
一种零件表面残留阻流剂清理方法.pdf

爱欢****23

1/8

2/8
3/8

4/8
5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种零件表面残留阻流剂清理方法.pdf
本发明公开了一种零件表面残留阻流剂清理方法,在碱性溶液中80℃~90℃对待清洗零件表面的阻流剂进行软化,能够有效侵蚀软化待清洗零件表面的阻流剂,提高软化效率,然后以60℃~90℃的水进行热水清洗,能够使软化后的阻流剂脱落,能够防止软化后的阻流剂过凉粘结,提高了去除效率,通过加压水去除待清洗零件表面的碱性溶液实现了阻流剂的彻底、高效清理,避免了钎焊后阻流剂堵孔、堵槽现象,本申请采用碱性溶液进行浸泡,简单快捷,并且反应时间短,能够有效避免碱性溶液对待清洗零件造成侵蚀,同时能够快速清理零件表面的阻流剂,降低了操
一种铝型材表面清理剂及清理方法.pdf
本发明涉及铝型材加工技术领域,且公开了一种铝型材表面清理剂及清理方法,包括碱洗液和酸洗液,所述碱洗液成分包括:复合碱液、缓蚀剂、分散剂、浸润剂、溶胀剂和水,所述酸洗液成分包括无机酸、有机酸、表面活性剂、防锈剂、络合剂、防霉剂、消泡剂、增溶剂和水。该种铝型材表面清理方法,通过设置酸洗液,通过把经过碱洗液清洗的铝制品放置在酸洗液中能够有效的中和铝制品表面产生的抹灰和残留的碱液,能够有效的减少人力和物力的投入,且酸洗液中加入的防锈剂和防霉剂对铝型材清洗后提供保护,增强铝型材在抗腐蚀防霉菌性能,从而延长铝型材的使
一种芯片表面金属残留及沾污的清理方法.pdf
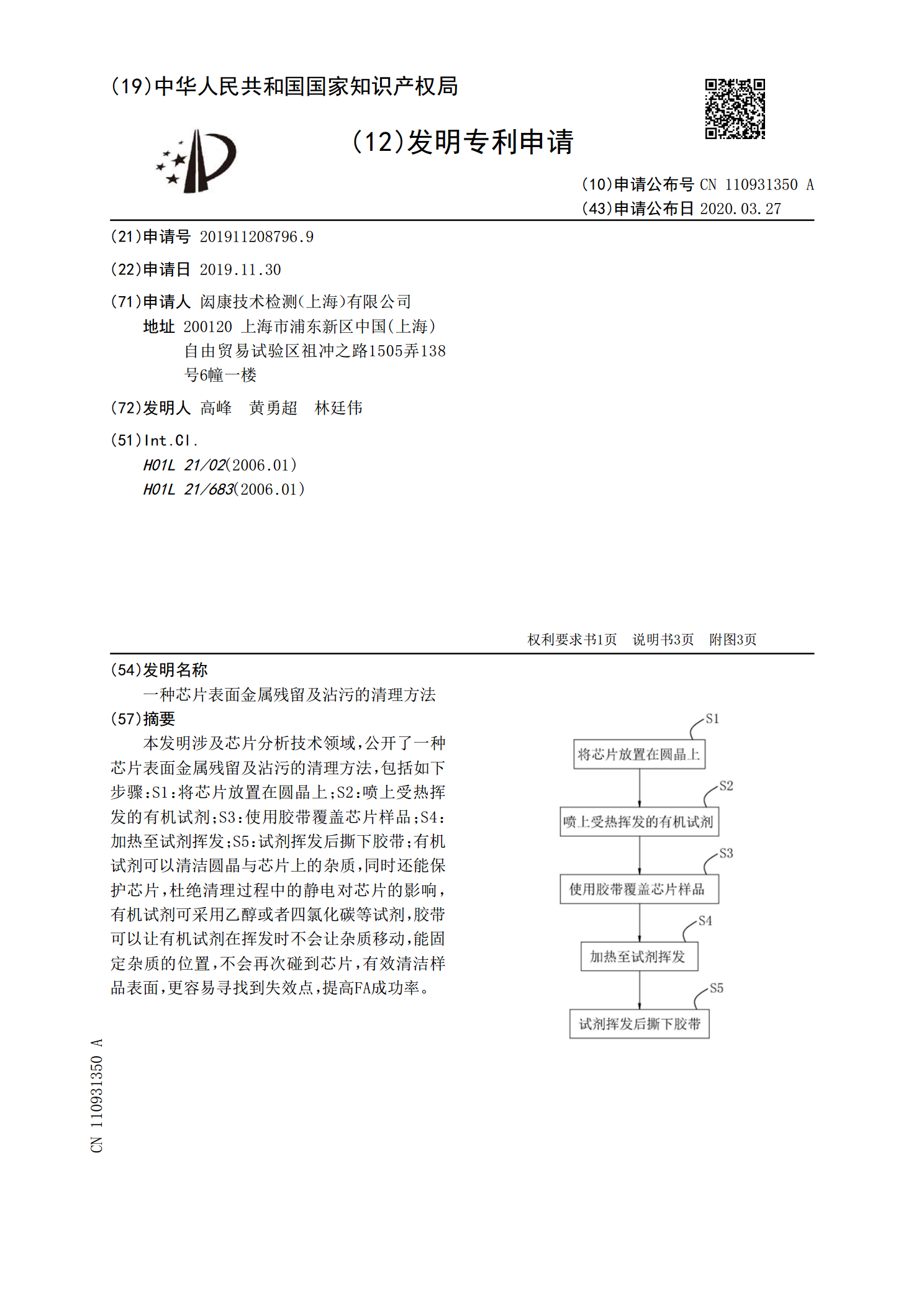
本发明涉及芯片分析技术领域,公开了一种芯片表面金属残留及沾污的清理方法,包括如下步骤:S1:将芯片放置在圆晶上;S2:喷上受热挥发的有机试剂;S3:使用胶带覆盖芯片样品;S4:加热至试剂挥发;S5:试剂挥发后撕下胶带;有机试剂可以清洁圆晶与芯片上的杂质,同时还能保护芯片,杜绝清理过程中的静电对芯片的影响,有机试剂可采用乙醇或者四氯化碳等试剂,胶带可以让有机试剂在挥发时不会让杂质移动,能固定杂质的位置,不会再次碰到芯片,有效清洁样品表面,更容易寻找到失效点,提高FA成功率。

用于清理导辊残留油剂的清理剂.pdf
本发明公开了一种用于清理导辊残留油剂的清理剂,包括:十二烷基苯磺酸钠,其质量百分数为5%~10%;脂肪醇聚氧乙烯醚,其质量百分数为1%~3%;土耳其红油,其质量百分数为0.5%~1%;氨基硅油乳液,其质量百分数为1%~3%;丙酮,其质量百分数为0.1%~0.5%;余量为水。该清理剂可快速高效地清理导辊残留油剂,保证正常生产。

一种产品表面残留物清理站.pdf
本发明公开一种产品表面残留物清理站,包括:箱体,箱体具有上入口和连接上入口的吸附通道;吹气枪,吹气枪用于输出气流;负压发生器,负压发生器设于吸附通道内,用于产生负压;气源,气源分别与吹气枪和负压发生器建立气路连接,用于提供气流及驱动负压发生器工作;及控制阀,控制阀连接于气路中,控制阀在吹气枪的开闭控制下而具有第一工作状态和第二工作状态,吹气枪开启后,控制阀处于第一工作状态,负压发生器与控制阀之间的气路连通;吹气枪关闭后,控制阀处于第二工作状态,负压发生器与控制阀之间的气路阻断。本发明具有的有益效果:能够在