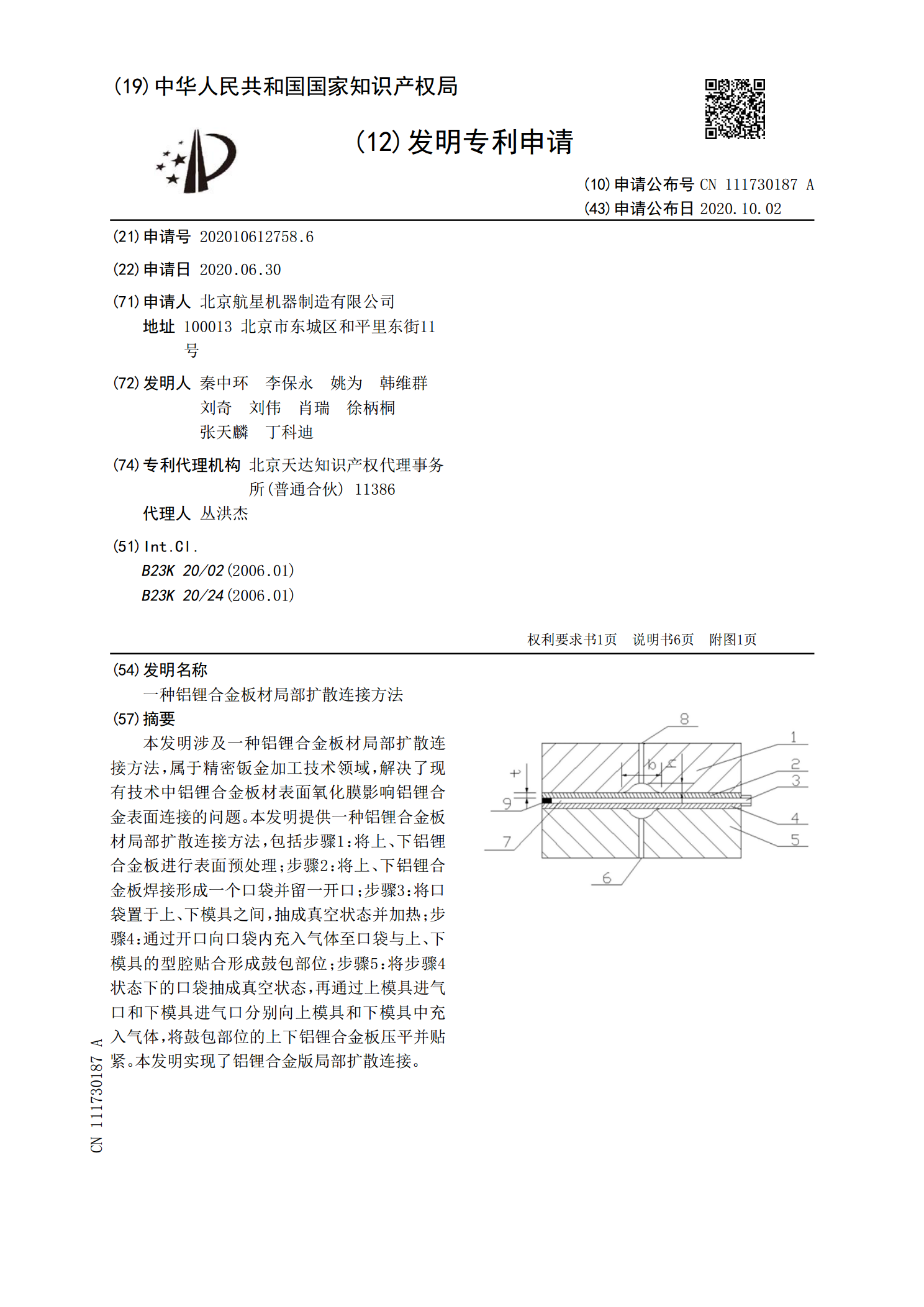
本发明涉及一种铝锂合金板材局部扩散连接方法,属于精密钣金加工技术领域,解决了现有技术中铝锂合金板材表面氧化膜影响铝锂合金表面连接的问题。本发明提供一种铝锂合金板材局部扩散连接方法,包括步骤1:将上、下铝锂合金板进行表面预处理;步骤2:将上、下铝锂合金板焊接形成一个口袋并留一开口;步骤3:将口袋置于上、下模具之间,抽成真空状态并加热;步骤4:通过开口向口袋内充入气体至口袋与上、下模具的型腔贴合形成鼓包部位;步骤5:将步骤4状态下的口袋抽成真空状态,再通过上模具进气口和下模具进气口分别向上模具和下模具中充入气

一种实现铝合金板材局部扩散连接的方法.pdf
本发明公开了一种实现铝合金板材局部扩散连接的方法,包括:步骤一,根据上铝板和下铝板厚度选取铝丝直径;步骤二,对上铝板和下铝板和铝丝进行表面处理;步骤三,将铝丝放置于上铝板和下铝板之间,将上铝板和下铝板通过焊接形成一个口袋,口袋一侧留一开口,通过开口对上铝板和下铝板形成的口袋进行抽真空和通氩气;步骤四,将上铝板和下铝板形成的口袋加热至目标温度;步骤五,对上铝板和下铝板施加压力,将上铝板和下铝板之间的铝丝压变形,并保持一定时间,通过铝丝实现铝合金板材局部扩散连接。本发明将铝合金表面氧化层破碎,实现铝合金板材局
铝锂合金板材的成形强化方法、铝锂合金强化构件和模具.pdf
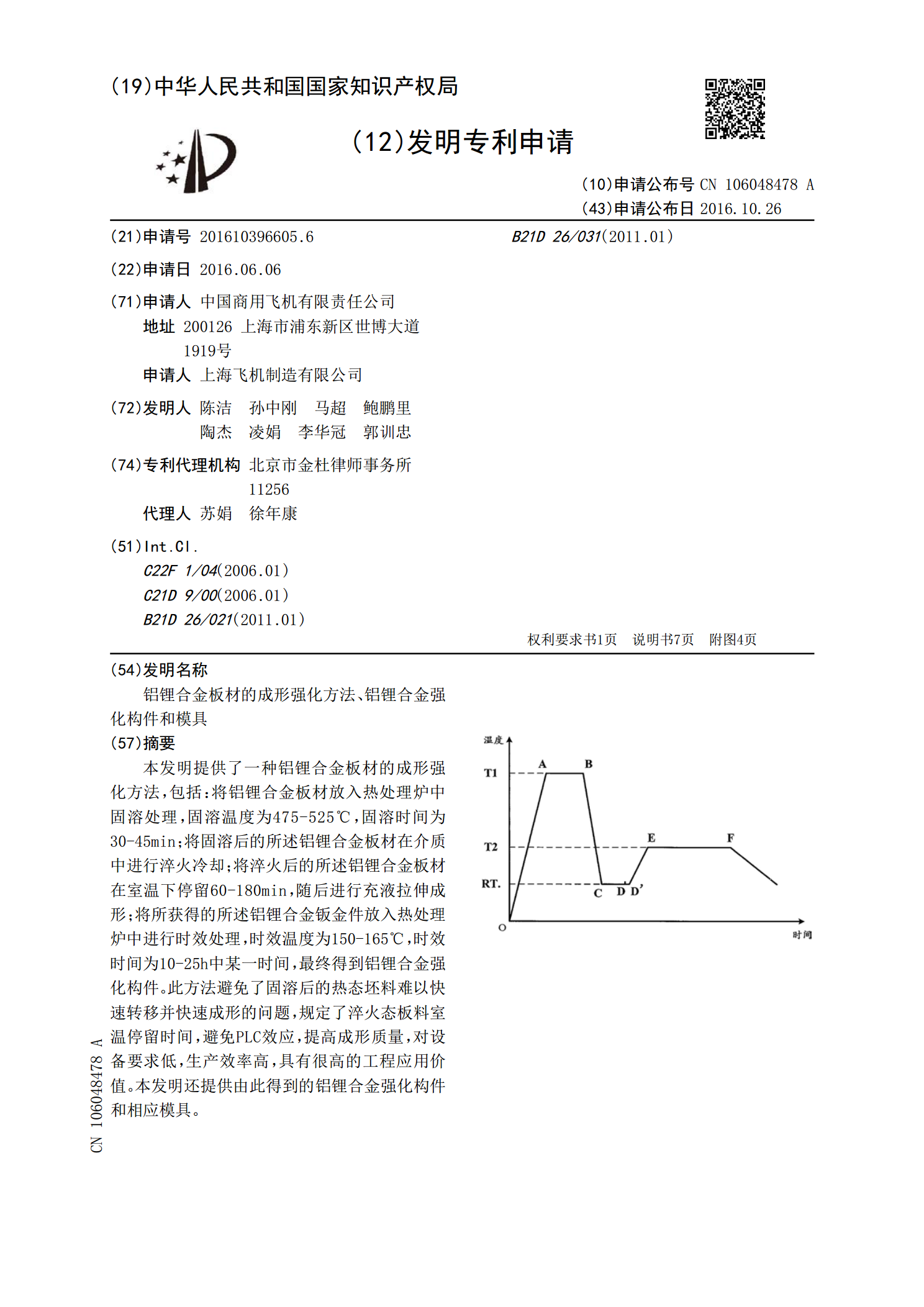
本发明提供了一种铝锂合金板材的成形强化方法,包括:将铝锂合金板材放入热处理炉中固溶处理,固溶温度为475‑525℃,固溶时间为30‑45min;将固溶后的所述铝锂合金板材在介质中进行淬火冷却;将淬火后的所述铝锂合金板材在室温下停留60‑180min,随后进行充液拉伸成形;将所获得的所述铝锂合金钣金件放入热处理炉中进行时效处理,时效温度为150‑165℃,时效时间为10‑25h中某一时间,最终得到铝锂合金强化构件。此方法避免了固溶后的热态坯料难以快速转移并快速成形的问题,规定了淬火态板料室温停留时间,避免P
一种2198铝锂合金板材的室温成形方法.pdf
一种2198铝锂合金板材的室温成形方法。该方法包括以下步骤:1)固溶处理,将板材置于加热炉中,控制保温时间;2)淬火处理,将固溶后的板材迅速转移到低温的水中,严格控制转移时间,保证整个板材淬透;3)室温成形,将板材从水中迅速取出,短时间内完成对板材的校平和成形;4)自然时效,静置3~9天;5)人工时效,将零件置于加热炉中,保温一定时间;6)取出零件进行切边和表面处理,得到2198铝锂合金板材零件。通过本发明对2198铝锂合金板材时效处理前进行室温成形,将塑性成形和时效前必要的预变形结合在一起,避开了219
一种2050铝锂合金细晶板材的制备方法.pdf
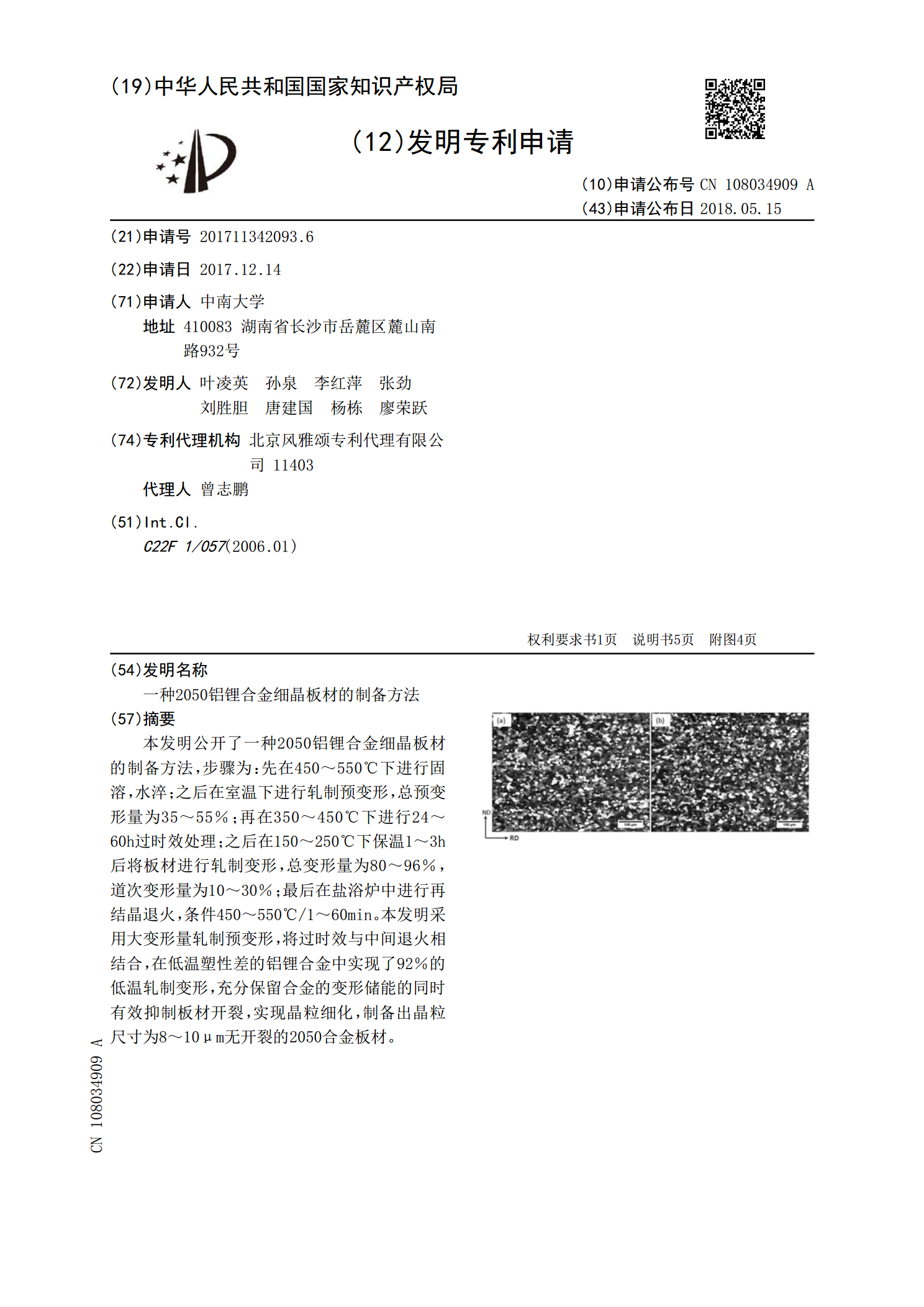
本发明公开了一种2050铝锂合金细晶板材的制备方法,步骤为:先在450~550℃下进行固溶,水淬;之后在室温下进行轧制预变形,总预变形量为35~55%;再在350~450℃下进行24~60h过时效处理;之后在150~250℃下保温1~3h后将板材进行轧制变形,总变形量为80~96%,道次变形量为10~30%;最后在盐浴炉中进行再结晶退火,条件450~550℃/1~60min。本发明采用大变形量轧制预变形,将过时效与中间退火相结合,在低温塑性差的铝锂合金中实现了92%的低温轧制变形,充分保留合金的变形储能的