
一种铝塑膜冲壳残留应力在线检测方法.pdf

又珊****ck


1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝塑膜冲壳残留应力在线检测方法.pdf
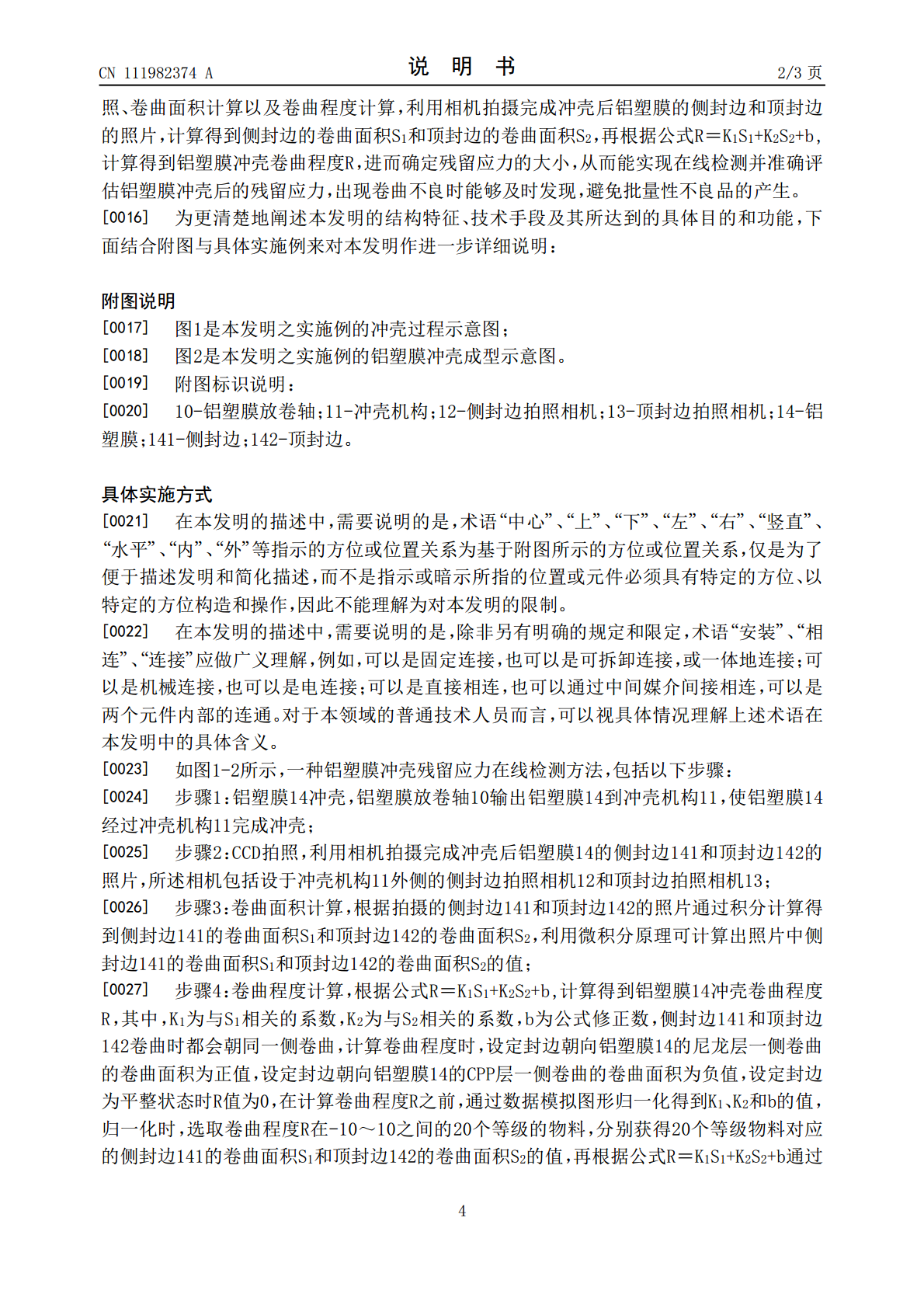
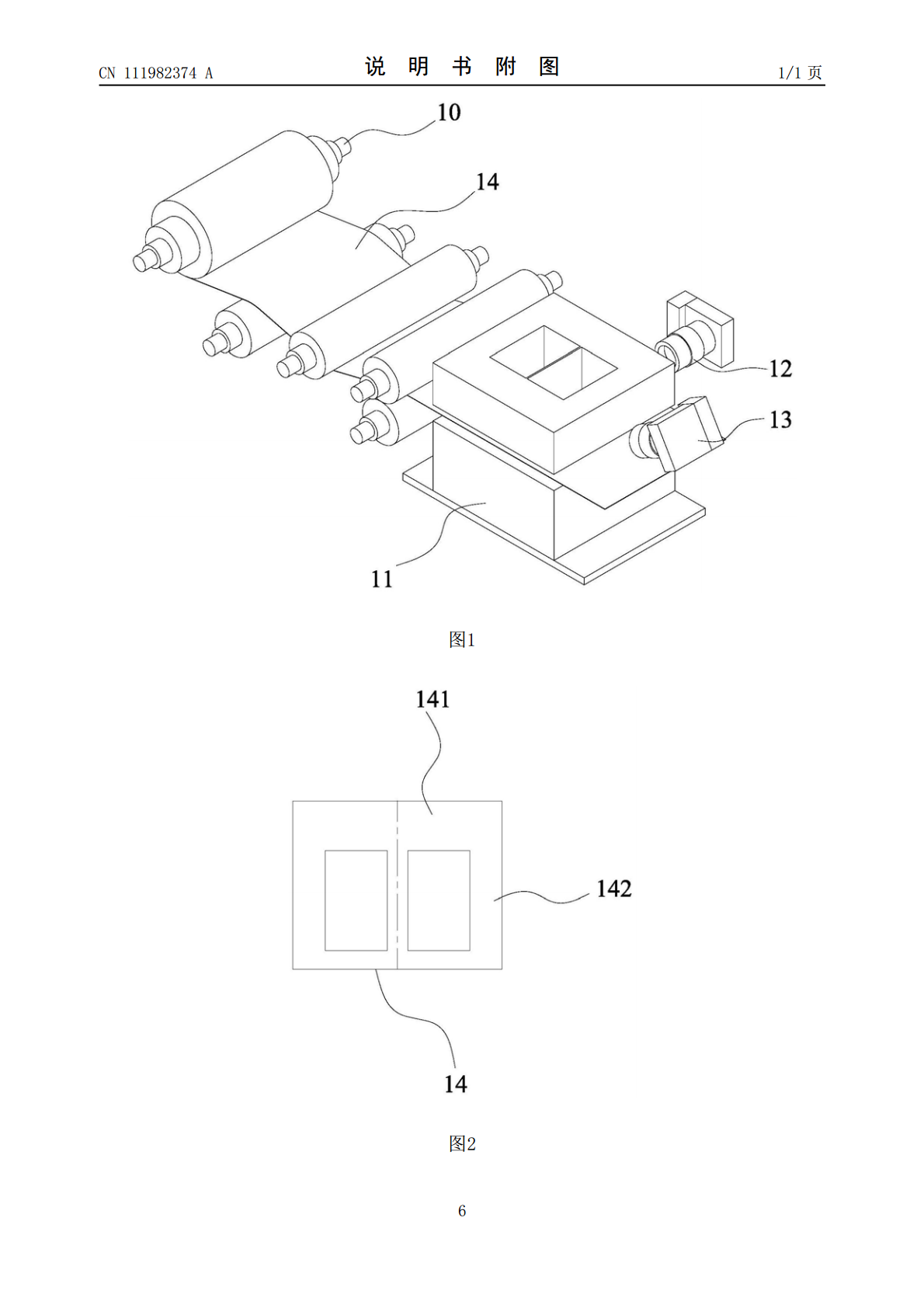
本发明提供一种铝塑膜冲壳残留应力在线检测方法,包括以下步骤:步骤1:铝塑膜冲壳,使铝塑膜经过冲壳机构完成冲壳;步骤2:CCD拍照,利用相机拍摄完成冲壳后铝塑膜的侧封边和顶封边的照片;步骤3:卷曲面积计算,根据拍摄的侧封边和顶封边的照片通过积分计算得到侧封边的卷曲面积S

一种柔性电池外包装铝塑膜冲壳用冲壳模具以及铝塑膜冲壳方法.pdf
本发明公开了一种柔性电池外包装铝塑膜的制备方法,包括如下冲壳步骤:铝塑膜的裁;铝塑膜的定位;铝塑膜的冲壳。与现有技术相比,本发明所达到的技术效果是:上冲模和下凹模的配合,完成对铝塑膜的冲壳,并在铝塑膜上形成波浪式冲壳,波浪式的冲壳给铝塑膜的弯折预留出了挤压空间,用经过处理的铝塑膜对电芯进行封装,使得电池在弯折过程中铝塑膜不产生褶皱,易回弹,不易导致极片褶皱或断裂,且铝塑膜冲壳大小为电芯尺寸大小,为电芯封边留白,不易导致电池在弯折过程中出现破损漏液的情况。
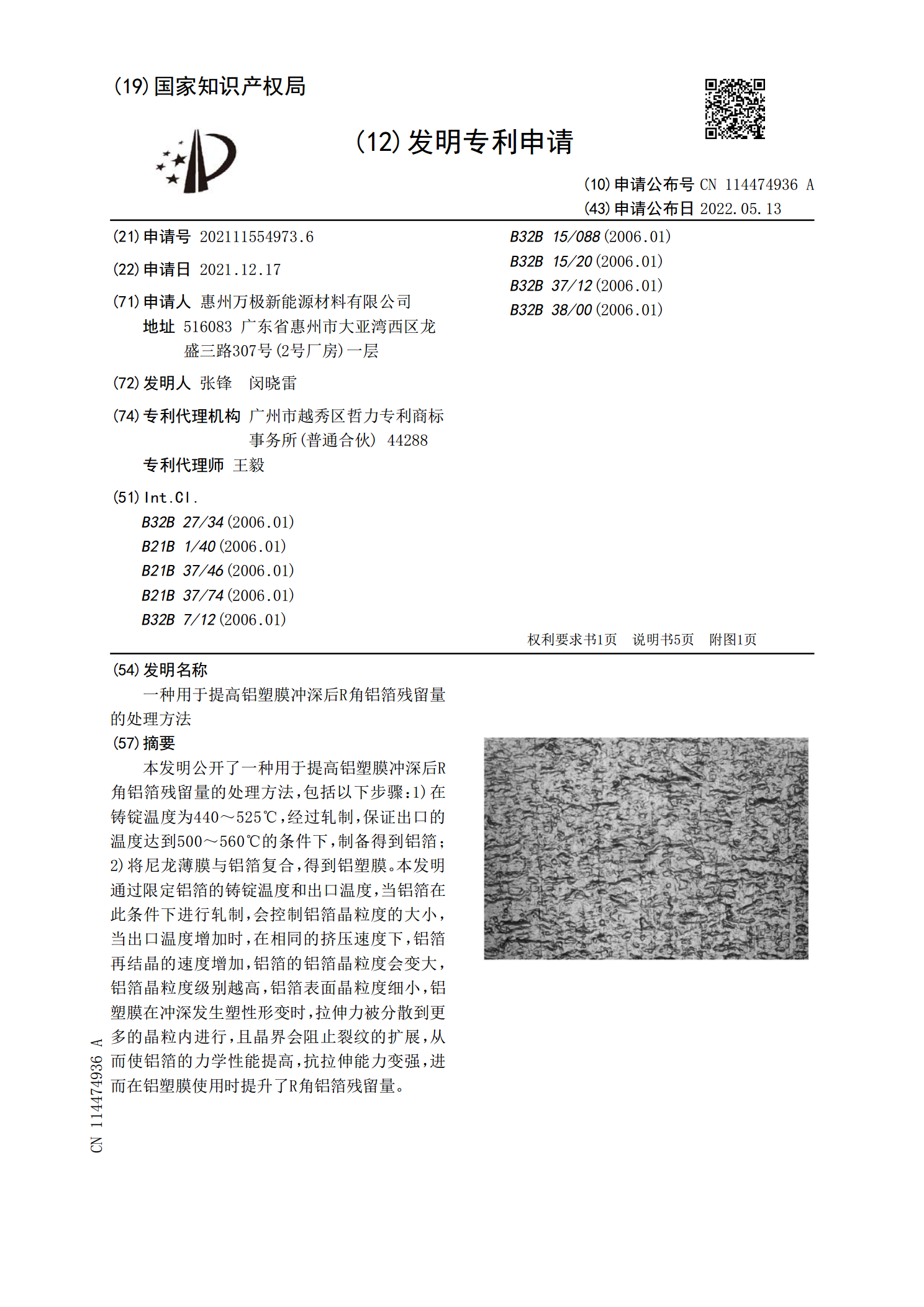
一种用于提高铝塑膜冲深后R角铝箔残留量的处理方法.pdf
本发明公开了一种用于提高铝塑膜冲深后R角铝箔残留量的处理方法,包括以下步骤:1)在铸锭温度为440~525℃,经过轧制,保证出口的温度达到500~560℃的条件下,制备得到铝箔;2)将尼龙薄膜与铝箔复合,得到铝塑膜。本发明通过限定铝箔的铸锭温度和出口温度,当铝箔在此条件下进行轧制,会控制铝箔晶粒度的大小,当出口温度增加时,在相同的挤压速度下,铝箔再结晶的速度增加,铝箔的铝箔晶粒度会变大,铝箔晶粒度级别越高,铝箔表面晶粒度细小,铝塑膜在冲深发生塑性形变时,拉伸力被分散到更多的晶粒内进行,且晶界会阻止裂纹的扩
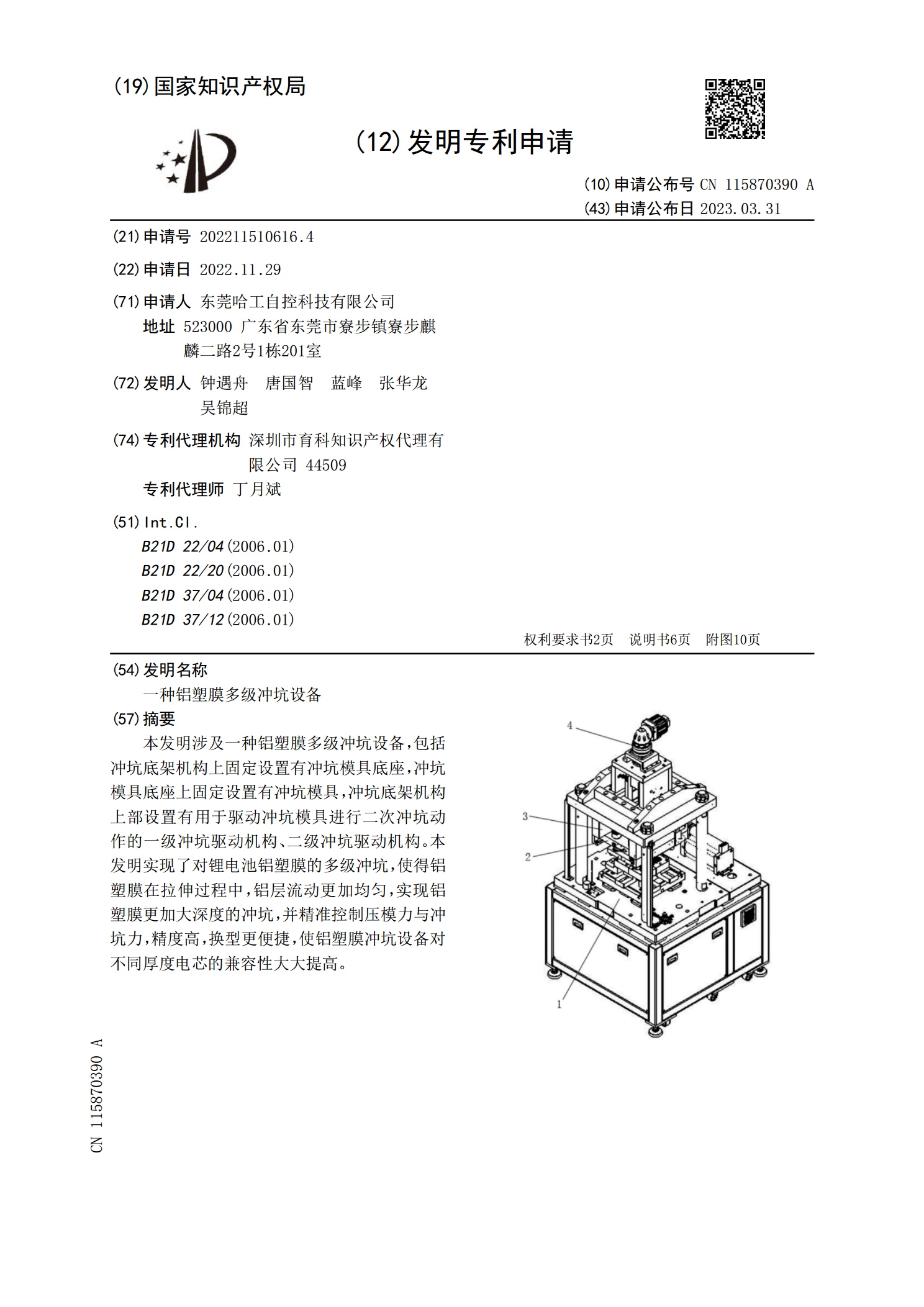
一种铝塑膜多级冲坑设备.pdf
本发明涉及一种铝塑膜多级冲坑设备,包括冲坑底架机构上固定设置有冲坑模具底座,冲坑模具底座上固定设置有冲坑模具,冲坑底架机构上部设置有用于驱动冲坑模具进行二次冲坑动作的一级冲坑驱动机构、二级冲坑驱动机构。本发明实现了对锂电池铝塑膜的多级冲坑,使得铝塑膜在拉伸过程中,铝层流动更加均匀,实现铝塑膜更加大深度的冲坑,并精准控制压模力与冲坑力,精度高,换型更便捷,使铝塑膜冲坑设备对不同厚度电芯的兼容性大大提高。

一种铝塑膜铝层破裂检测装置和检测方法.pdf
本发明提供了一种铝塑膜铝层破裂检测装置和检测方法,属于新能源电池检测设备技术领域。该检测装置包括聚光底座和检测组件。聚光底座具有内腔,聚光底座的顶部设置有用于承装铝塑膜的透光板,内腔底部设置有照度计。检测组件包括升降装置和检测压板,检测压板设置于聚光底座上方,检测压板面向透光板的一侧面凸出设置有仿形凸块,仿形凸块上设置有发光体,检测压板与升降装置连接。采用本发明所提供的铝塑膜铝层破裂检测装置和检测方法,不受检测环境的制约,能够在保证检测结构有效性的同时,提高了检测的普及率和检测效率。